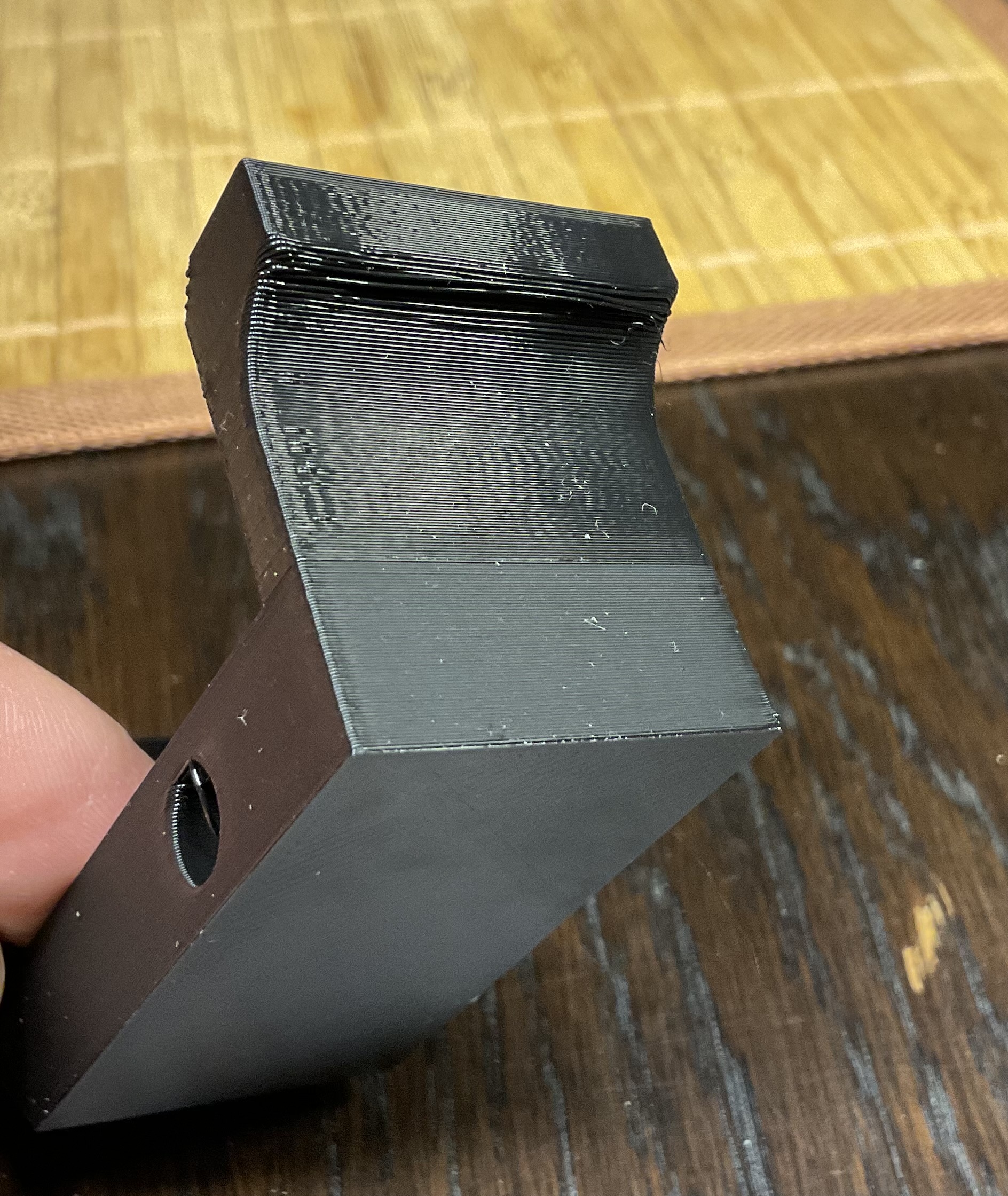
Uneven perimeter surface - sometimes shiny, other times matte
Pretty sure, some of you have experienced the same and didn't want to just accept it; so I came here to ask if any of you found a solution. The problem, I experience is, when printing at the high speed standard slicer profile 0.2 IS on my new MK4, the surfaces are very different and I don't like that - see the picture attached. The "fast" are is printed in matte, the slower is shiny. Never had that on my MK3S+, of course it was way slower. I now tested different PLAs (Prusament - my standard PLA, Overture, eSun and Eryone - all at the same Prusament Jet Black Profile) and also different print speeds and temperatures. Even when I set everything to 50mm/s max, it results in the same. Why is that and what can I do to counter this?
Surely, this has to do with speed, extraction factor and time/temp of the filament in the hotend. But it seems, I don't get the right idea on how to solve this. Does this have to do anything with Input Shaper? Any ideas?
Thanks for any help, this is highly appreciated!!!
Best regards,
Olli

RE:
Interestingly, with the Eryone PLA it is much less recognisable - just as an addon. Nearly not visible, but the print looks less consistent and seems to have a bit of ghosting....

