Objekt wird beim Druck verschoben
Hallo zusammen,
Mein Name ist Günther.
Ich beschäftige mich als Neuling im 3 D Druck seit 8 Wochen mit Drucken eines MINI.
Zu Beginn lief alles super. Aber seit einigen Tagen habe ich das Problem, dass Druckobjekte während des Druckes auf der Platte verschoben werden.
So sieht ein Teil nach dem Vorfall aus:
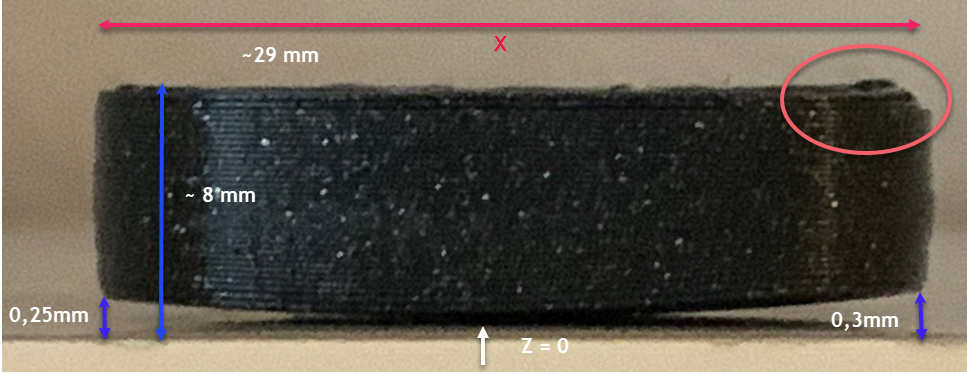
Die Biegung verläuft ebenso in Y-Richtung.
Ich habe bisher eine "Kaltreinigung" (ohne Erfolg) durchgeführt.
Filament : Prusament PLA ; Standardeinstellungen des Prusa Slicers
Ich würde mich über Hinweise zur Fehlerbehebung freuen.
Gruß
günther
Objekt wird beim Druck verschoben
Hallo zusammen,
Mein Name ist Günther.
Ich beschäftige mich als Neuling im 3 D Druck seit 8 Wochen mit Drucken eines MINI.
Zu Beginn lief alles super. Aber seit einigen Tagen habe ich das Problem, dass Druckobjekte während des Druckes auf der Platte verschoben werden.
So sieht ein Teil nach dem Vorfall aus:
Die Biegung verläuft ebenso in Y-Richtung.
Ich habe bisher eine "Kaltreinigung" (ohne Erfolg) durchgeführt.
Filament : Prusament PLA ; Standardeinstellungen des Prusa Slicers
Ich würde mich über Hinweise zur Fehlerbehebung freuen.
Gruß
günther
Hallo Günther,
unabhängig davon was es für ein Drucker ist (MK3 oder Mini) muss natürlich Dein erster Layedr (First Layer Calibration) in Ordnung sein, und das Druckblech muss ordentlich sauber sein.
Beschreib doch bitte mal wie Du reinigst, und stell ein Bild von Druckblech nach dem Kalibrieren ein. Also mit dem Kalibriermuster auf dem Druckblech. Daran kann man dann schon einiges sehen.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Druckbett und 1. Layer
Hallo Kai,
vielen Dank für deine Rückmeldung.
Gereinigt habe ich meist mit einem Geschirrspülmittel.
Als letzte Maßnahme habe ich dann noch mit Isopropanol nachgearbeitet.
Die Kalibrierung des ersten Layers (-1,85mm) hat in den ersten Wochen bei diversen Modellen funktioniert.
Ich habe es dann testweise einmal auf das Minimum für eine optisch einwandfreie Haftung (-1,40) verändert, was sich aber beim Druck als nicht ausreichend erwies.
Darum habe ich dann den Wert stufenweise wieder auf auf -1,85 gebracht.
Ein Testobjekt (50x50x5) konnte ich (fast) einwandfrei drucken. Auffällig war, dass an den oberen Kanten Wulste (nach außen) sichtbar waren.
Ich werde morgen noch mal ein Bild der Layerkalibrierung einstellen.
Gruß
günther
RE: Druckbett und 1. Layer
ebenes Druckbett, gut justierter First Layer, saubere, fettfreie Druckplatte und korrekter Extrusionsfaktor vorausgesetzt, könntest Du noch an den Temperatur- und Lüftereinstellungen schrauben. Mit PLA sollte es bzgl. Warping kaum Probleme geben, aber versuch mal höhere Bett Temp., niedrigere Düsentemp. und Lüfter auf 50%. Gelegentliche Hotendreinigung mittels Coldpull kann sich nur positiv aufs Druckergebnis auswirken.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Infill zu “hoch”
Hallo Karl und Kai,
Nach euren Hinweisen habe ich noch einmal den Druckprozess mit seinen Einstellungen reflektiert.
Dabei ist mir dann die Idee gekommen, dass ich, abweichend von den früheren Drucken, bis zu einer Höhe von 4mm ein Infill (Gyroid) von 90% erstellt hatte. Kann es sein, dass durch die hohe Dichte und/oder das Muster die Verbiegung so stark begünstigt wurde.
Das Bauteil hat auch nur eine Grundfläche von 30x30 mm.
Nachdem ich den Infill auf 40% (Gitter) verändert hatte, lief alles super.
Habt ihr vielleicht noch Tipps parat, wie mit Infills umzugehen ist?
Gruß
günther
Infill zu “hoch”
Hallo Günther,
Form und Füllgrad eines Objektes haben auch immer Auswirkungen auf die Spannungen die beim Druck entstehen.
Genauer gesagt sind es eher die Spannungen durch das Abkühlung entstehen.
Vereinfacht ausgedrückt neigen lange, dünne Objekte (z.B. Essstäbchen) eher zum Verziehen als es z.B. ein Untersetzer für ein Glas tut.
Natürlich ist das von mehr Faktoren abhängig. Wie Du schon selbst festgestellt hast kommt es auf das Infill auch an. Genau so aber auch auf das Material. Da gibt es Material das nahezu kein Warping aufweist, wie z.B. PLA. Auf der anderen Seite wäre da z.B. Nylon, das kann wirklich extrem zickig sein. Es gibt für alle Materialien sicher so etwas wie Fausregeln, oftmals hilft aber nur ausprobieren. Besonders dann, wenn die eigene Druckumgebung nicht dem Standard entspricht. Hier wäre so etwas wie Zugluft oder generell zu niedrige Umgebungstemperaturen zu nennen.
Viele gute Tips und Anregungen findest Du dazu auch im Prusa Blog.
Ich hoffe das hilft Dir ein wenig weiter.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Druckumgebung
Hallo Kai,
vielen Dank für deine Erläuterungen, von denen besonders der Hinweis zu Zugluft und Umgebungstemperatur meine Wahrnehmung geschärft haben.
Gruß
günther
Druckumgebung
Immer gerne.
Es sind halt leider recht viele Umstände die einen Druck beeinflussen können.
Ab und an hilft es etwas wenn man versucht um die Ecke zu denken.
Besonders Zugluft kann auch immer mal vorkommen wenn nicht unbedingt direkt neben dem Drucker ein Fenster ist.
Besonders tückisch wird es auch wenn man z.B. in einem Gehäuse eine Entlüftung installiert die zu viel Luft umsetzt.
Das kühlt dann auf einmal den kompletten Druckraum runter, oder erzeugt eben auch wieder Zugluft.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent