Prusa Slicer on Ultimaker - first layer problem
Hello everybody!
Tried Prusa Slicer and it shows a better printing then my Cura. But I do not get the first layer correct done.
First, there should be Filament pulled out of the nozzle, then the extruder should go to start position, then the bed should go to start. Start.
Actually, there is no Filament comming out, the bed is on start position before the extruder, that is not possible on my setup.
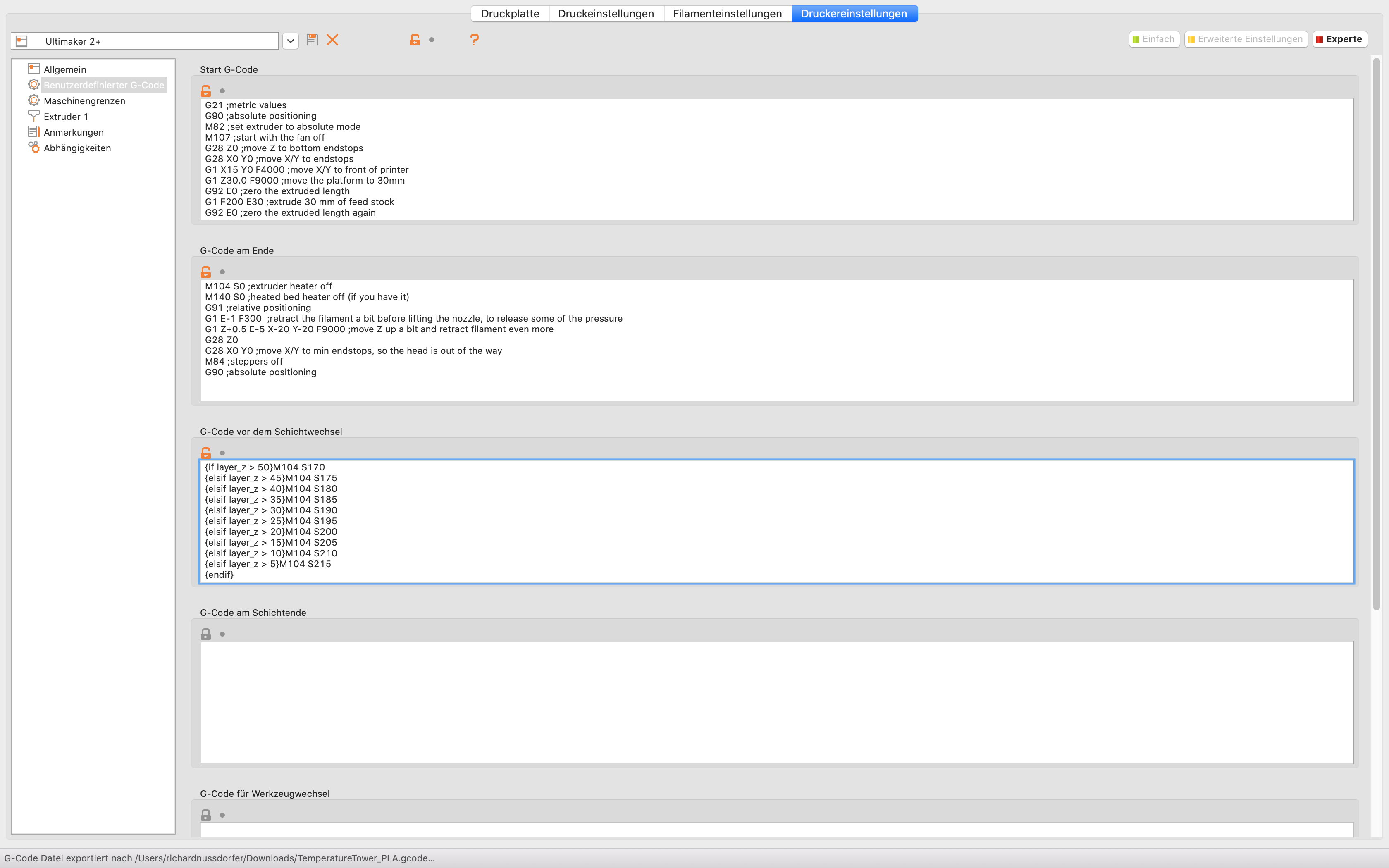
This is my actual G-Code, it should extract 30mm of Filament, but is doing nothing. (Forget the layer change, just for testing the temp towers)
THX for Help!
