Oberfläche / 1. Lage
Hallo,
ich bin absoluter Anfänger und habe den Prusa Mini seit einem Tag. Das ist mein erster Drucker.
Bei meinen ersten Versuchen bekommen ich bei der ersten Lage immer so wellige Strukturen als wären Fäden darunter. Die Druckfläche wurd aber minutiös gereinigt. Nun gibt es ja wirklich viel Parameter, die den Druck beeinflussen. Hat jemand solch ein Problem schon mal gelöst.
Vielen Dank
RE: Oberfläche / 1. Lage
Wenn die erste Schicht wellig ist, dann ist das Live-Z zu tief eingestellt.
RE: Oberfläche / 1. Lage
Also nochmal kalibrieren ?!
RE: Oberfläche / 1. Lage
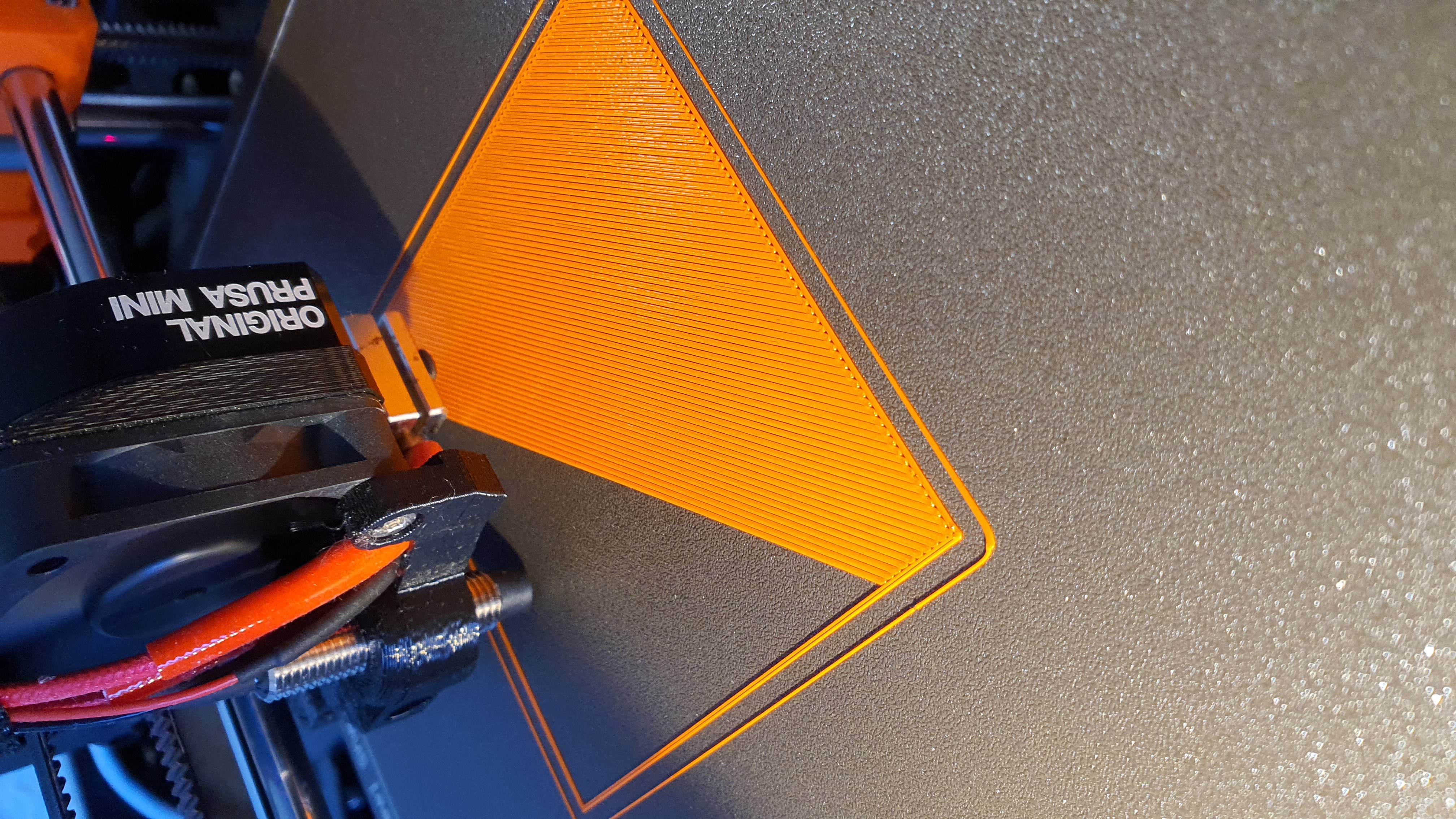
Jup. Als Test kann ich empfehlen, über PrusaSlicer einfach ein Quadrat mit den Maßen 150x150 und der Dicke von 0,2 zu drucken. Das nutze ich immer zum Testen und mach dann kleine Schritte von 0,01 beim Einstellen.
RE: Oberfläche / 1. Lage
Super, danke; werde ich versuchen
RE: Oberfläche / 1. Lage
Die Anleitung zum Kalibrieren startet bei 8:50.
Aber Achtung: Es ist ein altes Video und die Anleitungen zum Reinigen des Druckbettes gelten nur für die folierten Federstahlplatten. Nicht für die Pulverbeschichteten.
RE: Oberfläche / 1. Lage

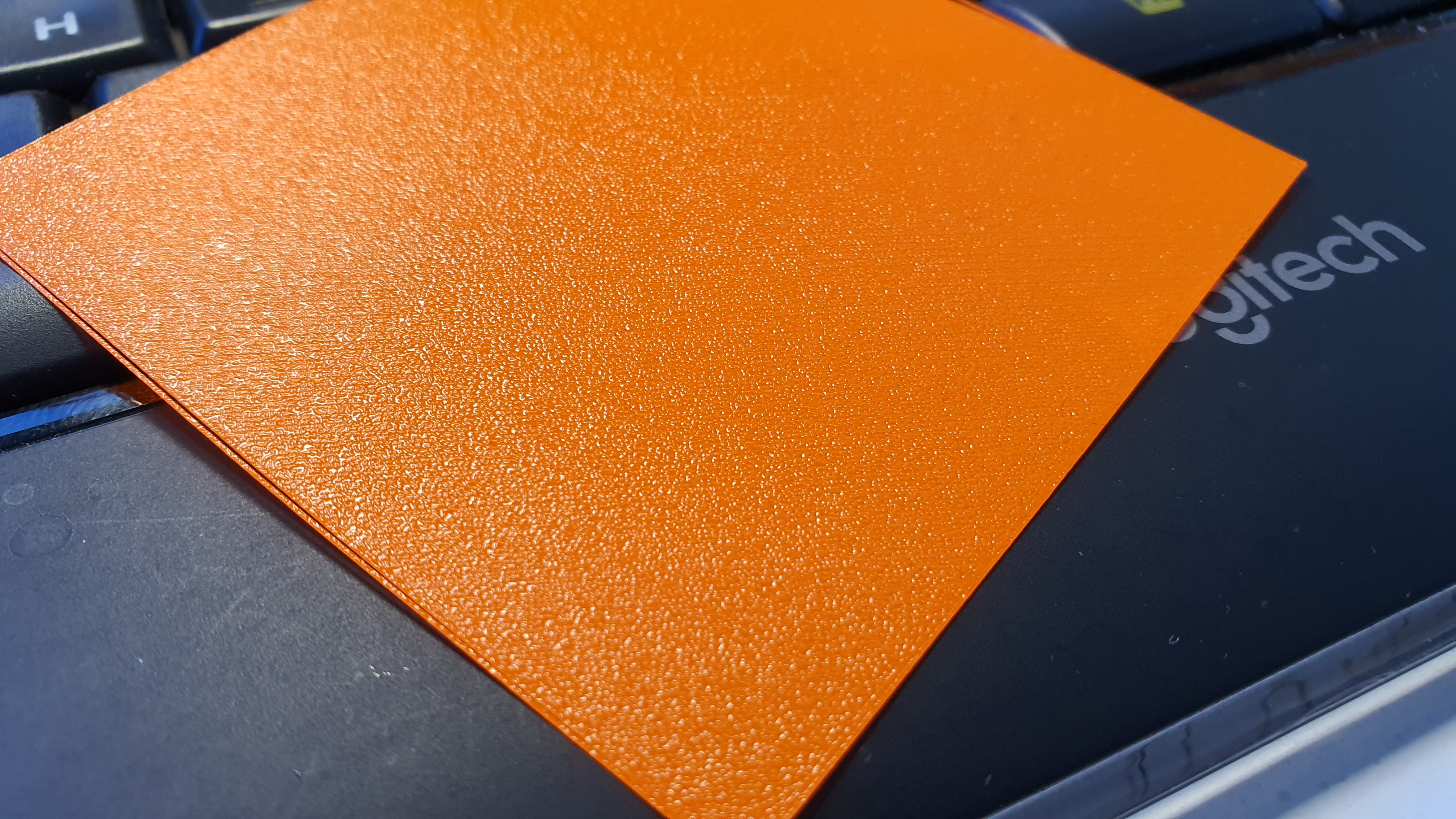
Mal abgesehen davon, dass ich momentan PLA mit 260°C drucken muss, bin erstmal zufrieden. Mich würde interessieren, ob die 1. Lage noch glatter geht als bei mir. Vielleicht hat jemand mal eine Vergleichsoberfläche.
