Periodically inconsistent extrusion / Cyclic under extrusion
Hi Community,I have a very persistent problem with Inconsistent Extrusion.The error is most likely related to the amount of filament extruded and the extruder rotation, not to time, temperature control or X/Y movement.
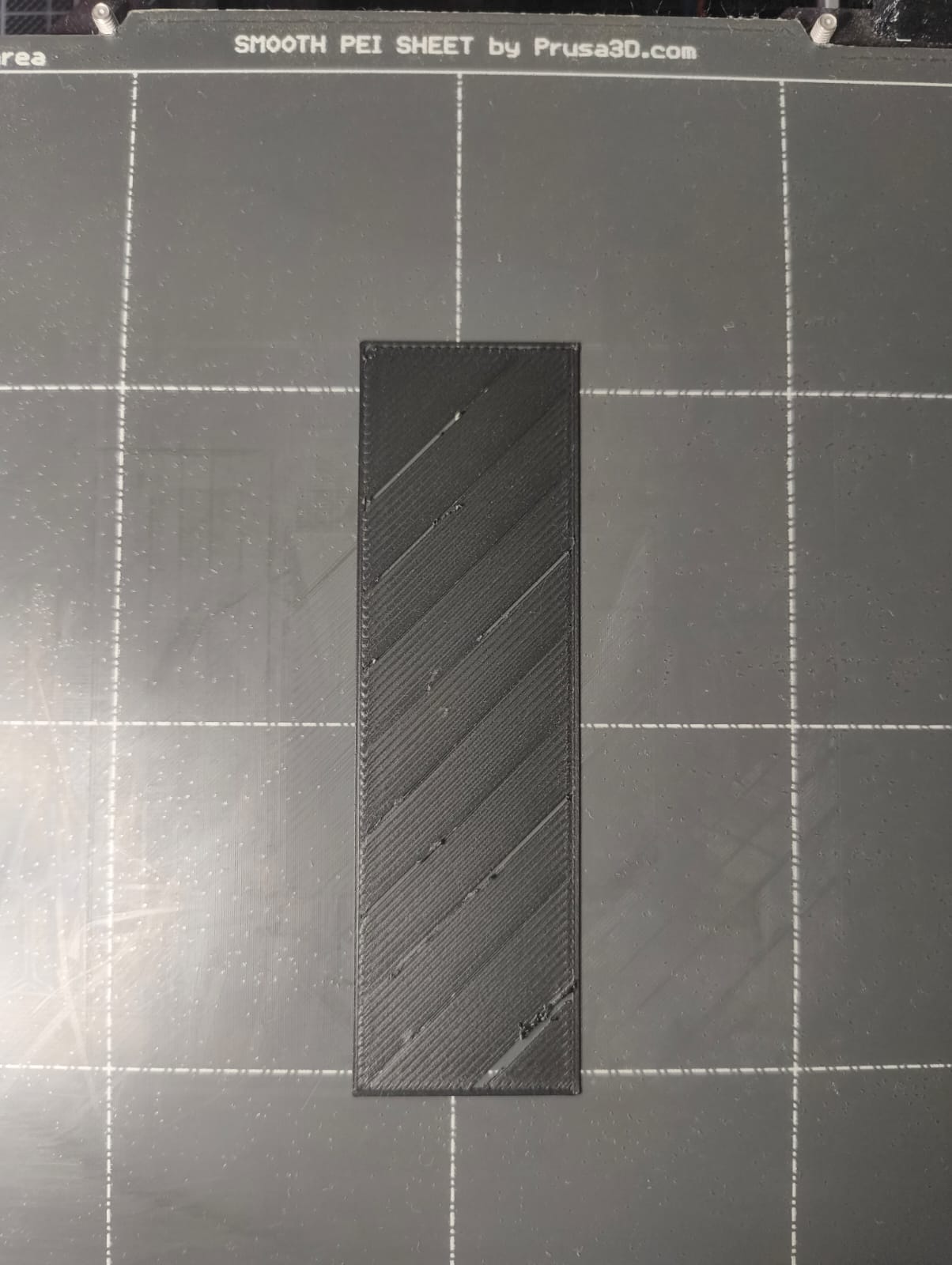
The extrusion errors always occur after a certain amount of filament has been extruded and are independent of the print speed.
- The error occurs at regular intervals.
- The interval is constant.
- The interval remains the same even when the print speed is changed.
I think is very likely that there is a mechanical or feed-related periodic error, however I checked the extruder (driver gear and driven gear) multiple times and cleaned it although it looked totally fine.
I can't imagen that the hotend, PTFE, temperature, slicer, etc. produce precisely periodic errors, so I would rule these out as sources of the error.
987uzdefry Additional Info:
- Printer: Prusa Mini+ (tried with and without case)
- Filament: Polyterra PLA (Polymaker) and PETG Polymaker
- Nozzle: Tried both the original 0.4 and the E3D V6 Plated Copper 0.6 mm (problem occures with both nozzles)
- Bed Temperature PLA: 60 Celcius
- Prusa Slicer
- Print Speed: tried 15, 30 and 45 mm/s (First Layer Speed because it's only a single layer print)
- Retraction settings: (Prusa PLA standard)
- Length: 2.5 mm
- Speed: 70 mm/s
I tried a lot of different Slicer settings, but they had little to no effect, so I decided to continue the rest of the testing with the standard prusa slicer "0.20 mm STRUCTUAL" settings with the 0.4 Nozzle
I already tried a lot of different things:
- Bondtech gear cleaned → minimal contamination
- Idler screw adjusted
- Z-axis lead screw cleaned and lubricated → no improvement
- Drive gear visually inspected → appears to be in good condition
- PTFE insert in the hotend inspected → looks good
- No filament buildup in the hotend
- Cold pull performed multiple times → no improvement
- Tested multiple filament spools
- Tested different print parameters
- Changed extrusion multiplier → no improvement
- Reduced print speed → no change
- Increased temperature → errors become a little less severe, but remain present
Really hope you can help💫
Let me know if I should provide any additional info.