Unterextrusion nur auf einer Seite
Morgen zusammen,
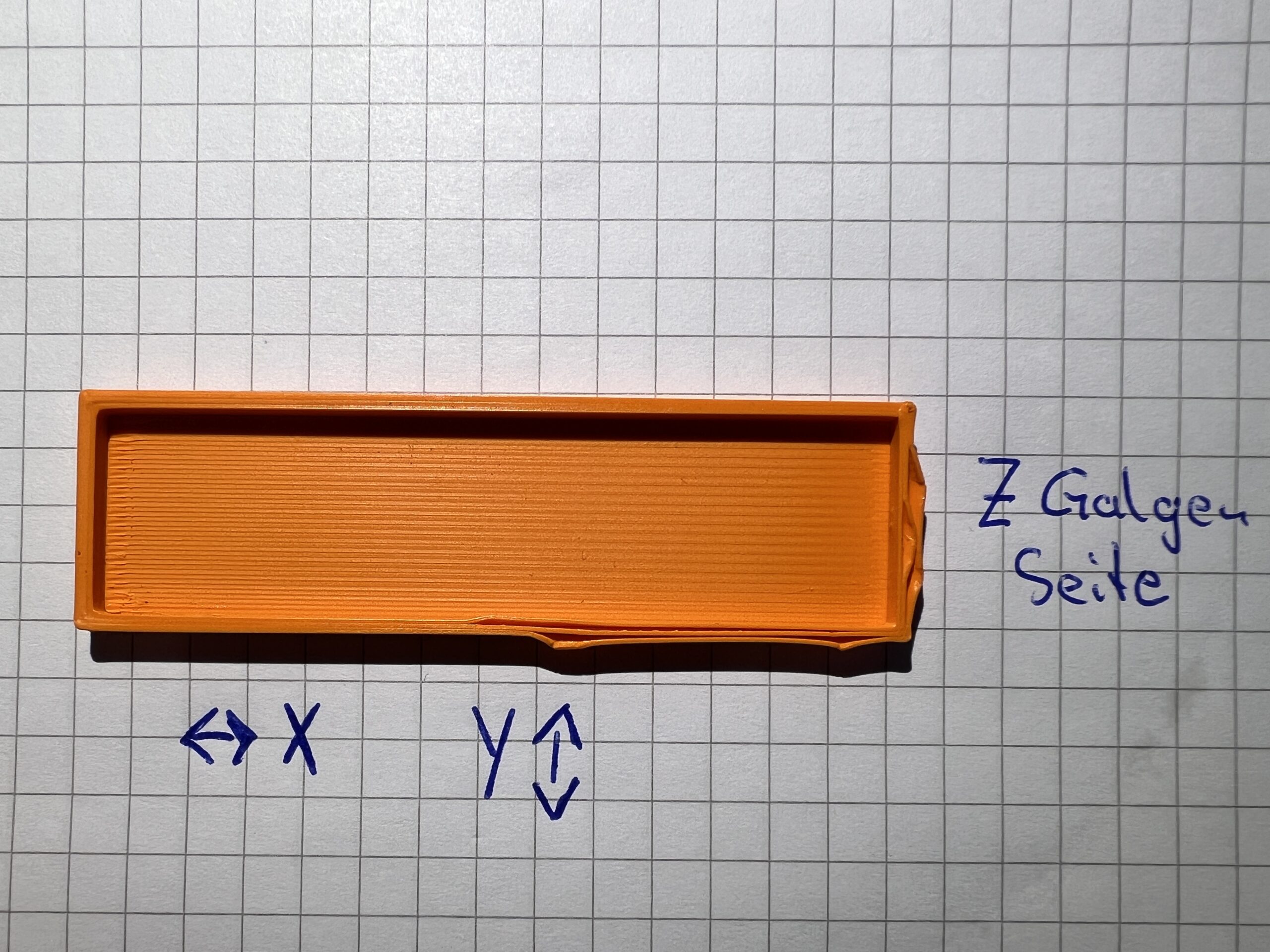
habe ein Problem mit Unterextrusion, und zwar nur auf der Seite wo die Z Axchse sich befindet.