Danke.
RE: Oberfläche / 1. Lage
Mal abgesehen davon, dass ich momentan PLA mit 260°C drucken muss, bin erstmal zufrieden. Mich würde interessieren, ob die 1. Lage noch glatter geht als bei mir. Vielleicht hat jemand mal eine Vergleichsoberfläche.
Danke.

Deine Z-Kalibrierung ist totaler Schrott und bei 260°C bei PLA hast du Glück, dass es dir noch nicht in der Düse karamelisiert ist. So eine Verstopfung bekommt man nur schwer wieder frei.
RE: Oberfläche / 1. Lage
Danke für das Foto. Das ist schonmal eine Vorgabe. Leider kann ich nicht runtergehen mit der Temperatureinstellung weil da was bei der Messung schiefläuft. Wenn ich 215°C einstelle gibts einen Stau. Im Kalibrierungsprogramm kann man die Temperatur nicht manuell nachjustieren. Zur Temperatur habe ich einen anderen Thread bereits geöffnet.
S.: aktueller Druck

Vielen Dank
RE: Oberfläche / 1. Lage
@joerg-b-2
Warum musst Du denn PLa bei 260Grad C. drucken?
Ich vermute aufgrund des nicht unbekannten Problems - Verstopfung, Extruder klicken.
Dazu wurde hier im Forum schon sehr viel diskutiert und auch Prusa bietet einige Tipps dazu:
https://help.prusa3d.com/de/article/verstopfte-duse-hotend-mini_112011
...
Stichwort hotend PTFE:
https://forum.prusa3d.com/forum/assembly-and-first-prints-troubleshooting/extruder-failure-blockage/
...
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Oberfläche / 1. Lage
Zur Z-Einstellung: https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-assembly-and-first-prints-troubleshooting/life-adjust-z-my-way/ ist ein sehr guter Weg, mit einer Erklärung wie man einen guten first layer erkennt (rein vom Bild her ist die Düse immer noch zu hoch).
RE: Oberfläche / 1. Lage
Mal abgesehen davon, dass ich momentan PLA mit 260°C drucken muss, bin erstmal zufrieden.
das PLA wird dir bei 260°C (PLA) in absehbarer Zeit das Hotend richtig dicht machen. Das PLA verbrennt an der Düseninnenfläche, legt sich an und wird hart (das sieht man sehr gut an der Außenseite der Düse und am Heizblock, wie es dann innen aussieht).
Ein Coldpull wird dir sicher nicht erspart bleiben (vorzugsweise mit Nylon). Wenn dir das Zeug nicht durch die Düse läuft, reduziere mal etwas die Druckgeschwindigkeit und drehe zum Testen die Bauteilkühlung mal auf 50% zurück. Mit der Temperatur über die Hersteller-Empfehlung zu gehen, geht meistens in Auge.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Oberfläche / 1. Lage
@joerg-b-2
Sollte soweit alles technisch in Ordnung sein und das PLA tatsächlich bei den angezeigten 215 Grad C. nicht schmelzen, wäre noch eine Möglichkeit, dass der Thermistor falsche Werte liefert. Ich würde den mal vom Buddyboard abstecken und den Innenwiderstand messen. Der sollte bei Raumtemperatur einen Wert von ca. 100kOhm liefern. Auf die Heizpatrone tippe ich eher nicht, die kann zur Sicherheit aber auch überprüft werden. Innenwiderstand sollte hier bei 14.4Ohm liegen. Und wenn man schon dabei ist auch gleich die Spannung prüfen (24V).
Sollte auch dies nichts ergeben, würde ich mich an den Prusachat wenden. Melde Dich einfach mit Deinem Prusa-Konto an und wähle den eshop. Nach ein paar Sekunden sollte das Chat-Fenster in der unteren rechten Ecke erscheinen. Sollte sich das Chat-Fenster nicht öffnen, deaktiviere einen eventuell aktivierten Adblocker oder versuch es mit einem anderen Browser.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Oberfläche / 1. Lage
Ich habe jetzt aus Frust mal den Werkstoff gewechselt zu Prusament PETG und siehe da, er druckt mit Normwerten ohne Probleme... das gibt es doch nicht..