RE: Uneven perimeter surface - sometimes shiny, other times matte
The filament is not spending as much time in the extruder at the high speeds and therefore the filament is not reaching the same temperature as it did on you MK3. This causes the matte appearance.
Raise your printing temperature 10 to 20 degrees and it'll solve it.
RE: Uneven perimeter surface - sometimes shiny, other times matte
Thanks for the idea Brian, but it is absolutely the same. I printed with Prusament PLA at 235 °C with the standard Filament setting and the 0.2mm speed profile; usually printed with 215°C. So, unfortunately, this didn't solve the problem. Thanks anyway.
RE: Uneven perimeter surface - sometimes shiny, other times matte
As you can see, still the longer, faster parts are matte and the slower parts, glossy, regardless of 215 or 235 degrees Celsius.
Any further ideas?
RE: Uneven perimeter surface - sometimes shiny, other times matte
Under filament settings and advanced, what is the volumetric for rate set at?
Also see if you can find the manufacturers recommended max speed in mm/sec. This is often listed in the technical details for the filament.
Also are you using the structural or speed input shaping profiles?
RE: Uneven perimeter surface - sometimes shiny, other times matte
Thank you very much Brian for your help - I appreciate the time you take! Yesterday, out of curiosity, I just turned IS off and well, that fixed it even with 215°C. Although the print result is slightly worse than with IS on, but the surface effect is gone. Is that, how IS is supposed to work? Do you have the same effects on your surface with IS on and full recommended speed?
I made some pictures to see the difference, below. The max volumetriy speed is set to 15mm/s. Also, I'm using the Prusament PLA Jet Black for this test and it is rated up to 200mm/s - which is set as the maximum in the original slicer profile, with 170 being the base speed set with IS on - with IS off, it is set to 70mm/s base speed.



Thanks again for taking your time and have a nice day!
Oliver
RE: Uneven perimeter surface - sometimes shiny, other times matte
My experience has been better print quality with input shaping.
Have you tried the structural setting in input shaping? It still prints pretty fast, but it prints perimeters and top solid infill at a slower speed. This is my go to profile.
RE: Uneven perimeter surface - sometimes shiny, other times matte
Thanks, I will try that. The only thing I don't understand is the speed at the tiny ridge where the filament shines after printing. Why is it printing this part so slow. Even when I raise every speed up to let's say 100 - it still prints this part so slow....I just don't get where to tweak this setting, but I will find it out eventually 😉
Thanks for your help, I think we can move on and I will continue experimenting.
Best regards,
Olli
RE:
I'll second what Brian says above. When surface finish is important I use the "structural" preset. It is a bit slower, but rather than slowing everything down, it's only the perimeter/top. I honestly rarely use the speed profile these days, even in purely functional parts, because the time difference on small parts is negligible.
-J
RE: Uneven perimeter surface - sometimes shiny, other times matte
Thank you, I will do that. I personally like the matte finish even more and wish to have this all around 😉 Yesterday I printed an entire part with speed and it turned out so well, as if bought, that is just incredible. More importantly, no glossy parts anywhere…. 😉
RE:
Thanks, I will try that. The only thing I don't understand is the speed at the tiny ridge where the filament shines after printing. Why is it printing this part so slow. Even when I raise every speed up to let's say 100 - it still prints this part so slow....I just don't get where to tweak this setting, but I will find it out eventually 😉
Thanks for your help, I think we can move on and I will continue experimenting.
Best regards,
Olli
Anytime you have overhangs or in some cases corners etc, the slicer slows things down to ensure optimal printing quality...which is probably why you see the glossy finish in some areas or near curves, corners, or overhangs. I think many of these settings can be controlled in the slicer, but YMMV regarding quality since the settings are there to ensure quality.
-J