Anhand meines Bildes sieht man, das sich ab ca. der Mitte der unteren Wand die Extrusion verringert.
Sich bis zur Z Naht ( im Bild oben rechts ) fortsetzt, und dann Normal weiter Druckt.
Woran könnte das liegen ?
Material ist PLA gedruckt mit 190/50 Grad, Linear Advance liegt bei diesem Material bei K0,45, Speed ist Kontur 60, Außenkontur 30
RE: Unterextrusion nur auf einer Seite
LA 0.45 (LA V1.5) scheint mir etwas hoch . Ich habe bei meinen Druckern Werte zwischen 0.02 und 0.05 (PETG, PLA, ABS) eingestellt. Setz M900 mal auf K0 und veruchs nochmal.
https://projects.ttlexceeded.com/3dprinting_techniques_calibrating_LA.html
Linear Advance 1.0 uses values in the 10-80 range (e.g., M900 K80).
Linear Advance 1.5 uses values in the -0.02-0.30 range (e.g., M900 K0.04).
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterextrusion nur auf einer Seite
Moin Karl,
LA 0.45 (LA V1.5) scheint mir etwas hoch . Ich habe bei meinen Druckern Werte zwischen 0.02 und 0.05 (PETG, PLA, ABS) eingestellt. Setz M900 mal auf K0 und veruchs nochmal.
https://projects.ttlexceeded.com/3dprinting_techniques_calibrating_LA.html
Linear Advance 1.0 uses values in the 10-80 range (e.g., M900 K80).
Linear Advance 1.5 uses values in the -0.02-0.30 range (e.g., M900 K0.04).
Schöne Grüße,
Karl
auf meinem MK3, Funktionieren die LA Werte wie unter La 1,5 wunderbar.
Aber auf dem Mini eben nicht, alles schon probiert. Selbst die Prusa Settings, arbeiten mit einem La Wert von 0,4.
Die Extrusions Probleme habe ich auch mit einem LA Wert von 0,0 oder 2,0. Bringt keinen Unterschied.
Ich tüftele da jetzt schon mehrere Tage dran. Sonst noch eine Idee ?
Gruß Daniel
RE: Unterextrusion nur auf einer Seite
Hast Du die LA Kalibrierung für PLA schon mal durchgeführt?
https://www.printables.com/de/model/53359-prusa-mini-linear-advance
https://www.printables.com/de/model/266014-prusa-mini-multi-nozzle-size-and-material-linear-a
Inwiefern sich die LA Routinen von der MKx Serie zum Mini unterscheiden, kann ich Dir nicht sagen, da zum Mini wenig dazu dokumentiert ist.
Ansonsten würde ich nochmals die Slicerprofile überprüfen. Ist da wircklich alles original Prusa? Falls ja, kann man von einem mechanischen Problem ausgehen.
Das originale Mini Hotend macht gerne mal Probleme und verstopft bzw. reduziert die Extrusion teilweise. Beiträge dazu und wie man das Problem beseitigen könnte finden sich einige hier im Forum.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterextrusion nur auf einer Seite
Hi Karl,
Hast Du die LA Kalibrierung für PLA schon mal durchgeführt?
https://www.printables.com/de/model/53359-prusa-mini-linear-advance
https://www.printables.com/de/model/266014-prusa-mini-multi-nozzle-size-and-material-linear-a
Inwiefern sich die LA Routinen von der MKx Serie zum Mini unterscheiden, kann ich Dir nicht sagen, da zum Mini wenig dazu dokumentiert ist.
Ansonsten würde ich nochmals die Slicerprofile überprüfen. Ist da wircklich alles original Prusa? Falls ja, kann man von einem mechanischen Problem ausgehen.