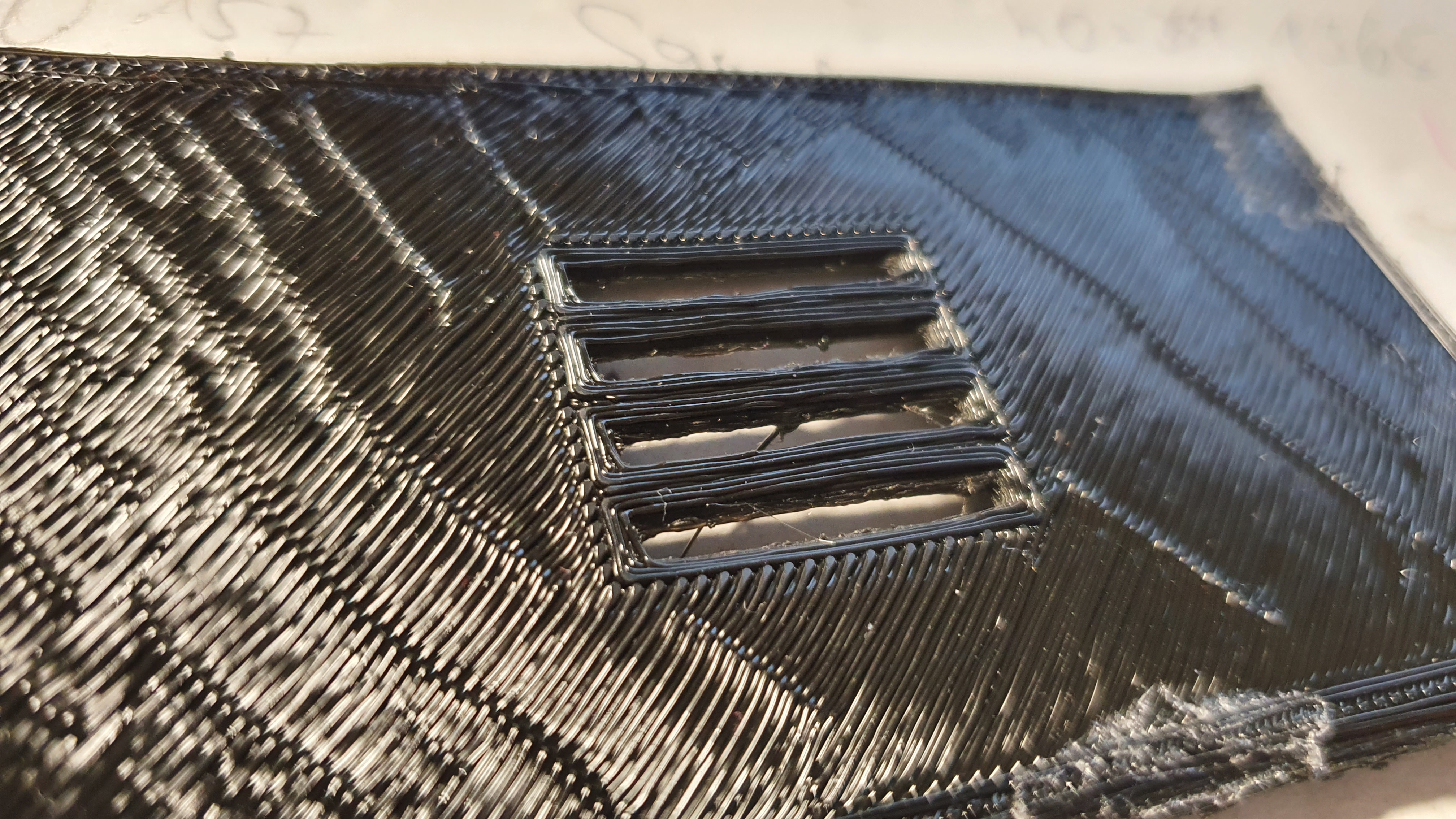
Sind bei dem Bild noch zu viele Streifen sichtbar? Ich bräuchte mal ein gutes Referenzfoto für eine sauberer Z-Achsen-Einstellung.
Das PLA-Rätsel ist damit leider noch nicht gelöst.
RE: Oberfläche / 1. Lage

RE: Oberfläche / 1. Lage

Mini+ und 3D Druck Experte since 12.january2021 (first print 😉 )
RE: Oberfläche / 1. Lage
Weißes PETG...Vielleicht nicht optimal zu sehen, aber außer das die Ecken etwas hochgekommen sind, ist da ohne Brille u50 kaum etwas sichtbar. Höchstens wenn es im "richtigen"Winkel zum Licht steht. Auf dem gesendeten Blech gedruckt.
Gruß Matthias
Mini+ und 3D Druck Experte since 12.january2021 (first print 😉 )
RE: Oberfläche / 1. Lage

Ich denke, so langsam nähere ich mich einem guten Wert. Ich habe nur Schiss, die Düse in Bett zu rammeln.
RE: Oberfläche / 1. Lage
Juhu, ich glaube das ist jetzt ok.
Das PLA-Desaster wird dadurch aber immer misteriöser.
RE: Oberfläche / 1. Lage
@joerg-b-2
Da sich immer noch Material von der Fläche ablöst bist Du noch auf dem Weg.
Das Ziel ist aber in Sicht. Von "Gut" bist Du allerdings auch noch etwas entfernt.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent