Persistent Warping/Curling on Large Flat Building Models – MK4S – Need Advice
Good day everyone,
I’m hoping to get some advice from those with experience printing large, flat architectural models.
We designed a 3-storey building consisting of a basement, ground floor, first floor, and a flat roof. The idea was to 3D print a scale model, with each floor printed separately and designed to interlock like LEGO so the full building can be assembled.
Initially, we created four separate models: one for each floor plus the roof.
Unfortunately, I have been struggling with these prints for over a month, with 30+ failed attempts, consuming a large number of printing hours and several rolls of filament. Despite extensive research on forums and online resources, and trying countless settings and approaches, I have not been able to achieve a fully successful print.
Some improvements were made along the way, but none have resulted in a complete, reliable solution.
What I’ve Tried
- Lowering bed temperatures
- Lowering nozzle temperatures
- Increasing first layer height (up to 0.3 mm)
- Adding various brim widths
- Adding mouse ears on rectangular corners
- Slowing fan speed for the first layer(s)
- Slowing print speed for the first layer(s)
- Multiple filament types:
- PLA
- PETG
- PC Blend
- Different steel sheets:
- Smooth PEI
- Textured (TXT)
- Different infill types:
- Square
- Gyroid
- Cubic
Printer & Setup
- Printer: Prusa MK4S
- Nozzle: HF Brass 0.4 mm
- Z-offset tuned by 0.05 mm
The printer itself performs beautifully. First layers for both PLA and PETG are absolutely perfect, and overall print quality is top-notch. There are no general print quality issues.
Material Behavior Observed
PLA
Despite most advice stating PLA should be the easiest, it has been by far the worst performer for me.
- Detaches from the PEI sheet relatively quickly
- With mouse ears, the center lifts
- With additional brims, the corners (mouse ears) lift instead
- Results in warping and eventual failure
PETG
This has been my most successful material so far.
- The basement model (smallest footprint) almost printed perfectly using mouse ears and a brim
- However, the other floors occupy 80–90% of the print bed, and eventually still warp and curl after several hours
PC Blend
Initially, this seemed like the solution:
- Exceptional adhesion to PEI
- Excellent surface finish and print quality
However, the adhesion was too strong. Instead of the print lifting, the steel sheet itself began to warp and curl. It appears that the internal thermal contraction forces over such a large footprint are so high that the spring steel sheet takes the load instead.
So unfortunately, PC Blend also turned out not to be a viable solution.
Failure Pattern
- Prints consistently fail 4–6 hours in
- Failure is always due to:
- Corners curling upward, or
- When using mouse ears: the center lifting off the bed
Questions / Final Thoughts
At this point, I’m genuinely starting to wonder whether models like this are even realistically 3D printable on an open-bed printer.
- Is this simply the nature of large, flat architectural models?
- Are there design changes we should consider to make these models printable?
- Different segmentation strategies?
- Structural relief cuts?
- Different assembly methods?
I’m very close to giving up, but I wanted to make one last attempt by asking here, in case someone has real-world experience with printing similar large-scale building models.
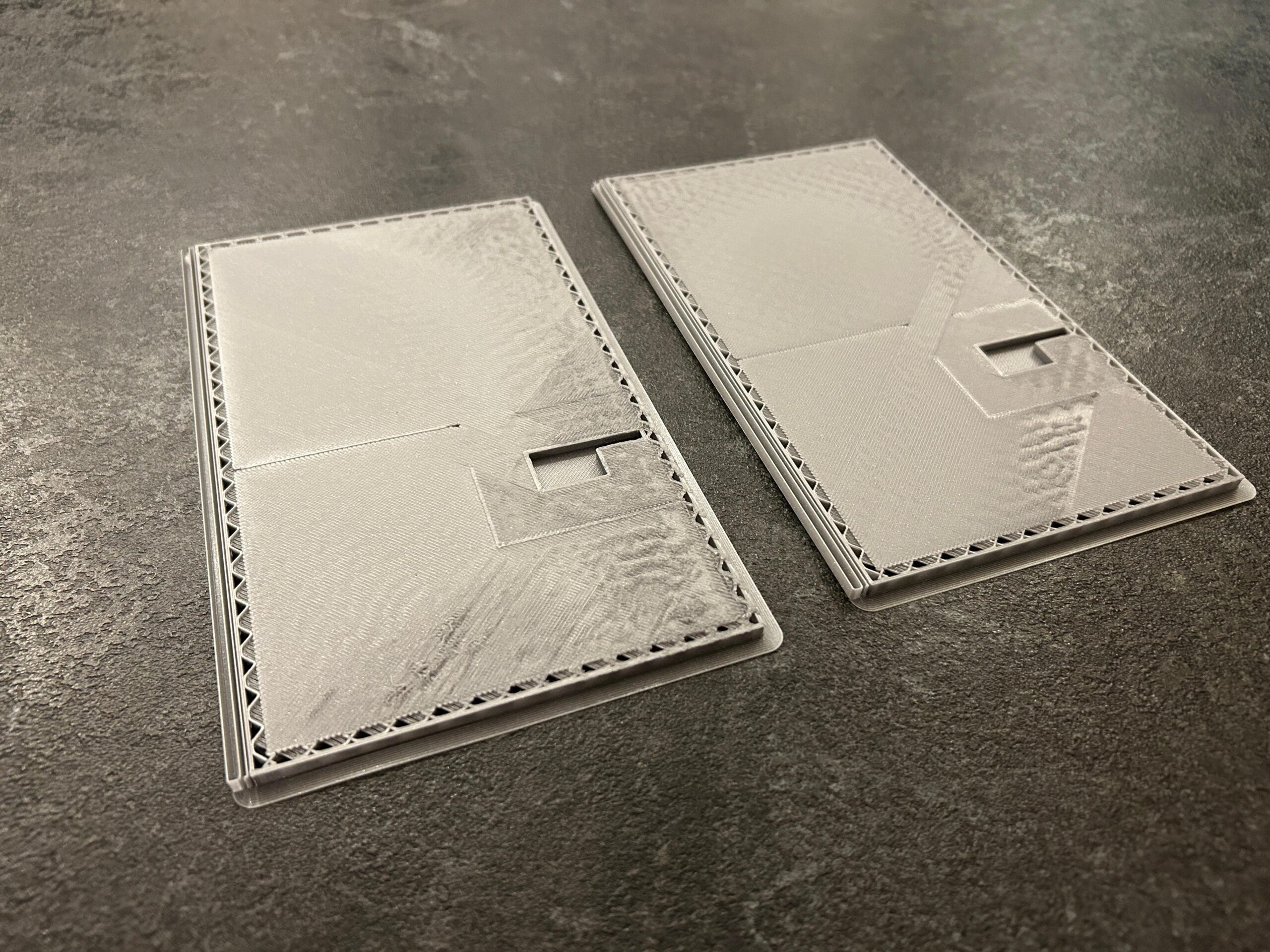
Find "Some" Pictures below.
Any thoughts, insights, or suggestions would be greatly appreciated.
Thank you for your time.
Sebastiaan