Das originale Mini Hotend macht gerne mal Probleme und verstopft bzw. reduziert die Extrusion teilweise. Beiträge dazu und wie man das Problem beseitigen könnte finden sich einige hier im Forum.
Schöne Grüße,
Karl
Ich stelle LA für jedes Filament/Rolle vor jeder Nutzung ein oder Prüfe dies, wenn ich das Filament etwas länger nicht genutzt habe.
Ich Arbeite nicht mit diesen Vorlagen, und habe da eine eigene Methode dies zu Prüfen. Aktuell kann ich mir den hohen LA Wert, gegenüber zum MK3
nur durch den Boden Extruder erklären.
Die Slicer Profile sind alle Original und wurden von mir nur, in Bezug auf LA und Material Temperatur angepasst.
Extruder als auch Hotend, sind in einem einwandfreien zustand. Habe beides heute demontiert und auf Richtigkeit geprüft. Da ist/war nichts auffälliges zu finden.
Habe in der Zwischenzeit, natürlich weiter rumprobiert.
Das Bauteil aus dem oberen Bild, wurde in der Mitte der Heizplatte gedruckt. Und weißt diesen Fehler auf.
Drucke ich die gleiche Datei, einmal ganz Links oder ganz Rechts auf der Heizplatte habe ich diesen Fehler nicht.
Ich kann es mir nicht mehr erklären.
Gruß Daniel
RE:
Gut, dann kann man Slicer Fehleinstellungen, Elektronik, Stepper, Extruder mal ausschliessen. Am Druckbett (ungleichmässige Temperaturverteilung) kanns auch nicht liegen, denn das würde sich im ersten Layer bemerkbar machen. Ich gehe davon aus, dass das Bett eben und sauber gelevelt ist und der Z-Adjust auch passt.
Da fällt mir eigentlich nur die Mechanik (Führungen) ein. Ist da an der X- oder Y-Achse irgendwo an verschiedenen Z-Höhen ein schwergängiger oder blockierender Abschnitt (zuviel Führungsspiel, Kratzer oder sonstige Beschädigung an den Führungswellen oder Lager, Filamentreste, streifender Kabelstrang, loses Antriebsitzel an der X- und/oder Y-Achse, schlechte Riemenspannung oder defekte/r Riemen)?
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterextrusion nur auf einer Seite
Hi zusammen,
nach Wechsel des PTFE Schlauches vom Extruder zum Hotend, ist das Problem beseitigt.
Ich kann mir zwar nicht so richtig erklären, aber es hat geholfen.
RE: Unterextrusion nur auf einer Seite
Danke für die Rückmeldung!
Und wieder mal das Mini Hotend. Die Ausführung der Heatbreakkonstruktion und ein gratiger oder nicht korrekt abgelängter PTFE können zu teilweisen Verstopfungen oder sogar zum lösen des Bowden PTFE führen. Ist mir bei meinem gebraucht erworbenen Mini auch passiert, weshalb ich nicht lange gefackelt und auf ein E3D V6 vom MK3 umgerüstet habe (durchlaufender PTFE, PC4 Fittings, beidseitige Kühlung).

Seitdem ist diesbzgl. Ruhe.
Es gibt zwar andere Möglichkeiten (anderes Heatbreak, Extruder oder Austausch der Originalteile), da sich aber das gute alte E3D V6 vom MK3 gut bewährt hat, habe ich mich eben zu diesem Schritt entschieden. An der FW war nichts zu ändern.
Viele Wege führen nach Rom 😊
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterextrusion nur auf einer Seite
Ich hatte das gleiche Problem mit den Original-Mini-Teilen.
Ich hab den Original PTFE gegen einen von Capricorn getauscht und verwende jetzt das E3D Revo Micro.
Seitdem hatte ich nie mehr Probleme mit Unterextrusion, Verstopfungen, Mischfarben,...
RE: Unterextrusion nur auf einer Seite
Ich hänge mich hier mal dran, weil ich ein ähnliches Problem mit teilweiser Unterextrusion habe.
