any ideas whats wrong here
i figure something must out of alignment but looking for help diagnosing this issue. i am using standard settings on .20 mm quality setting in prusaslicer 2.3 with new jet black prusament filament. i also see this issue with other filament. when print a simple angle that is .04 inches thick i get something like underextrusion on one end of the upright part of angle. the angle is printed parallel to the y axis and it always happens on the far end ( away from front of printer. i have tried several lengths from 3 to 5 1/2 inches all do it on far end. i increase thickness to .06 inches and it prints fine. in both cases the portion of the angle on the platter prints perfectly. any ideas?

RE: any ideas whats wrong here
No sure what I am looking at or what it is supposed to look like.
--------------------
Chuck H
3D Printer Review Blog
better description of picture
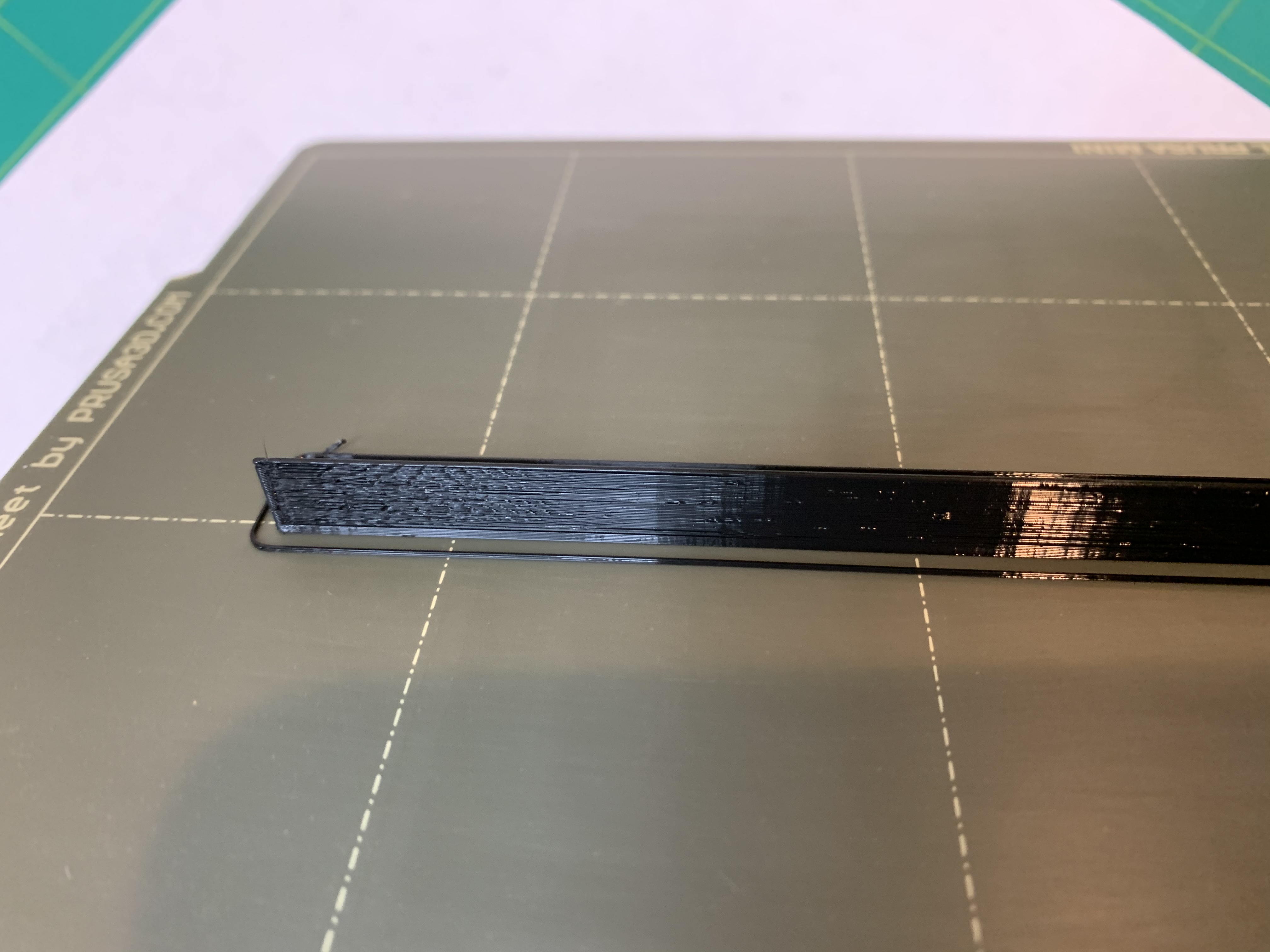
- sorry i should have annotated the picture. it is a simple 90 deg angle, 3/8 x 3/8 inch on the legs. the front angle in the pic was the .06 in thick and printed correctly. behind it in pic is the exact same angle but only .04 in thick. the end of the vertical leg (that part closest to the far end of platter when printed is very thin and cracks easy. this occurs over about 2 inches and then it prints fine.
