Layer shifting at various heights
Hello,
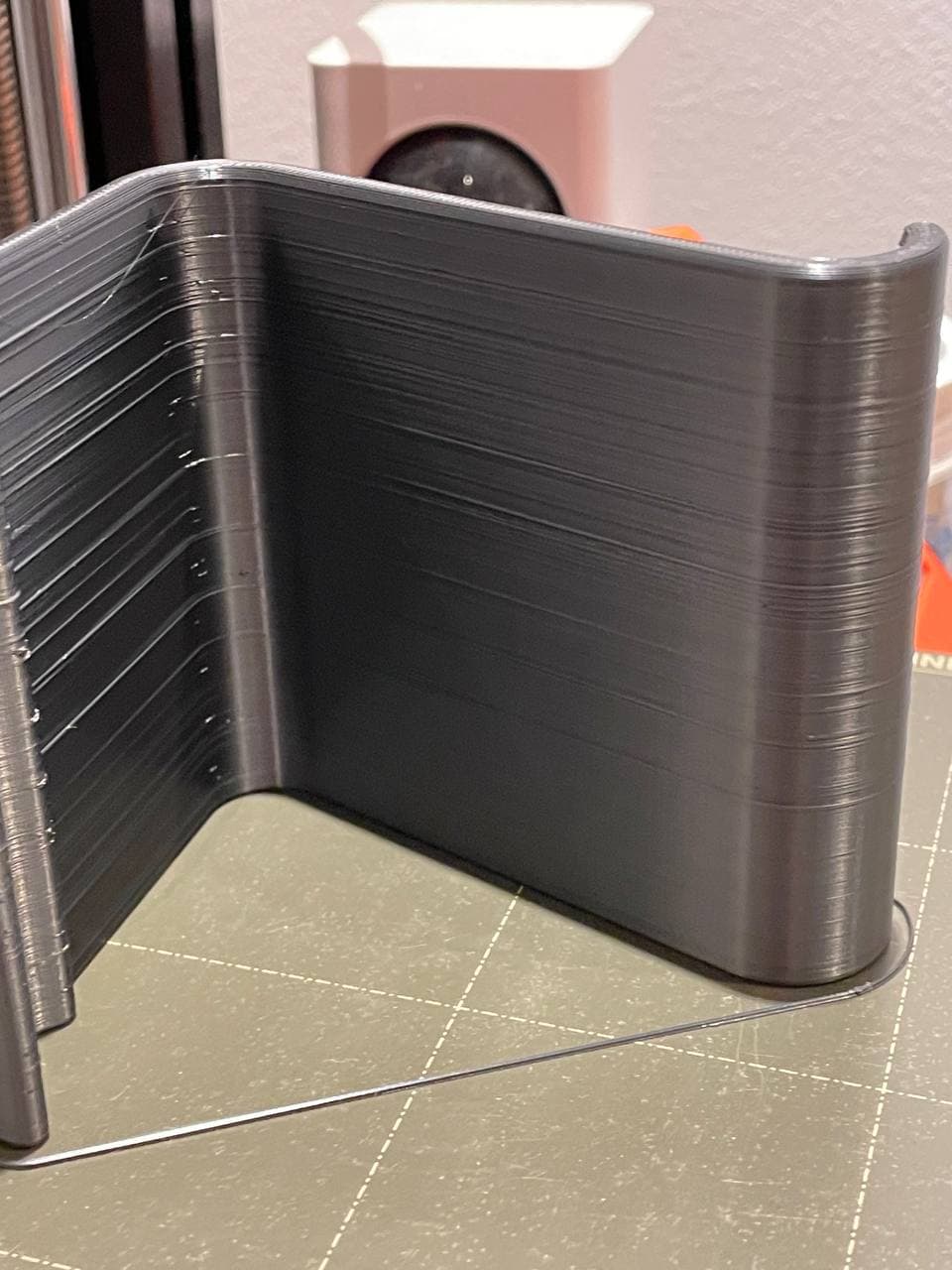
I've noticed those weird lines in my prints that I cannot get rid of.