RE: Prusa Slicer on Ultimaker - first layer problem
This should be the way, like Ulti original
RE: Prusa Slicer on Ultimaker - first layer problem
Start Code is betweent Hotend heatup. So this is the wrong place for my changes, or is there a possibility to wait for heatup und then continue with the Start up G-Code entries?
Anyone?
RE: Prusa Slicer on Ultimaker - first layer problem
When you add one of the default Prusa printers using the wizard (like a MK3) it creates the profiule for you. That profile has the 'standard' start/end gcode under the Printer Profile.
Heres an excerpt of the start gcode :-
G90 ; use absolute coordinates
M83 ; extruder relative mode
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
As you can see the nozzle and bed temps are set and then there are wait for temp commands before the rest is executed.
RE: Prusa Slicer on Ultimaker - first layer problem
Hi neophyl
thx for help !!
I am not realy familiar with the G-Code, just basics.
That my printer extrudes filament to heat the nozzle, the G-Code
G1 F200 E30 ;extrude 30 mm of feed
should be between G92, correct.
Then he should stay outside the bed and extrude 30mm of filament.
and where should the G-Code be inserted in Prusa?
RE: Prusa Slicer on Ultimaker - first layer problem
The example excerpt I posted was from the start gcode block for a Mk3 printer. Its commented so you can work out what each line is doing. As I'm not familiar with the Ultimaker I don't know what it should do at start or what you want/need it to do at start. Thats why I didnt post until you asked a question I could give the answer to, ie can you heat and get the printer to wait.
So what sequence of actions do you want your printer to do at the start of each print ? For someone to give you suitable start gcode they would need to know exactly what you need. For example without something like the pinda probe then the mesh bed levelling would be pointless and not needed.
You normally heat up the bed (if needed), set the extruder target temp for the filament type you are printing, wait for both to get to temp and then continues which is what the following 4 lines do.
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
For the prusa's they then do the mesh bed leveling and afterwards move to just outside the print area and lays down a priming/intro line I dont know if thats possible with the ultimaker as it may not be possible to go outside the normal print area.
RE: Prusa Slicer on Ultimaker - first layer problem
I do not understand your post, what I want to have is standing in my first posts. Including videos.
The Prusa Start Code I can infill in the settings, is done between the Hotend heatup.
I want to have, after heating the bed and the hotend, 30mm of filament dropped outside the printing area and then the hotend should position first to start position and then the bed or both move to be at start position at the same time.
Clear?
RE: Prusa Slicer on Ultimaker - first layer problem
@sembazuru
Sorry for my worse english, do not really get the point what you are asking.
Please have a look at the videos, this should be the way it should work. This is original Ultimaker (not the speed ofthe procedure)
Where the 30mm Filament ist dopped down, I think this is not the point and not important for me. The Ultimaker drives the hotend to the front and so the dropped Filament can be removed easily.
RE: Prusa Slicer on Ultimaker - first layer problem
Sorry no it’s not clear what you want. I haven’t watched any videos as I don’t click on links to random files as there’s no way to tell what you are clicking on.
extruding 30mm of filament is simple enough but what are the coordinates for outside the print area ? Why extrude into thin air and dropped ? That could be dragged into the start of the print so doesn’t make a lot of sense to me. Do you have access to the start gcode used from cura slicer that does what you want ? While the syntax is slightly different it’s possible to work out a line for line translation to insert into Prusa Slicer.
RE: Prusa Slicer on Ultimaker - first layer problem
OK, sorry but I do not know how to insert my videos with the forum insert tool.
Have a look on youtube, for example
11:30 there it shows what the Prusa G-Code should do. ... attaching a g-code file here seams not work either .....
