Printing Siraya Tech PPA-CF on a Core One
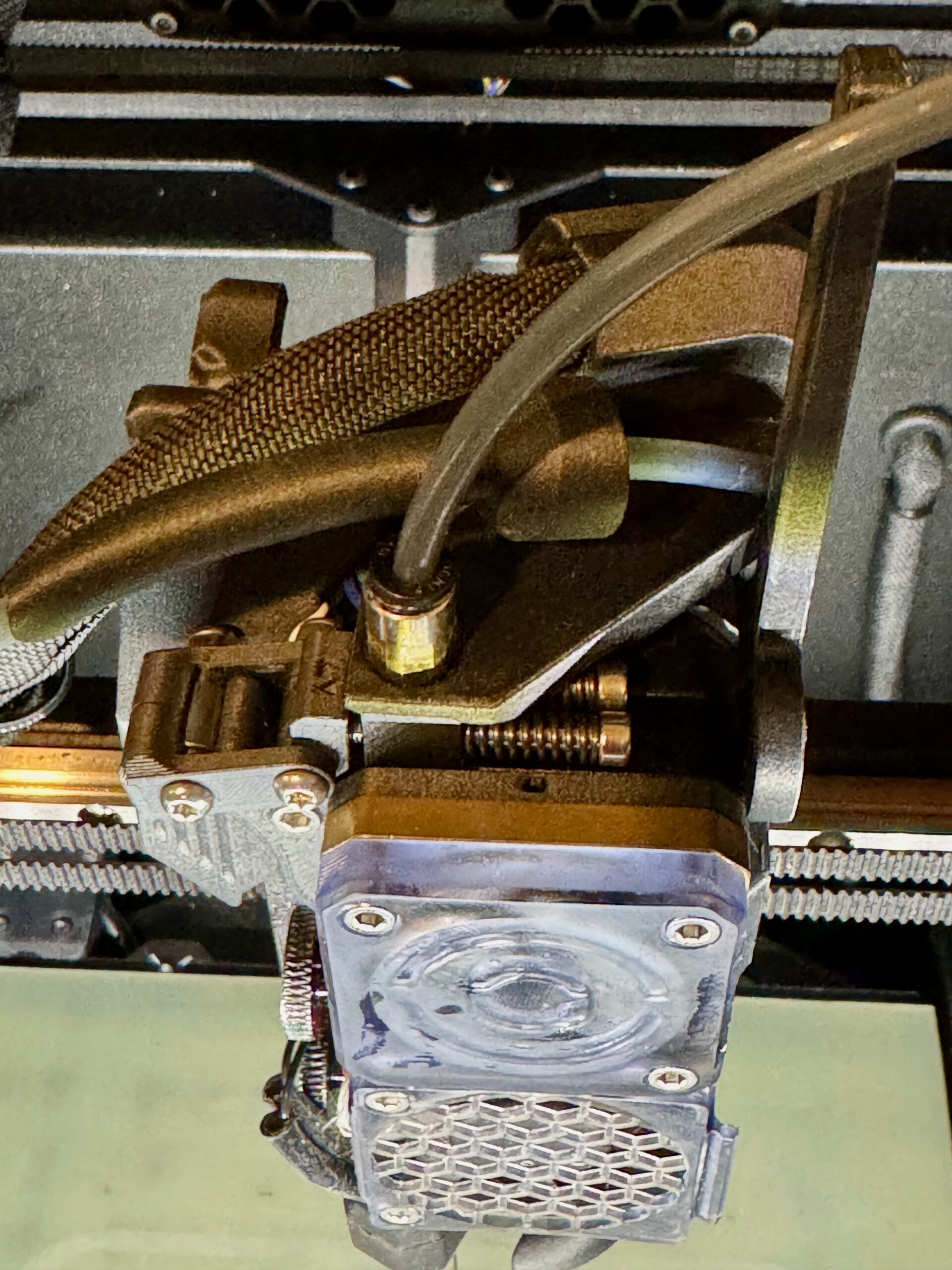
Of all the filaments I own, this one seems to be the most challenging... not to print, but to load. It's extremely stiff and brittle and I ended it snapping it several times trying to get it past the Bowden bend and into the Nextruder. Once I got it past the filament sensor I could not get it past the extruder gear into the nozzle. This is because I'm using a bogie mod that is optimized for flex materials. So I finally managed to get it to feed in by snaking a separate Bowden tube from my dry box going underneath the top (see pic below). There is a one pulley Bogie mod on Printables made for specifically for this and ASA/ABS-CF but turns out I didn't need it.
Starting from the filament specs from SirayaTech:
- Nozzle temperature: 280–300 °C (290 °C recommended starting point)
- Bed temperature: 90–110 °C (100–105 °C recommended starting point)
- Chamber temperature (if available): 50–70 °C preferred
- Cooling fan: Off or very low; minimal cooling only if needed for overhangs
- Print speed: 30–60 mm/s
- Retraction (direct drive): approximately 0.5–1.0 mm
- Drying: 90 °C for 4–6 hours recommended before printing
- Storage: Keep filament dry; re-dry if print quality degrades
- Build surface: PEI, Garolite (G10), or other engineering plates
- Adhesive: Use adhesive to improve bed adhesion if needed
I ran the calibrations and came up with the following for my Core One. For this I used a Diamondback 0.6mm nozzle.
- Nozzle temperature: 290 °C
- Bed temperature: 105 °C first layer, 95 °C after
- Chamber temperature: 55 °C nominal
- Cooling fan: Off (max 40% allowed, typically unused)
- Print speed: 30 mm/s perimeters, 25 mm/s external perimeters, 35 mm/s infill
- Max volumetric speed: 6.5 mm³/s
- Retraction: 0.7 mm length, 45 mm/s speed, 0.2 mm lift
- Extrusion multiplier: 0.917
- Pressure advance: 0.035 (M572 S0.035 in filament start G-code)
- XY shrink compensation: 0.18%
- Z shrink compensation: 0.18%
- Build surface: G10 on rigid steel with Vision Miner Nano Polymer adhesive
RE: Printing Siraya Tech PPA-CF on a Core One
Forgot to mention, I dried the filament for 12hrs at 85C. I printed from from a drybox at < 10% RH but then after 8 hrs I had to pop it back into the dryer.
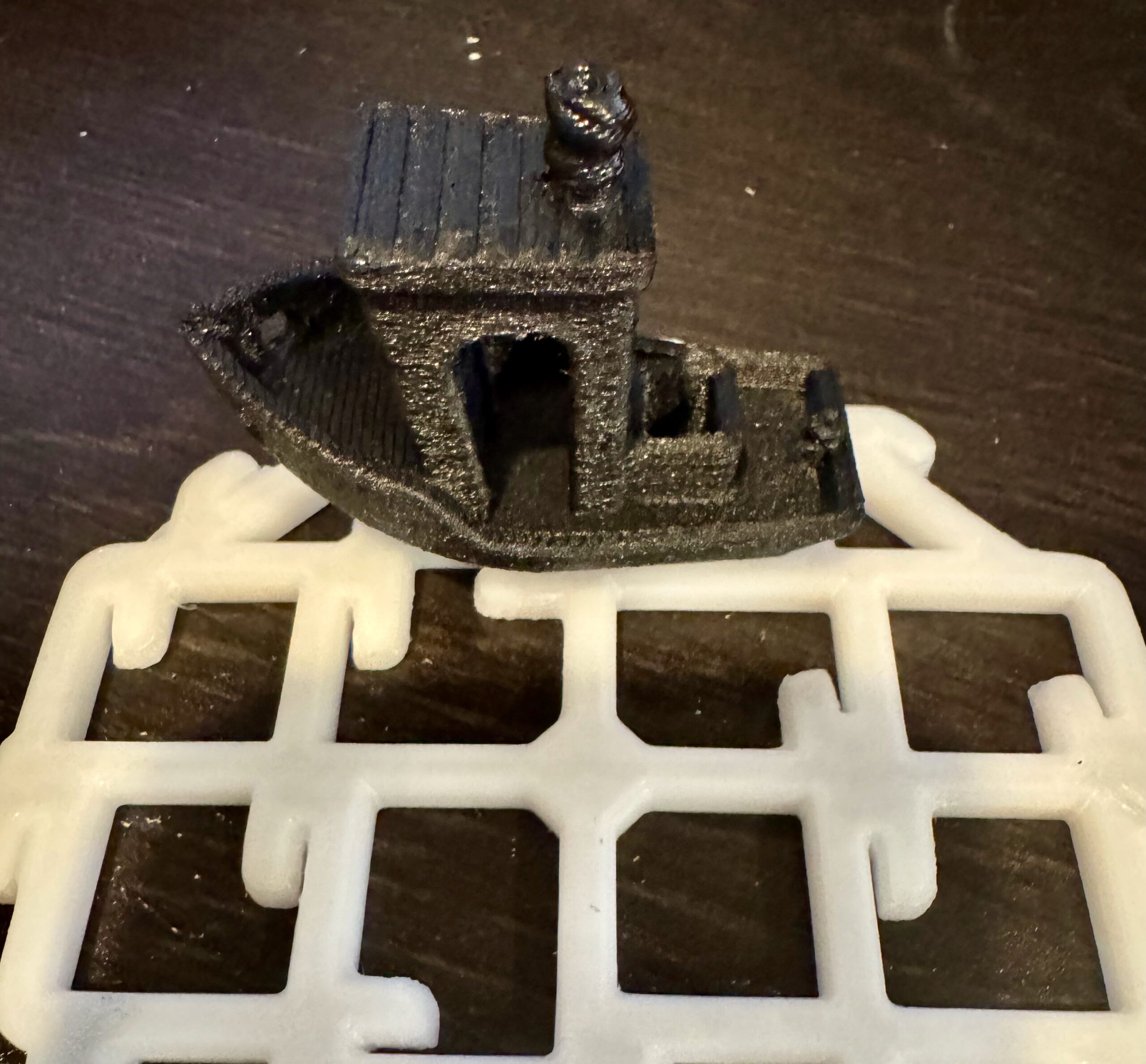
I printed an obligatory Benchy. It's not the best benchy in that it was after 8 hrs of testing and the filament had to go back in the dryer before I printed it. Also 290° is probably too low for this filament but that's as high as the C1 can reach.
For fun, it's sitting on top of a Califlower printing in POM (acetal Delrin) which is by far the most difficult filament I've ever printed. I'll do a separate write-up on that one.