Any idea what could cause this?
Filament is Sunlu PLA with generic PLA settings.
RE: Layer shifting at various heights
It's not a layer shift, once you get a layer shift it doesn't shift back, the printer just continues in a new location. What that looks like to me is that you have some sort of over extrusion on those layers or it's a slicer artifact. Where did you get the gcode?
Cheers
-Bob
Prusa I3 Mk2 kit upgraded to Mk2.5s, Ender3 with many mods, Prusa Mini kit with Bondtech heat break, Prusa I3 Mk3s+ kit
RE:
PrusaSlicer 2.4 with basically default settings. The Filament is fairly new (~1 month maybe?) so I figured it had to be something else?
I printed ~10kgs without similar issues previously, so this is something recent for sure.
RE: Layer shifting at various heights
The issue also seems to be more pronounced on the Y axis.
On the backside of the last image the "extruded" lines are actually pulled into the object.
RE: Layer shifting at various heights
To me it looks like there may be some issue in Z movement, when nozzle does not go up one full layer, but prints on the same layer or very close to it and filament gets squished outside on previous layer. Can you check if your gantry moves freely on leadscrew? Can you try to turn it by hand and see if there's some problem moving - hard to turn, binding etc. Also go to Settings -> Move Axis -> Move Z and run up and down few times. Is there any binding during movement, excessive vibration or resonance, od does the leadscrew wobble too much as if it's not straight?
And just in case check extruder gears and clear it from any debris and material leftovers.
RE: Layer shifting at various heights
Sorry haven't seen this post. Check belt tension - it needs to be tight enough so it does not skip on pulley, while you still need to be able to pinch it together. Check Y grub screws on Y motor pulley and just in case unscrew one, dab a drop of purple or blue Loctite (if you don;t have, clear nail polish will do the same job, make sure it does not have glitter), screw in; then do the same with second screw. Does Y carriage move freely if you move it by hand - no binding during movement or weird bearing noises?
RE: Layer shifting at various heights
I checked/tightened every screw I could find, seems like it got a littler better but nowhere near factory defaults 🙁
Belts are tensioned properly according to the tension meter.
X and Y move freely, I will have to check Z again, but I could not notice any obvious binding.
What I did notice was the smallest amount of play in the whole printhead when rotating it on the X axis. (I grabbed the heat block and pushed it forward back on the Y axis, causing the rotation). It feels like it's in the bearing but I have no idea if this is by design or not.
Here is the same model printed again..




The belt seems to prefer one side, also not sure if this is ok or not.
RE: Layer shifting at various heights
I checked the z axis and it's fine as well. Also lubed up all bearings and the z axis, seems a little better but still not correct 🙁
RE: Layer shifting at various heights
Have you printed another model? If so, are you getting the same results? One side of the print is smooth like you'd expect, the other side has banding. That's weird. Many 3d models have broken polygons that can create weird artifacts, I'm wonder if that's what we're seeing. If you don't have problem with other models but consistently with this one perhaps it's a problem of the model.
Cheers
-Bob
Prusa I3 Mk2 kit upgraded to Mk2.5s, Ender3 with many mods, Prusa Mini kit with Bondtech heat break, Prusa I3 Mk3s+ kit
RE: Layer shifting at various heights
The lines on 3 prints of the same model are on different z heights, and the issue also occurs on other models.
