Probleme beim Drucken



 Hallo zusammen,
Hallo zusammen,
ich habe jetzt seit etwa 4 Wochen meinen Prusa MINI und bekomme keinen vernünftigen Druck hin. Folgendes wurde von mir bereits kontrolliert oder angepasst
- Upgrade auf Bondtech Heatbrake
- Upgrade auf BROZZL Düse Plated Copper
- Prüfen der Riemenspannung
- testen von verschiedenen PETG Filamenten von Prusa
- Testen von verschiedenen schichtdicken
- Test von verschieden Temperaturen
240 - 260 grad
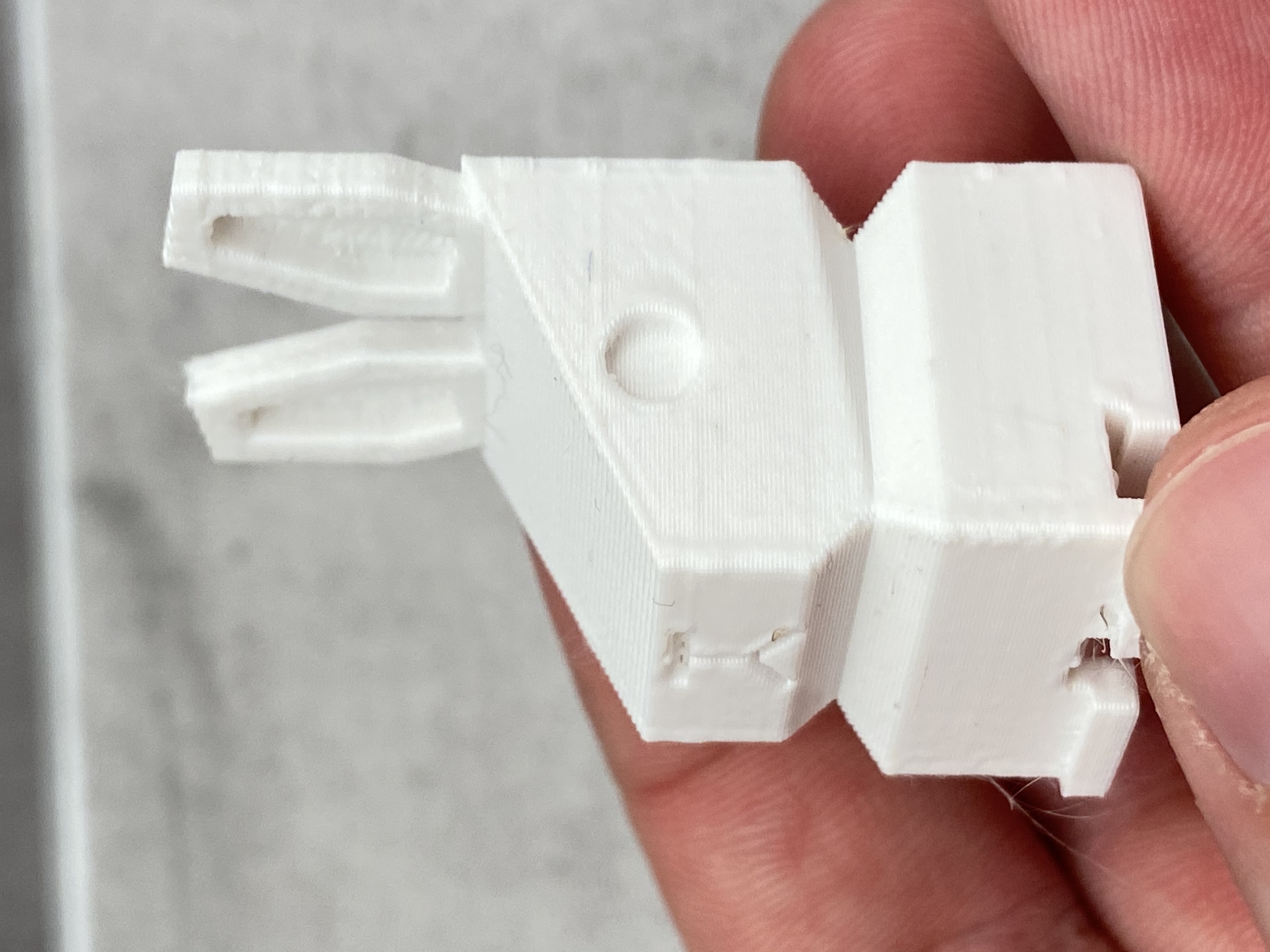
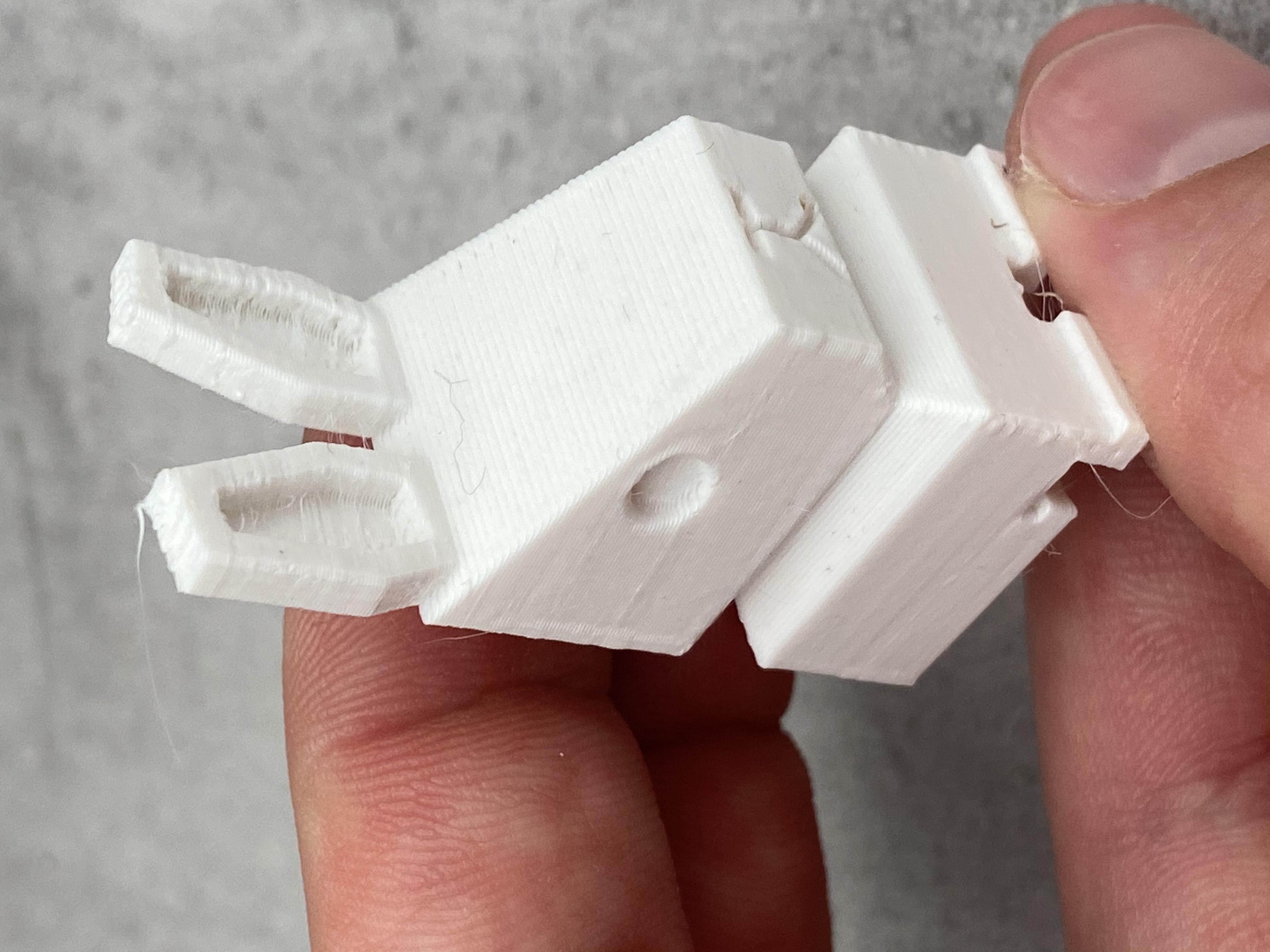
Wenn ich das gleiche Objekt öfter drucke werden die Fehler in den Schichten immer an der gleichen Stelle gesetzt. Ich hoffe einer von euch kann mir helfen.
