Rand von Deckel ist nicht gerade.
Hallo Drucker-Freaks,
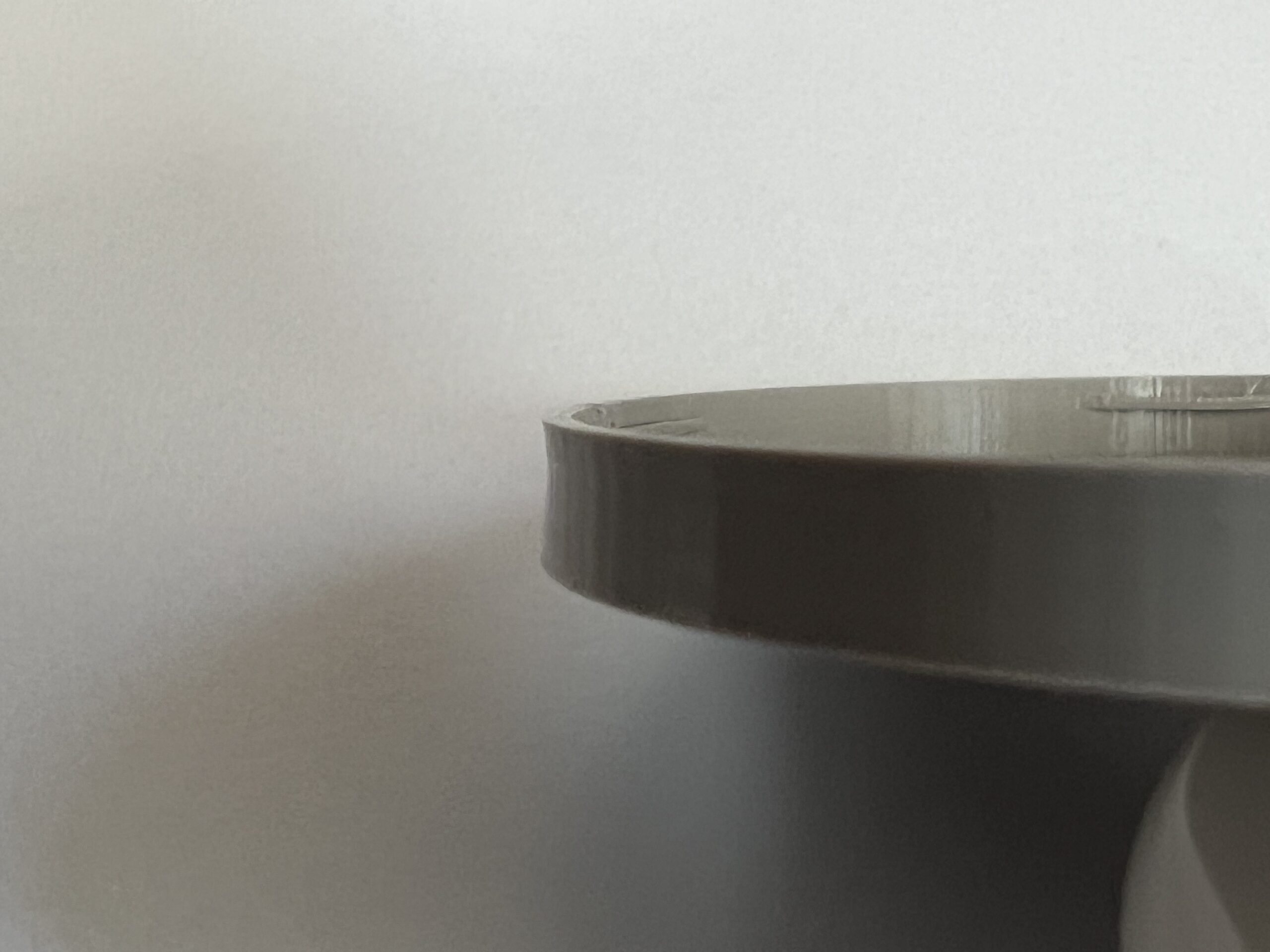
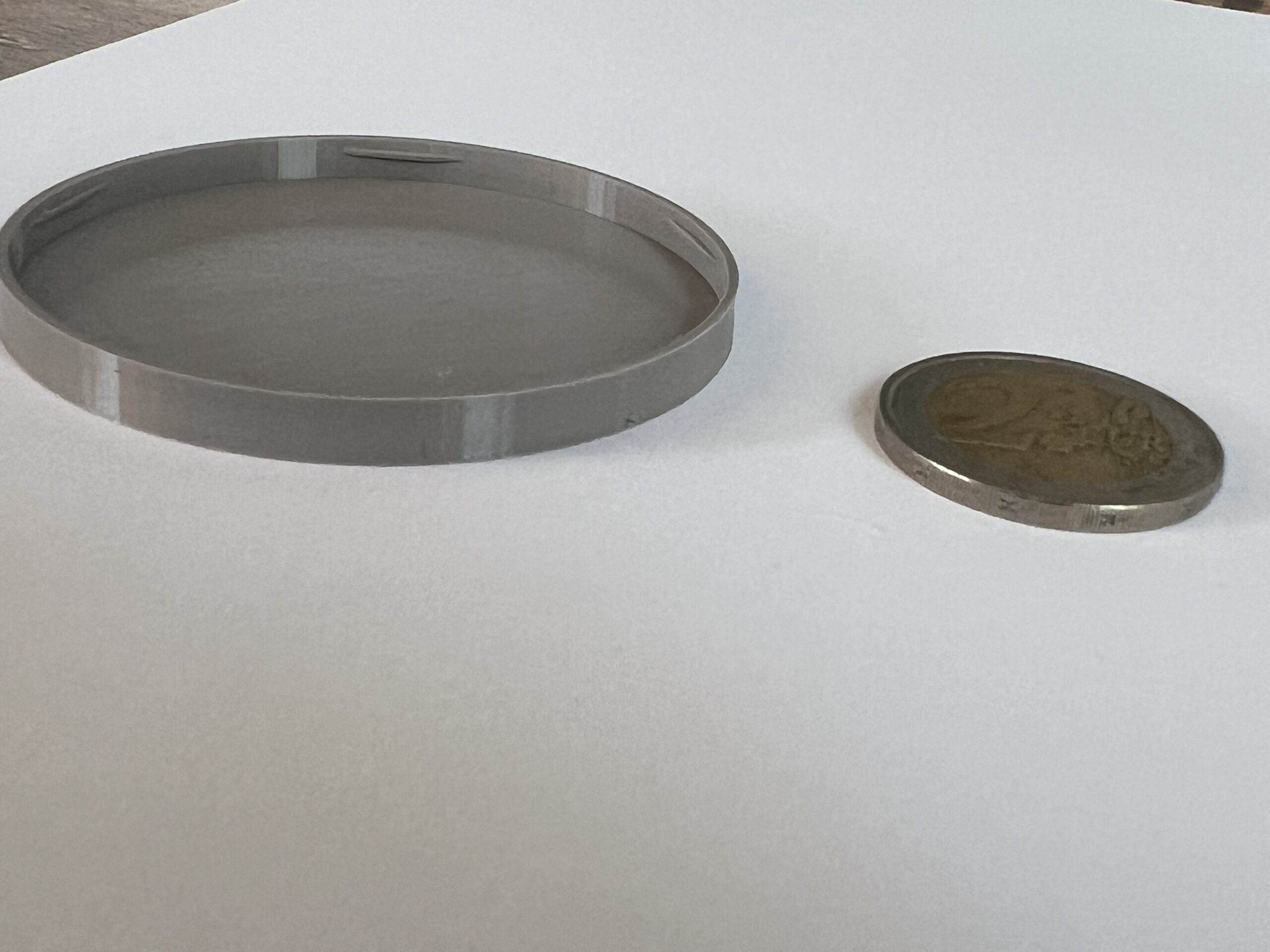
ich habe ein Problem beim Druck eines Deckels. Der Druck an sich ist ok jedoch läuft der Rand nach innen. Ich drucke mit einer 0,25er Düse mit 0,10 mm. Das Filament ist PETG. Düsentemperatur 240 Grad. Die Randdicke beträgt 1mm. Der Durchmesser auf dem Druckbett ist gleich wie der Durchmesser der letzten Schicht, nur der zwischenbereich ist geringer. Währe froh wenn ihr mir eine lösung mitteilen würdet 😉
Danke in Voraus
Germ

RE: Rand von Deckel ist nicht gerade.
Verziehung durch Thermik/Luftströmung. Das Material ist zu dünn und verzieht sich. Entweder in einer Umhausung drucken, für solche kleinen Sachen reicht schon ein Müllsack, oder eventuell einen draft shield um das Modell drucken.
RE: Rand von Deckel ist nicht gerade.
Bei PETG sollte das eigentlich nicht funktionieren, das haftet i.a.R. sehr gut - trozdem vermute ich bei Dir ein unsauberes Druckbett. Anleitungen zum Reinigen gibt es wie Sand am Meer (nicht fettende Seife, ein Scotch Brite mit der rauen Seite, in kreisenden Bewegungen über die gesamte Oberfläche gehen, dann längere Zeit unter heißem Wasser spülen, mit sauberer Küchenrolle trocknen - die Platte nur am Rand greifen gegen Fingertapper - dann sollte es funktionieren).
