Variable extrusion width
I wish the slicer could calculate a variable extrusion width for "perimeters", within user pre-set limits. Optimized to avoid gap fills and perimeter collapses.
This would help reduce alot of travel moves for gap fill when a part is made solid using many perimeters, which is probably the best way to achieve high strength. I currently have to finetune the extrusionwidth to say 0.7489, while notoriously matching it with external perimeter width of same presicion, in order to avoid gap filling. Those filler lines add stringing from retractions, time, blobs and underextrusion upon restart. Yeah, compensating with extra material on restart will mess up those travel moves that are above the trigger retraction threshold, while it cant be increased enough to actually make a difference after a long travel move.
Any thoughts on this, or am I on my own here? This is a cryout to the devs to come up with something smart! 🙂 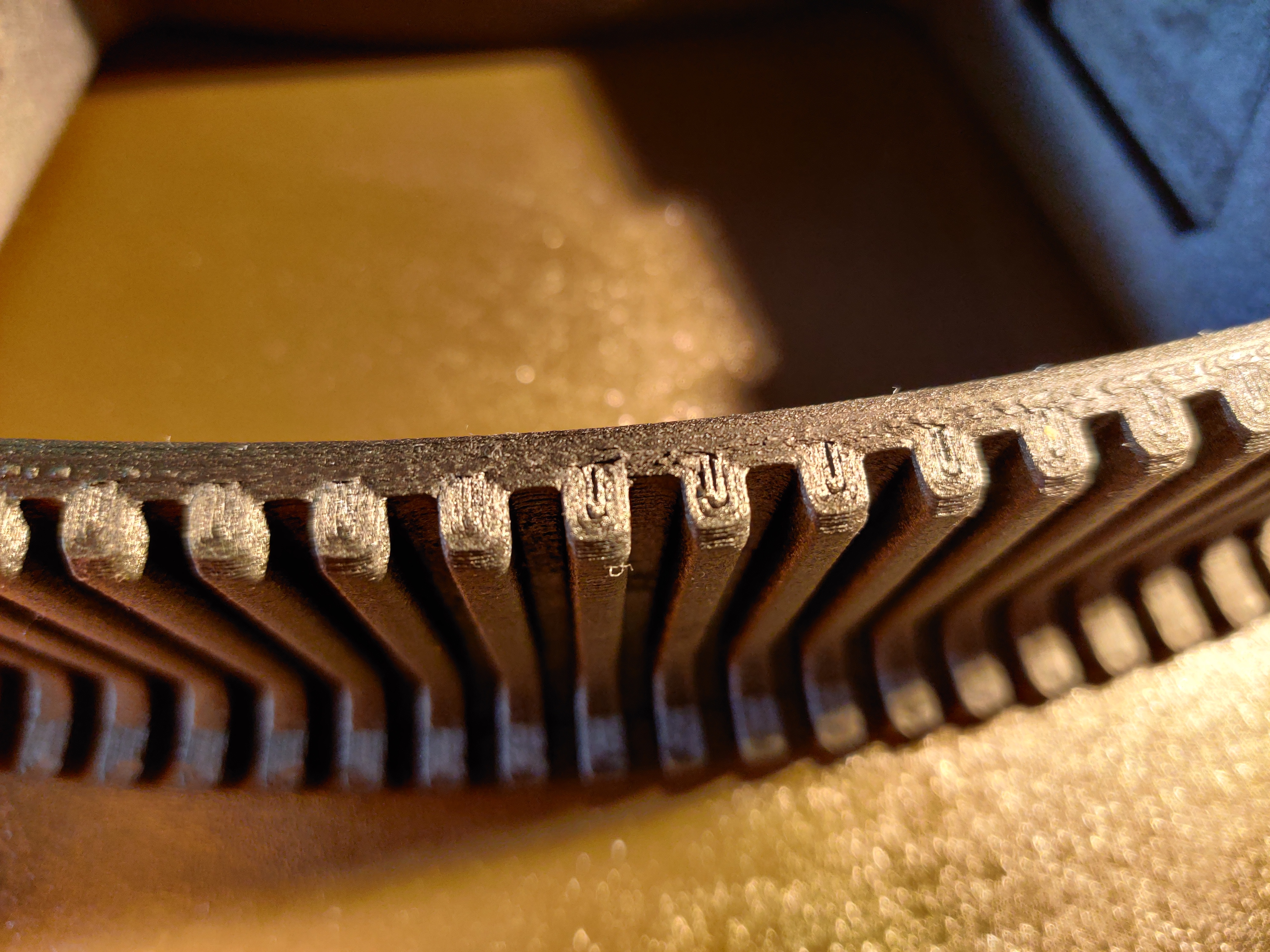

The pictures show the result of my fine tuning of width to avoid gap fills. They also show missing material after unretracting, as well as a strand of blob-filament string along the top.
Cant increase my retraction any more probably due to the 2.2 bore of the prusa heatbreak. I'm considering getting an original E3D design in titanium.
Just try to make it!
RE: Variable extrusion width
Hi, no you're not on your own 😉
I'm constantly facing the same challenges as yours : avoiding gaps. As I'm printing precision parts (for slot racing) every tenth of millimeter counts.
Having variable extrusion width would be a killing feature.
Whatever the wall width, the slicer would (try to) choose the optimal width in a specified range. Within a range from 0.4 mm to 0.45, a 1.70 thick wall could be made of 3*0.40 + 2*0.45 extrusions.
RE: Variable extrusion width
Can you please raise this as a request on the Prusa Github page for Prusa Slicer, that's where the developers hang out!
Discussion is fine here, but the developers rarely look in the forum.
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Variable extrusion width
I wish the slicer could calculate a variable extrusion width for "perimeters", within user pre-set limits. Optimized to avoid gap fills and perimeter collapses.
FWIW - The Cura development team is implementing this feature in their Arachne slicing engine, currently in Alpha state. It's still quite rough from what I've seen, but it will be an interesting feature to follow. Much like ironing, we can hope the Prusa team investigates the feature and improves significantly upon it.
[...] Any thoughts on this, or am I on my own here? This is a cryout to the devs to come up with something smart! 🙂
I see two scenarios here:
- Reducing the need for gap fill by varying perimeter widths dynamically as Cura is doing with Arachne. This is a good solution for some situations, though might create other headaches. It makes sense for large, tall prints where strength is a concern.
- For those most concerned about finish, some sort of "top" feature for non-flat or curved surfaces might be all that's needed. Perhaps just dynamically ramp up perimeters in those areas that are detected as not being tops but near the top.
[...] The pictures show the result of my fine tuning of width to avoid gap fills. They also show missing material after unretracting, as well as a strand of blob-filament string along the top.
Cant increase my retraction any more probably due to the 2.2 bore of the prusa heatbreak. I'm considering getting an original E3D design in titanium.
Have you tuned your extrusion multiplier? I find that takes care of must stringing and under-extrusion issues.
The Titanium heat break is an easy upgrade. If you're having problems with heat or jams due to excessive retractions, it can help. It won't fix extrusion rate issues though. I still had to calibrate my extrusion multiplier to fully eliminate stringing.