RE: any ideas whats wrong here
@stubby
Odds are the part is lifting and that end is being distorted - lifting has several causes, but sheet cleanliness is primary, followed by layer one quality.
RE: any ideas whats wrong here
the layer 1 looked good and when i took off platter it seemed stuck not lifted. i tried several lengths thinking it was the bed somehow but every one did same thing. printed the .06 thick one and worked perfect every time. it was also interesting that it was primarily on one face of the vertical piece.
RE: any ideas whats wrong here
@stubby
I am stumped.
--------------------
Chuck H
3D Printer Review Blog
RE: any ideas whats wrong here
What sized nozzle are you using?
If it is the standard 0.4mm nozzle then you are asking the printer to underextrude, the default width is 0.45mm. The point at which this effects the print depends on the direction of filament lay. Any part less than 5 extrusion widths thick - 2.25mm with the standard nozzle - is likely to show some degree of degredation due to constraining the laid filament width and position.
All thin parts have to make compromises.
Cheerio,
RE: any ideas whats wrong here
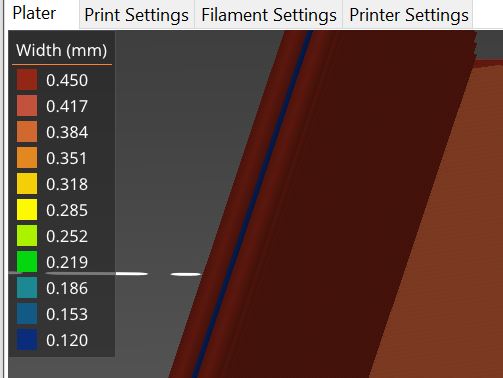
i am using the standard nozzle. i hear what u are saying and i am no expert by any means but seems if it was outside the capabilities it would be more consistent. the .06 in angle is also outside those parameters but works perfectly. i did notice that the slicer output for the .04 angle was 2 external perimeters and a gap fill. the.06 angle was 2 perimeters and 2 external perimeters. also i have printed many rings that are only .02 inch thick, 2 inch in diameter and 1/2 inch high, they all worked great. i’m not trying to argue just trying to understand the issue. any ideas appreciated.
RE: any ideas whats wrong here
@stubby
Some math: 2 internal and two external perimeters...
0.45 x4 = 1.80
1.80 / 25.4 = 0.071
I'll assume the slice reduced extrusion widths below the nominally set values to provide 0.06 inches.
0.45 x2 + n = 0.90 + n
0.90 + n / 25.4 = 0.035 + n.
Again, assuming the slicer used the nominal widths, gap fill seems appropriate.
I'm not sure what the question is.
RE: any ideas whats wrong here
Asking why a part isn't the same along an axis? Answers include thermals, leveling, interlayer adhesion, bad filament, nozzle clogs, settings, bed contamination, model... the list is much longer.
If you are trying to diagnose why a specific part isn't printing as expected - with the information you've provided we can only guess. Zip and post the project file you are printing; others can review the part, the settings, and only then will you get answers that will make sense.
As for depending on fuzzy photos, well, the old saying garbage in garbage out comes to mind. Clear, sharp, detailed images of the problem really help to understand the printer output when settings seem correct.