;FLAVOR:Marlin
;TIME:777
;Filament used: 0.0910184m
;Layer height: 0.2
;MINX:104.825
;MINY:93.325
;MINZ:0.2
;MAXX:118.175
;MAXY:129.675
;MAXZ:23
;Generated with Cura_SteamEngine 4.3.0
M140 S60
M105
M190 S60
M104 S215
M105
M109 S215
M82 ;absolute extrusion mode
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 Z0 ;move Z to bottom endstops
G28 X0 Y0 ;move X/Y to endstops
G1 X15 Y0 F4000 ;move X/Y to front of printer
G1 Z15.0 F9000 ;move the platform to 15mm
G92 E0 ;zero the extruded length
G1 F200 E30 ;extrude 30 mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;Put printing message on LCD screen
M117 Printing...
G92 E0
G92 E0
G1 F2400 E-7
;LAYER_COUNT:115
;LAYER:0
M107
G0 F4320 X105.814 Y94.215 Z0.2
;TYPE:SKIRT
G1 F2400 E0
G1 F1800 X106.204 Y93.897 E0.00497
G1 X106.64 Y93.644 E0.00995
G1 X107.11 Y93.464 E0.01492
G1 X107.603 Y93.36 E0.01989
G1 X107.92 Y93.335 E0.02303
G1 X108.241 Y93.326 E0.02621
G1 X108.33 Y93.325 E0.02708
G1 X114.338 Y93.325 E0.08642
G1 X115.036 Y93.335 E0.09331
Attached a Cura file with Marlin G-Code.
RE: Prusa Slicer on Ultimaker - first layer problem
Hi
Possible to change or no go?
RE: Prusa Slicer on Ultimaker - first layer problem
Ok from your posted code this is the start gcode section :-
M140 S60 ;this line sets the bed temperature too 60 degrees
M105 ; this reports the temperature to the host,
M190 S60 ; this sets the bed temperature to 60 degrees and then waits for the temperature to rech the target temperature
M104 S215 ; this line sets the extruder temperature to 215 degrees
M105 ; again this reports the temperature to the host
This is a breakdown of what your Cura excerpt is doing:-
M109 S215 ;this sets the extruder temperature to 215 degrees and then waits for the temperature to reach that before proceeding.
M82 ;absolute extrusion mode
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode - redundant code as its already set 3 lines above this one
M107 ;start with the fan off
G28 Z0 ;move Z to bottom endstops
G28 X0 Y0 ;move X/Y to endstops - these 2 lines home the machine
G1 X15 Y0 F4000 ;move X/Y to front of printer
G1 Z15.0 F9000 ;move the platform to 15mm
G92 E0 ;zero the extruded length
G1 F200 E30 ;extrude 30 mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;Put printing message on LCD screen
M117 Printing...
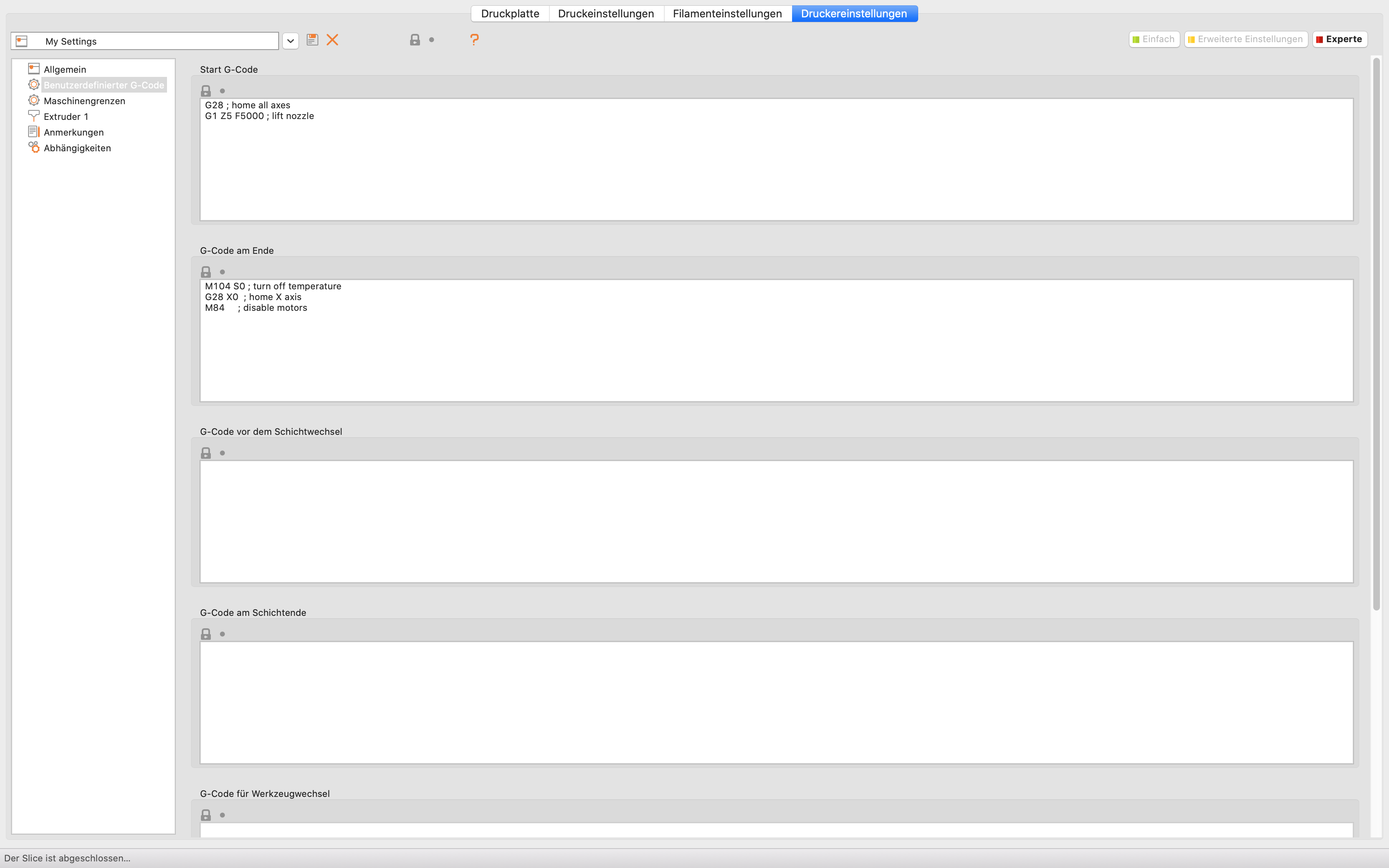
That would be placed in Prusa Slicer in the start gcode section under Printer Settings > Custom >Start Gcode (which you have to be in expert mode to access). That would make the machine do the same as in the video.