RE: Layer shifting at various heights
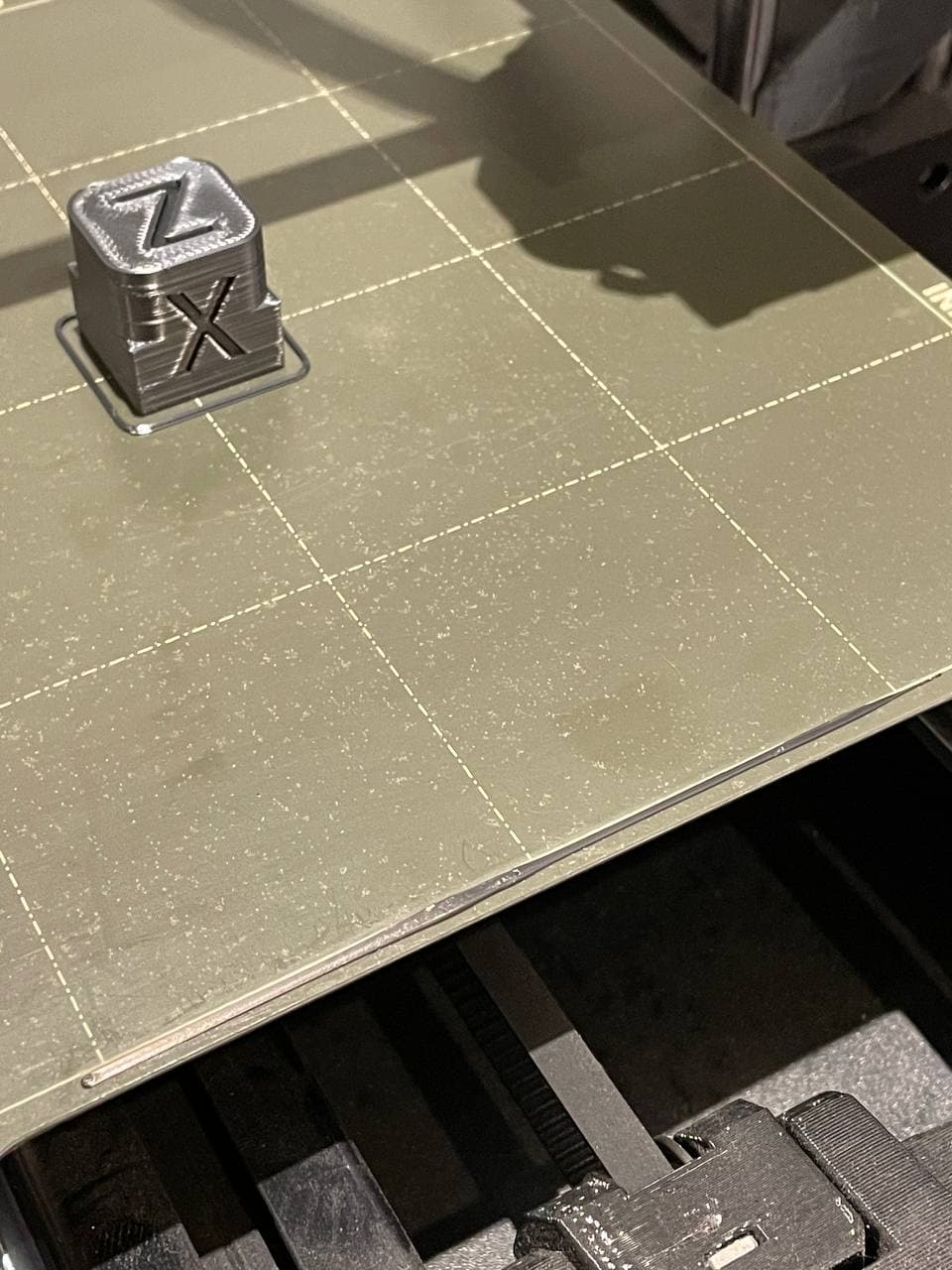
While I was printing a XYZ cube I noticed that the purge line looks quite odd, aka not straight like it used to be.
Seems like the pressure is not enough and then too much? Could this be a partial nozzle clog / ptfe tube problem?
RE: Layer shifting at various heights
A cold pull is easy to do if you think there may be a clog issue, along with a good manual probe with an acupuncture needle while the nozzle is hot.
My purge line is sometimes inconsistent in width and start-up and that, in and of itself, does not appear to affect the print quality.