RE: any ideas whats wrong here
yep i agree lots of things affect the print. i sorta ruled out some of them since an identical print just a bit more thick worked fine but thats probably a bad assumption. i have found unfortunately to consistently get decent prints takes me a lot of effort. i have attached the prusaslicer project and hopefully better pics. the issue is only on that side on that end. thinking it was perhaps the bed i printed a 3 inch versus 5 inch long piece but the issue was the same on that end that side. thanks for ur help
here is good side

here is bad end
here is position on printer

RE: any ideas whats wrong here
Just a heads-up that -- so far as I know -- PrusaSlicer still uses the inherited extrusion flow math used in Slic3r.
- A 0.45mm single extrusion should be 0.45mm thick.
- The distance between extrusion centers using a 0.45mm extrusion width and 0.2mm layer height is 0.41mm. A 4 perimeter wall will be roughly 1.671mm thick.
- Change to a 0.15mm and centers shift to 0.42mm and a 4 perimeter wall 1.703mm thick.*
This won't apply to dimensions of sliced parts, only to wall thicknesses cacluated by the slicer. A part designed with a wall 2mm thick will be printed with as many of the specified perimeters fitting inside 2mm as possible, with sparse infill if it will fit, or gap fill used where the specified number of extrusions won't fill the space completely. The wall should still print near 2mm thick.
* Not overlooking the possiblity that I've got this all wrong, but quick tests seem to confirm.
RE: any ideas whats wrong here
The ZIP is empty ... lol. Been there done that.
If I see what I think I am seeing in those latest images, you are concerned with the apparent wiggle in the X axis of the extrusions as the bed moves to the front during printing (as nozzle "approaches" the rear of the sheet). Am I close?
That would imply the bearings on the rear of the Y axis are probably loose and free to wiggle around. Check they are mounted securely, and that the rods are also secure at the front of the printer.
And OMG!!! a Prusa manual that recommends GREASING the bearings!!!!

RE: any ideas whats wrong here
yea been one of those kinda days. i attached the project file directly since dropbox seems to want to punish me. hopefully this will work. y is tight i will grease it just case. yes the vertical at the back. it not only looks bad but is thinner than it should be and can easily be cracked. the rest of the angle is fine.
RE: any ideas whats wrong here
@stubby
It can happen to anybody.
--------------------
Chuck H
3D Printer Review Blog
RE: any ideas whats wrong here
ok didnt like project file type here we go again
RE: any ideas whats wrong here
@stubby
It worked this time. As for the part, it looks fine. If you have doubts about it, rotate it 90 and try a print, just to be sure there isn't something extremely odd about it.
Since we're talking about a cartesian printer, there really isn't anything except slop in the x-axis to cause what you are seeing. Either the bed is moving or the extruder is moving. Since the extruder moving would present regardless of Y position, it has to be X stability of the Y axis as it moves toward the front stops.
As always, I might be wrong, but seems to me that's where you should focus your attention. Take a feeler gauge to the aft end of the print sheet and measure wiggle when the bed is forward and when it is pushed to the back. Even a few thousandths will manifest print quality. And if it isn't X wiggle, it might be Z-Y wiggle: a 0.15 mm extrusion coming out of a 0.4 mm nozzle isn't going to be defined as to where it lands.
RE: any ideas whats wrong here
ok thanks i will check for movement. i will also print it 90 deg rotated and see what that shows. thanks for everyone’s help and patience!
RE: any ideas whats wrong here
just a quick update fyi. i tried printing the angle at all 4, 90 degree points believe it or not the problem follows the rotation. so no matter where u print it the same area has an issue. i did notice that the printer prints the perimeter layers then comes back and prints the gap and starts next perimeter layer. it is the transition between finishing the gap and starting the new perimeter where the issue occurs every time regardless of orientation. so seems to have something to do between transitioning the extrusion between the gap and perimeter layers, it consistently underextrudes for anywhere from a 1/4 in to 1 inch. im not smart enough to guess why but observation leads me to that conclusion. does anyone know of a prusaslicer parameter that might help if that is the issue.