Took me a while, but looks good now.
Couple weeks of learning stuff myself and fine tuning the printer and i'm finally proud of the results.
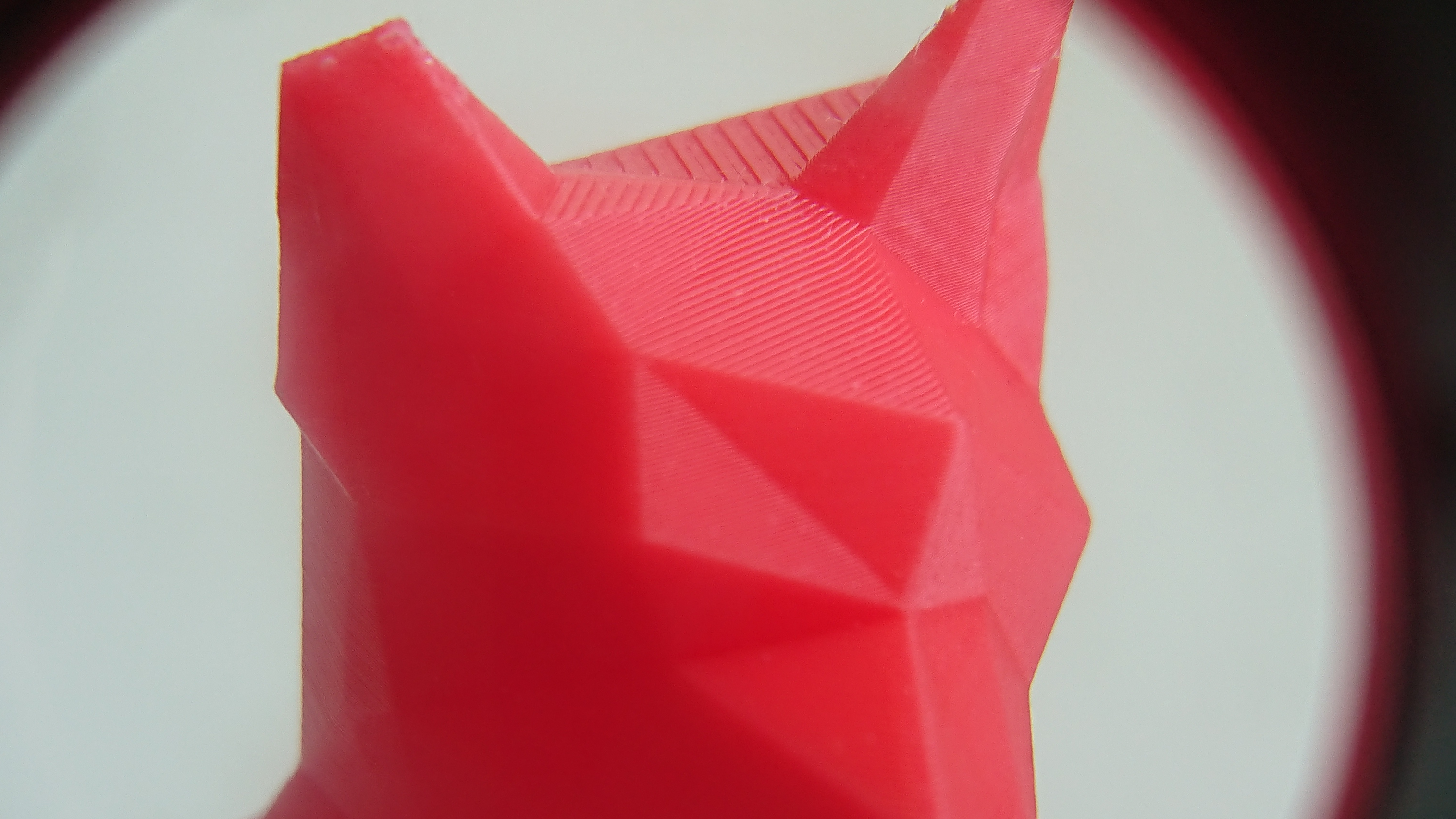
What do you think? Printed at 0.1mm layer height. Total height of 70mm
RE: Took me a while, but looks good now.
Very good results! Thanks for sharing!
Any advices or tips that lead you to these results?
Original Prusa Mini + Smooth PEI
Prusa Slicer 2.6.0
RE: Took me a while, but looks good now.
@geoper2
Hi! Let's see if i can remember everything xD
First things first: I advise against using any gcode unless you understand what you are doing. When in doubt take a look at >this page<
> Started with adjusting the nozzle as described here (my unit had issues with off-brand filament clogs) >Page< (1)
> Then i stumbled upon Z axis skipping steps, which was solved by reducing Z axis speed/accel. (2mm/sec and 40mm/sec^2 worked well for me) You can either do that by reducing "Machine Limits" in prusa slicer (can't say about other slicers, i'm new to 3d printing xD) or by adding the following GCODE into your start gcode.
M201 Z40 ; sets maximum accelerations, mm/sec^2
M203 Z2 ; sets maximum feedrates, mm/sec
I tweaked the slicer settings, but the gcode would probably be better, so you don't get slow Z axis during calibration.
> Looked through this >web page< (2) [huge thanks to the author. I know he's in this forum as well.]
There i took the idea of custom pre-calibration procedure. [modified "Z Azis Height Adjustment" gcode] which further improved the stability.
> Measured my filament using calipers (did a 10 point average) and adjusted filament settings in slicer.
> Page (2) also provides a nice temperature calibration tower, which i modified for my needs (PLA, 215*C-195*C)
My filament worked well at 205*C for 0.1mm layer height, but i increase it all the way up to 215*C when printing at higher layer heights, because i faced severe underextrusion at lower temps.
> Followed this guide on extrusion calibration (did the precise method) >page< (3)
> Plus this was printed using a relatively new spool of filament, as i don't have a filament dryer yet.