However that above gcode has certain problems. First of all it assumes you are always printing in PLA or a filament that melts at 215 degrees as the extruder temperatures and bed temps are 'hard coded' to 215/60.
As was shown earlier the normal way is to use the placeholders
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
This will use the temperature values assigned to the choosen filament instead of the hardcoded values. That is much more flexible as it will work with whatever filament you have selected under Filament Settings.
Second problem is exactly what I mentioned, in the video after its extruded filament above the bed it drags the clump into the center where it could get caught in the print. I think I prefer Prusa's approach which is to lay down a line on the bed to prime the nozzle. That way it sticks to the bed and doesn't get dragged in to the print.
To duplicate the behavior in the video add the following lines into your Start Gcode under Printer Settings > Custom >Start Gcode (which you have to be in expert mode to access). That would make the machine do the same as in the video/Cura excerpt you posted. Its just a copy of the Cura start code that will work in Prusa Slicer :-
M104 S[first_layer_temperature] ; set extruder temp using the temp defined under filament settings
M140 S[first_layer_bed_temperature] ; set bed temp using the temp defined under filament settings
M105 ; report temperature
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
M105 ; report temperature
M82 ;absolute extrusion mode
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28 Z0 ;move Z to bottom endstops
G28 X0 Y0 ;move X/Y to endstops - these 2 lines home the machine
G1 X15 Y0 F4000 ;move X/Y to front of printer
G1 Z15.0 F9000 ;move the platform to 15mm
G92 E0 ;zero the extruded length
G1 F200 E30 ;extrude 30 mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;Put printing message on LCD screen
M117 Printing...
RE: Prusa Slicer on Ultimaker - first layer problem
Hi neophyl,
thx for your info!! just had the time to test.
some problems appeared
1) both are heated up, hotend and bed, at the same time, hotend needs to wait hot for the bed. Hotend should be heated after the bed
2) after extruding Filament, the bed moves into start position and that punshes the hotend into the extruded filament, after the hotend moves stucked to start position. First the hotend should move to start, then the bed or synchronous.