Solange ich bei PLA und PETG (anderes Filament habe ich noch nicht verwendet) die Original-Prusa-Profile verwendet habe, hatte ich zwar keine Probleme, aber ich möchte ja nun sehr viel feiner drucken (sehr kleine Teile) und arbeite daher gerade einen Einstellfahrplan ab, bei dem EM und EW herabgesetzt werden. Bei einer EM von 90% und einer EW zwischen 0,33 mm und 0,30 mm bei einer 0,4er Düse sieht der Top-Layer sehr gut aus (sehr viel besser als bei der 0,45 mm EW des Original-Profils bei einer Layerhöhe von 0,1 mm). Das Problem dabei ist nur, daß ich Unterextrusion direkt nach einem Retract habe. Die Bereiche, in denen kein Retract stattfindet, sehen aber sehr gut aus ohne Unterextrusion.
Habe schon Hotend und Extruder etliche male auseinander gebaut gehabt, aber Verstopfungen waren keine zu erkennen. Alles war sauber, auch die neuralgischen Stellen zwischen Düse und Heatbreak und zwischen PTFE-Röhrchen und Heatbreak.
Ich habe mir inzwischen auch einen Capricorn-Schlauch gekauft und werde den mal einbauen. Falls das aber nicht reichen sollte, hätte ich ein paar Fragen zu diesem E3D Revo:
Ich habe per Google ein Upgrade für den Mini gefunden, nennt sich "E3D Revo Prusa Mini". Ist das das was du verbaut hast oder ist das "E3D Revo Micro" was du hast noch ein anderes Teil?
Ich habe mir mal die Installationsanleitung dazu angesehen. Danach muß man aber noch ein komplexes Druckteil von printables.com selber ausdrucken. Also ist das kein komplettes Upgrade-Kit? Läßt sich das mit PETG drucken trotz der Nähe zum heißen Heatblock? Auf printables.com wird ASA empfohlen, aber ASA kann ich auf dem Mini nicht drucken (keine Erfahrung damit und vor allem auch keine Einhausung vorhanden).
Diese Düsen sind ja spezielle Düsen mit festverbundenem Heatbreake. Gibt es dafür auch einen Adapter, um ev. mal eine Airbrushdüse verwenden zu können (diese Adapter gibt es für E3D V6) oder eine "normale" (ev. V6) 0,1 mm Düse (für winzige Dinge)? Soweit ich ergoogeln konnte gibt es diese Revo-Düsen nur bis 0,25 mm.
Karl, du verwendest ja auch das normale E3D V6 vom MK3. Ich habe auch da mal nach Upgrade-Kits für den Mini gesucht aber nix gefunden. An der Firmware möchte ich keine Änderungen machen müssen! Das setzt ja vorraus, daß die Düse nach einen solchen Upgrade an exakt der gleiche Stelle sitzen muß wie beim Original Hotend.
RE: Unterextrusion nur auf einer Seite
Servus, ein paar kleine Hinweise:
Einhausung - dafür kannst sogar einen Karton oder eine große Schachtel verwenden um für einen sporadischen Druck die Temperaturen zusammen zu bekommen. Ich habe unlängst bewusst PC (Polycarbonat) auf meinem MINI gedruckt - ohne Einhausung, genau weil ich wissen wollte ob das geht - ich hab einzig und alleine so ein Windschild um den Druck herum mit aufgebaut (ob das was bringt kann ich nicht wirklich beantworten, aber geschadet hat es jedenfalls nicht). Der Druck hat problemlos funktioniert. Somit würde ich schließen, ASA funktioniert sehr sicher. Weiß auch, dass der Karl (Karl-Herbert) eine zeitlang viel ASA über den MINI gefahren hat ohne Einhausung und der hat auch sehr groflächige Prints gemacht - so weit ich weiß ebenfalls ohne Probleme.