Wenn sich PETG ablöst kann es auch sein, dass Du einen Hauch zu nahe dran bist. Hast Du in der 1. Schicht Aufwölbungen an manchen stellen gesehen?
Aber was ich nicht verstehe:
Das Teil dass Du da druckst ist riesengroß und Du gehst da mit einer 0,25er Düse dran - das dauert ewig und wird um nichts schöner. Nimm doch wenigstens eine 0,4er - ich bin mittlerweile fast nur mehr mit 0,6er unterwegs - jedenfalls wenn es nicht um das letzte Quäntchen Optik geht. Und Schichthöhe würde ich auch ganz locker auf 0,2 mm erhöhen bei der 0,4er Düse (0,3 mm bei der 0,6er wird auch sehr gut).
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Rand von Deckel ist nicht gerade.
Evtl. ist auch eine leichte Überextrusion die Ursache. Stell den Multiplikationsfaktor im Slicer mal auf 0.95 bis 0.90 zurück und erhöhe den Layer auf 0.15mm.
Evtl. noch Düsentemp. reduzieren und Lüfter etwas mehr arbeiten lassen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Rand von Deckel ist nicht gerade.
Ich habe gestern parallel Schraubensortier-Schälchen aus PETG im Vase Mode auf zwei Druckern gedruckt, einer mit Enclosure, einer ohne. Die ohne Enclosure haben sich während des Druckvorgangs ganz leicht gewölbt/verzogen, die im Enclosure nicht.
RE: Rand von Deckel ist nicht gerade.
Für PETG ist das was Du da erzählst für mich höchst verwunderlich. Kannst Du Hersteller und Filament benennen. Auch noch auf welchem Sheet Du druckst? PETG ist eigentlich Marke sorglos.
Danke und lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Rand von Deckel ist nicht gerade.
War einmal eSun PETG orange clear im Enclosure mit textured sheet (MK3S+) und das andere war der MK4 mit eSun PETG solid red und zum Testen mit den textured und satin sheets. Die Unterschiede waren wirklich minimal und nur im direkten Vergleich sichtbar. Die Betthaftung war bei allen gedruckten Teilen perfekt. Ich wollte einfach eine Menge der Dinger haben, damit ich die Schrauben und Kleinteile für die Montage von einem Enclosure da reingeben kann. Daher habe die Filamentsorten auch nicht zum direkten Vergleich getauscht. Ist dieses Modell hier. Bild siehe Anhang. Bei dem orangenen im Enclosure ist die Steigung der Seiten überall konstant, bei dem roten sind die Seiten ganz leicht gewölbt. Nicht an allen Seiten gleich, bei einer Seite ist der Rand mehr nach außen gewölbt, bei einer anderen ist eine leichte Beule nach außen unter dem Rand. Daher meine erste Antwort zu diesem Problem hier, dass sich dünne Teile in PETG schon mal beim Drucken verziehen können.
RE: Rand von Deckel ist nicht gerade.
Dürfte viel zu viel Wärmeenergie sein. Die Heizleistung ist in Ihrer Auslegung so, daß Sie das Material bei 0,4er Düse und 0,2 mm Schichthöhe noch bei Vollgas ausreichend durchheizen kann. Du druckst aber mit 0,1mm Layerhöhe und 0,25er Düse. Der Durchfluss ist um etliches niedriger und, aufgrund der kleineren Extrusion width, wird auch noch deutlich länger an einer Position immer Wärmeenergie, durch die Heiße Düse mit eingebracht. Wenn ich mal tippen dürfte: Außen ist es etwas kälter, als innen mit dem heißen Boden des Deckels zusätzlich und Schwerkraft arbeitet gegen die noch nicht genug ausgehärtete Wand - je weiter oben, desto mehr Abstand zum Boden, Wärmeenergie nimmt von der Seite her, wieder etwas ab. 240 Grad ist für PETG schon ziemlich weit oben - da ist teilweise schon ABS unterwegs - dazu noch die kleine Düse - ich würde vermuten, ohne das Material zu kennen, daß du knapp unter 230 Grad, in der Konfiguration, auch drucken könntest und die Layerhaftung gegeben ist. Geschwindigkeit kannst ja nicht soviel erhöhen, um den Volumenstrom pro Sekunde annähernd zu erreichen, wie er in 04er Konfig wäre, also bliebe nur kühlen und kälter drucken...
Gruß, Digibike