THX !!
RE: Prusa Slicer on Ultimaker - first layer problem
As I dont have that printer it looks like your best bet is to start learning how to modify the start gcode yourself so that you can get it just how you want it.
The above example is commented so you should be able to work out how to adjust it. If you want the bed to reach temp before even starting to heat the extruder just move the extruder temperature entries down below the bed ones
M140 S[first_layer_bed_temperature] ; set bed temp using the temp defined under filament settings
M105 ; report temperature
M190 S[first_layer_bed_temperature] ; wait for bed temp
M105 ; report temperature
M104 S[first_layer_temperature] ; set extruder temp using the temp defined under filament settings
M105 ; report temperature
M109 S[first_layer_temperature] ; wait for extruder temp
M105 ; report temperature
The movement lines are copied from the example you posted of output from Cura. If the output from Cura doesn't do what you want why post it as an example ?
RE: Prusa Slicer on Ultimaker - first layer problem
Still improving my knowledge, this is my first printer so please stay nice. Thx.
The other Slicers work fine with the sample G-Code, not the Prusa ! Do not know why there is another behavior. (Marlin)
There is no G-Code for the bahavior after the spill out of 30mm filament inside Prusa Slicer. Ohter Slicers create the correct behavior.
Do not find a Mxx to start X/Y to start position before bed. Actually the hotend is punshed into the spilled Filament because of the bed moves first.
RE: Prusa Slicer on Ultimaker - first layer problem
G code is gcode, its about as simple as it gets as all you are doing is telling ti move here and do this etc.
The example you posted from cura when put into Prusa Slicer will do exactly the same. The printer should move exactly the same. of course that depends on if the other slicer has some different settings elsewhere or is generating different gcode because of that.
I'm not that familiar with cura but for Prusa Slicer under the printer settings you have 4 areas to put custom gcode in, Start, End, before each layer and after each layer. This is probably really obvious but anything in the start gets added to the output gcode before the slicer starts processing your model. The before layer and after layer gets added in for each processed layer on your model and naturally the end gcode once the model has finished. For example if you dont add in the commands to turn off the extruder temp then it wont cool down.
Prusa Slicer though also has areas under the filament profile for extra gcode that is added for filament changes. I dont know if Cura has something similar. The gcode I tried to help you with is a straight forward copy of the cura example just translated into a format that Slicer uses. The actual move and extrude commands are the same.
Normally to track down this sort of issue you would slice a simple test model in both cura and slicer and generate gcode with both. You would then open the gcode in a text editor like notepad and compare the output to see what is different. That's assuming that Cura is generating output that is doing what you want in the first place. You haven't made clear that it does.
As I said previously without that printer its getting close to the limit on what help I can provide. I would suggest asking on a Ultimaker forum if anyone has a profile for your machine for Slicer (either the standard Slic3r or the Prusa Slicer as they share a common ancestry so start gcode should be the same for both).
Hopefully someone nicer than myself can help you out.
RE: Prusa Slicer on Ultimaker - first layer problem
Comparing the G-code files, why did I not think of that .... !
Prusa starts: G1 X107.098 Y94.217 Z0.25 E0 F9000
Cura starts: G0 F4320 X117.061 Y99.951 Z0.27
There is no difference (only a offset), but why is the bed first moving, than the hotend with Prusa Code.... ??
With the Cura file both move synchron.
Strange.
RE: Prusa Slicer on Ultimaker - first layer problem
Start both slicers and load the same model into both of them. Slice the model and save the gocode from both. Next go into Prusa Slicer and file>Save project as. That will save your entire project including all the settings you have for your printer as a .3mf file. Take the .3mf file and both the cura and slicer gcode outputs and zip them up and attach the zip to a forum post.
That way we can take a look at the complete output files for comparison AND your complete Prusa Slicer setup.
RE: Prusa Slicer on Ultimaker - first layer problem
Attached.
THX
RE: Prusa Slicer on Ultimaker - first layer problem
deleted, I generated a G-Code to move the hotend to center...