RE: Probleme beim Drucken
Hallo zusammen,
ich habe jetzt seit etwa 4 Wochen meinen Prusa MINI und bekomme keinen vernünftigen Druck hin. Folgendes wurde von mir bereits kontrolliert oder angepasst
- Upgrade auf Bondtech Heatbrake
- Upgrade auf BROZZL Düse Plated Copper
- Prüfen der Riemenspannung
- testen von verschiedenen PETG Filamenten von Prusa
- Testen von verschiedenen schichtdicken
- Test von verschieden Temperaturen
240 - 260 grad
Wenn ich das gleiche Objekt öfter drucke werden die Fehler in den Schichten immer an der gleichen Stelle gesetzt. Ich hoffe einer von euch kann mir helfen.
Hallo und willkommen im Prusaforum!
Da läßt sich natürlich noch etwas optimieren. Du hast ja schon einiges getestet, was nicht zum gewünschten Ergebnis geführt hat.
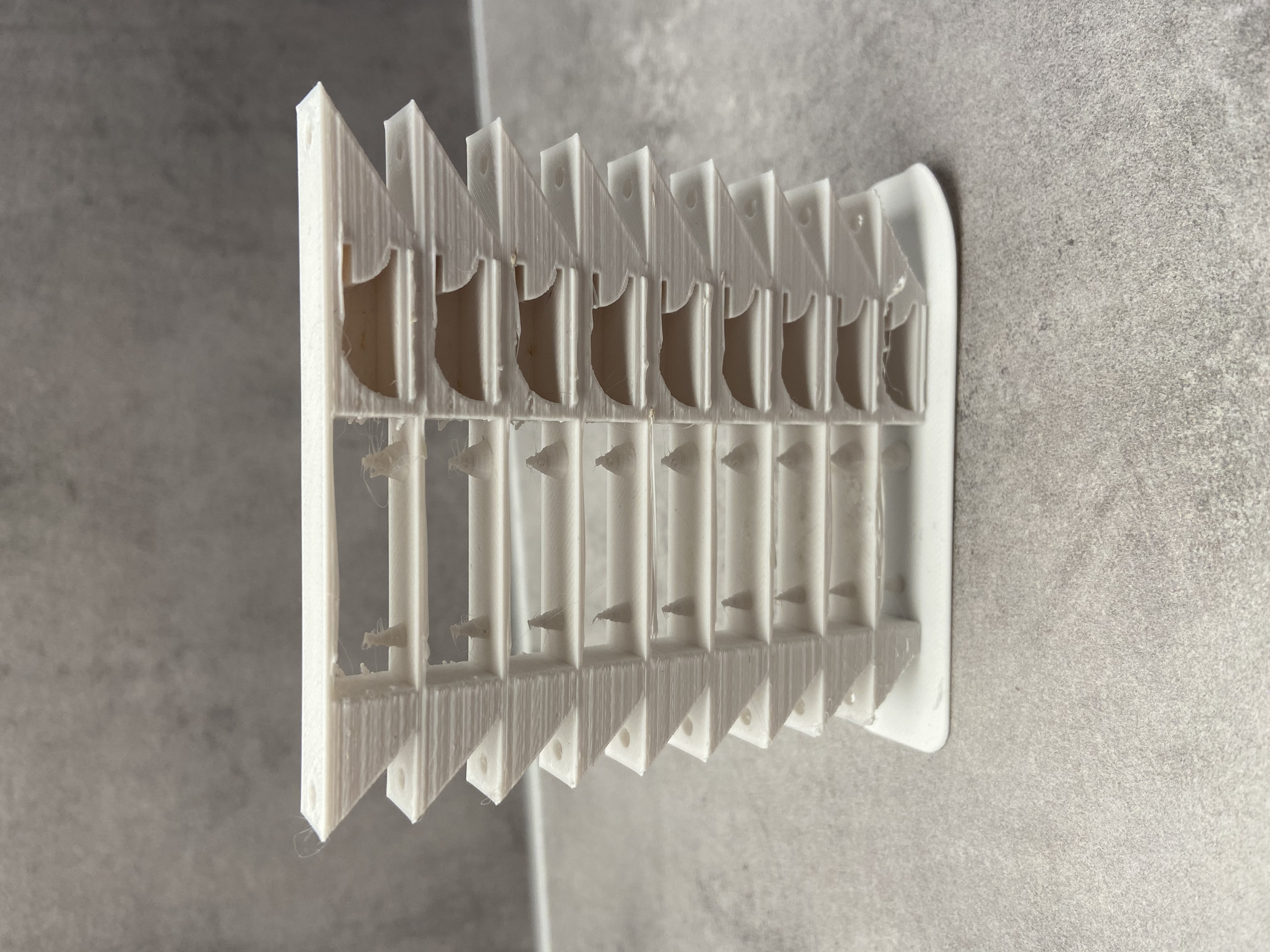
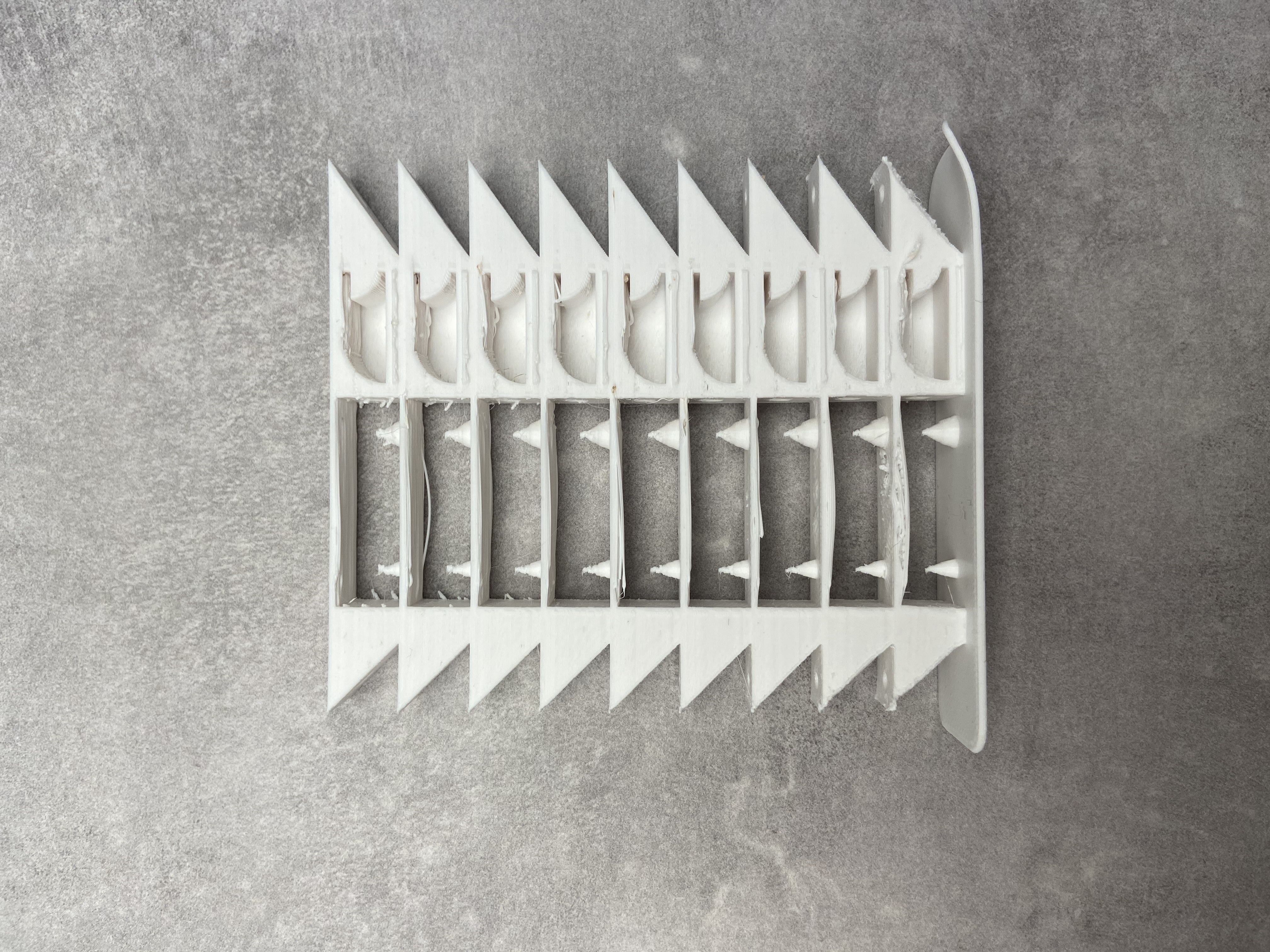
240-260 Grad C. erscheint mir sehr hoch für PETG. Idealerweise druckst Du zuerst mal einen Temperaturturm wie z.B. diesen hier. Damit kannst Du die Temperatur schon mal gut abstimmen. Mit der Vorschubgeschwindigkeit kann auch viel geregelt werden. In der Regel sollten die Drucke bei geringerer Geschwindigkeit maßhaltiger und sauberer werden (es gibt auch Ausnahmen).
Hast Du den Extruder schon mal überprüft (Federspannung, saubere Antriebsritzel)?
Mit dem Extrusionsfaktor im Slicer kann man den Filamentfluss etwas regulieren (z.B. von 1 auf 0.95 oder weniger regulieren).
Da der Mini eine Bowdenkonstruktion ist, sollte der Retract (Rückzug nach dem schnellen Positions bzw. Layerwechsel) gut abgestimmt sein. Dieser Wert kann von Filament zu Filament unterschiedlich sein.
Filament kann auch aus der Verpackung heraus feucht sein. Damit lässt sich dann auch kein sauberes Ergebnis erzielen. Abhilfe schafft trocknen (Backofen oder Dehydrator/Dörrautomat).