Die Lesbarkeite einer Antwort wird deutlich einfacher, wenn man Abkürzungen zumindest bei der 1. Verwendung auch mit dazu ausschreibt. EM und EW sind vermutlich nicht jedem sofort komplett geläufig - ich hab auch 3 mal gelesen und überlegt.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Unterextrusion nur auf einer Seite
Ich hänge mich hier mal dran, weil ich ein ähnliches Problem mit teilweiser Unterextrusion habe.
Solange ich bei PLA und PETG (anderes Filament habe ich noch nicht verwendet) die Original-Prusa-Profile verwendet habe, hatte ich zwar keine Probleme, aber ich möchte ja nun sehr viel feiner drucken (sehr kleine Teile) und arbeite daher gerade einen Einstellfahrplan ab, bei dem EM und EW herabgesetzt werden. Bei einer EM von 90% und einer EW zwischen 0,33 mm und 0,30 mm bei einer 0,4er Düse sieht der Top-Layer sehr gut aus (sehr viel besser als bei der 0,45 mm EW des Original-Profils bei einer Layerhöhe von 0,1 mm). Das Problem dabei ist nur, daß ich Unterextrusion direkt nach einem Retract habe. Die Bereiche, in denen kein Retract stattfindet, sehen aber sehr gut aus ohne Unterextrusion.
Habe schon Hotend und Extruder etliche male auseinander gebaut gehabt, aber Verstopfungen waren keine zu erkennen. Alles war sauber, auch die neuralgischen Stellen zwischen Düse und Heatbreak und zwischen PTFE-Röhrchen und Heatbreak.
Ich habe mir inzwischen auch einen Capricorn-Schlauch gekauft und werde den mal einbauen. Falls das aber nicht reichen sollte, hätte ich ein paar Fragen zu diesem E3D Revo:
Ich habe per Google ein Upgrade für den Mini gefunden, nennt sich "E3D Revo Prusa Mini". Ist das das was du verbaut hast oder ist das "E3D Revo Micro" was du hast noch ein anderes Teil?
Ich habe mir mal die Installationsanleitung dazu angesehen. Danach muß man aber noch ein komplexes Druckteil von printables.com selber ausdrucken. Also ist das kein komplettes Upgrade-Kit? Läßt sich das mit PETG drucken trotz der Nähe zum heißen Heatblock? Auf printables.com wird ASA empfohlen, aber ASA kann ich auf dem Mini nicht drucken (keine Erfahrung damit und vor allem auch keine Einhausung vorhanden).
Diese Düsen sind ja spezielle Düsen mit festverbundenem Heatbreake. Gibt es dafür auch einen Adapter, um ev. mal eine Airbrushdüse verwenden zu können (diese Adapter gibt es für E3D V6) oder eine "normale" (ev. V6) 0,1 mm Düse (für winzige Dinge)? Soweit ich ergoogeln konnte gibt es diese Revo-Düsen nur bis 0,25 mm.
Karl, du verwendest ja auch das normale E3D V6 vom MK3. Ich habe auch da mal nach Upgrade-Kits für den Mini gesucht aber nix gefunden. An der Firmware möchte ich keine Änderungen machen müssen! Das setzt ja vorraus, daß die Düse nach einen solchen Upgrade an exakt der gleiche Stelle sitzen muß wie beim Original Hotend.
Servus
das Revo Micro ist bei beiden Versionen das gleiche. Ich habe die nicht Mini Version und selber die Halterung gedruckt.
Bei der Mini Version ist der gedruckte Halter für den Mini original Lüfter schon mit dabei, dafür fehlt aber der kleine Revo Lüfter.
In der Regulären Version ist wie gesagt ein kleiner Lüfter mit dabei und die Halterung ist selbst zu drucken. Es gibt von dem Halter 2 Editionen:
Die Version welche den Originallüfter verwendet, hast du bereits selbst verlinkt (Edition2).
Hier wäre der link um den kleinen Revo Lüfter zu verwenden (Edition 1)
https://www.printables.com/de/model/117149-prusa-mini-upgrade-edition-1-revo-micro
Einen Nachteil hat es wenn du die Edition 1 mit dem kleinen Lüfter verwendest. Dieser hat leider kein Drehzahlsignal, was bei dem Selbsttest des Mini´s oder bei gewissen FW-Versionen zu Problemen führen kann, daher lieber den Original Lüfter mit der Edition 2 verwenden.
Was das Material angeht, ASA oder ABS wäre natürlich besser, aber mit PETG geht es auch, sonst wäre ja die Funktion des Heatbreaks auch sinnlos 😉
RE: Unterextrusion nur auf einer Seite
Karl, du verwendest ja auch das normale E3D V6 vom MK3. Ich habe auch da mal nach Upgrade-Kits für den Mini gesucht aber nix gefunden. An der Firmware möchte ich keine Änderungen machen müssen! Das setzt ja vorraus, daß die Düse nach einen solchen Upgrade an exakt der gleiche Stelle sitzen muß wie beim Original Hotend.
Die Daten zum Umbau habe ich nicht (mehr) veröffentlicht. Falls Interesse besteht, kann ich diese gerne per PN zur Verfügung stellen. Bedienungs und Montageanleitungen gibt es keine, aber ich denke, das Meiste ist selbsterklärend. An der Firmware muss nichts geändert werden. An meinem Mini ist die Variante mit 2 Bauteillüftern montiert.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Unterextrusion nur auf einer Seite
EM und EW sind vermutlich nicht jedem sofort komplett geläufig
Sorry, ich dachte das wären Standard-Abkürzungen.
EM = Extrusion Multiplyer
EW = Extrusion width (in anderen Slicern auch als Line width bezeichnet)
Die Idee mit dem Karton als Einhausung ist gut. Ich müßte dann den Drucker nur woanders hinstellen, denn jetzt steht er auf einen sehr kleinen Tischchen und da steht das Bett und der Heizbett-Anschluß hinten über wenn das Bett nach hinten zurückfährt.
Aber ich werde ASA wohl erst dann mal ausprobieren, wenn ich mehr gelernt habe. Ist ja eine Menge worauf man so alles achten muß und da ist PLA und PETG als Einstieg gut geeignet.
Welches Hotend wäre denn besser geeignet? Das E3D V6 des MK3 oder das E3D Revo Mini Upgrade (dann die Variante 2 incl. dem Druckteil, also das was ich verlinkt hatte)?
Habe mal bei Prusa nachgeschaut. Da gibt es drei verschiedene E3Ds (E3D für MK3, E3D für MK3S und E3D für MK3S+), die jeweils nur für das eine Druckermodell kompatibel sind, nicht aber für die anderen. Welches müßte man denn dann für den Mini nehmen?
Dann wird ja immer gesagt, daß Full-Metal-Heatbreaks nicht für PLA geeignet sind. Ich werde aber größtenteils mit PLA drucken. Laut Bescheibung hat das E3D Revo Mini Upgrade aber ein Full-Metal-Heatbreak. Also nicht geeignet für PLA? Was die E3D für die MK-Serie haben steht leider nicht dabei.
Postet by: @karl-herbert
An meinem Mini ist die Variante mit 2 Bauteillüftern montiert.
Die zwei Bauteillüfer blasen von vorne und hinten? Sieht auf dem Bild jedenfalls so aus. Das Ergebnis ist sicher gleichmäßiger als wenn das Bauteil nur aus einer Richtung angepustet wird. War das eher für kritische Filamente wie ASA gedacht? Bei meinen bisherigen kleinen PLA- und PETG-Drucken habe ich bei dem einseitigen anblasen da noch nichts negatives bemerkt. Aber noch haben wir ja keine Sommerhitze und das Bauteil wird durch die kühle Raumluft bisher gut gekühlt. Bei einem Heattower habe ich keine Unterschiende beim Druck mit PLA bei einer Raumtemperatur von 17° gesehen. Aber wer weiß wie das dann im Hochsommer aussieht (habe den Drucker erst seit November).