Gutes Gelingen 👍
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme beim Drucken
@karl-herbert
Hallo Karl,
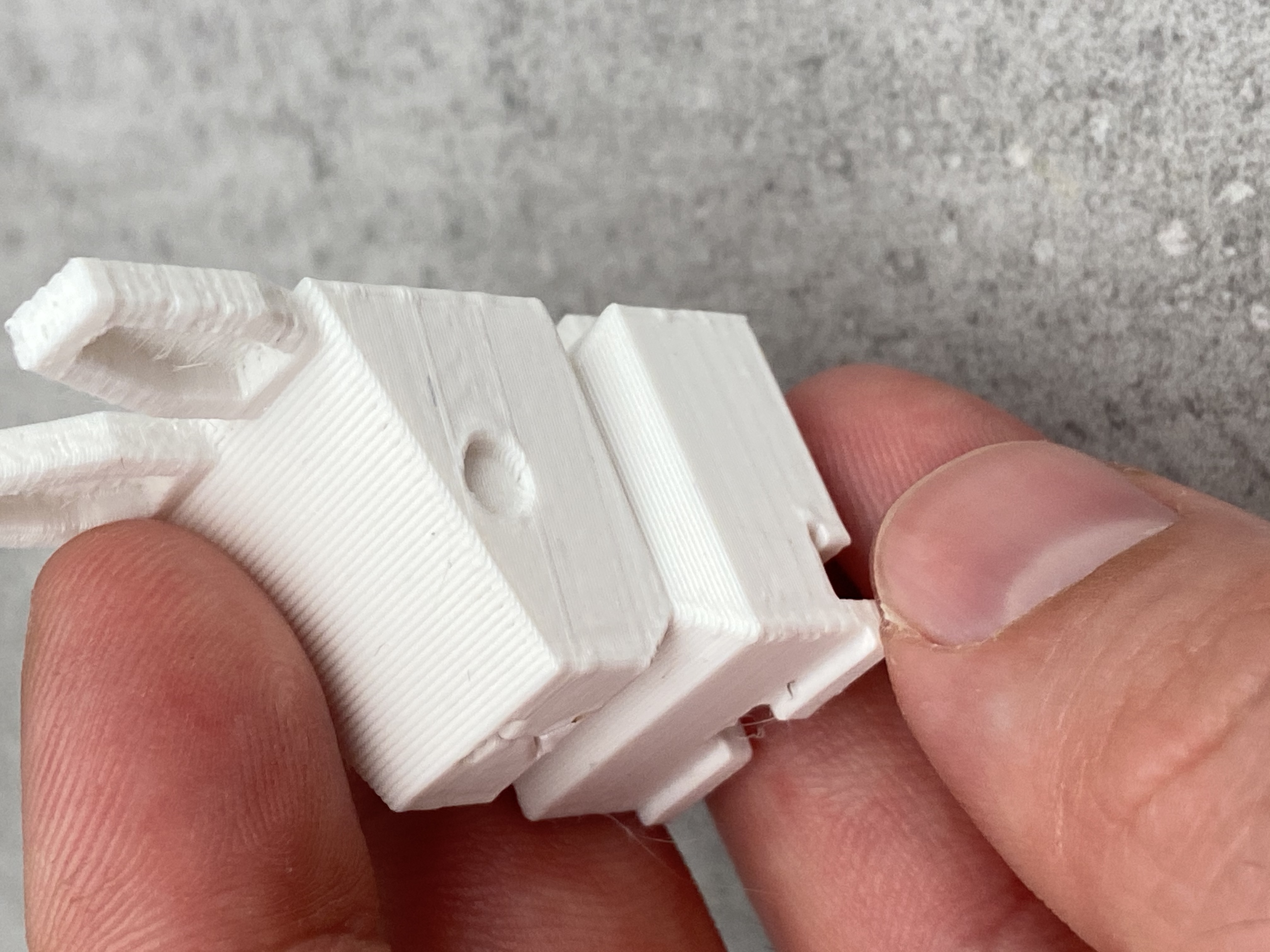
vielen Dank für deine erste Einschätzung und die konstruktiven Vorschläge. Ich habe heute einen deiner Vorschläge umgesetzt (TEMP TOWER). Angefangen habe ich mit 220 grad und bin hoch auf 260. Nach einer ersten Einschätzung sind 240 grad in diesem Fall die perfekte Temperatur. Zusätzlich sind die Fehler in der Oberfläche auf allen Ebenen vorhanden, unabhängig der Temperatur. Das Filament ist jetzt erstmal bei 65 grad für 3 Stunden im offen.
Gibt es noch weitere mechanische Themen die ich prüfen sollte?
Abseits des aktuellen Thema, habe ich mir die Frage gestellt ob ein Wechsel auf den Mk3s+ Vorteile für mich hätte bezüglich der Genauigkeit und Qualität der Drucke? Spiele aktuell mit dem Gedanken zu wechseln, ich habe einen sehr hohen Anspruch an den Drucker und an mich selbst!
Ich freue mich auf deine Antwort und die der anderen Mitglieder 😊