RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Die Lieferungen sind nun angekommen.
Habe dann mal mit deinem Profil und ohne Einhausung, aber mit Windschutz und Brim erstmal das kleinste Teil, den Kabelclip, zum testen gedruckt. Laut der Prusa-Tabelle läßt sich das Prusament ASA Galaxy Black auf dem satinierten Blech drucken. Aber es hat keinerlei Haftung. Einige Minuten bleibt das Teil ja an seinem Platz, aber dann wird es plötzlich von der Düse weggeschoben. Selbst der Streifen ganz vorne auf dem Blech, der immer vor dem eigentlich Druck gedruckt wird, liegt nur lose auf dem Blech auf, d.h. er läßt sich beim leichten Anstupsen (Pinzette, da das Bett ja heiß ist) wegschieben. Das Blech habe ich vor dem Druck zuerst mit Kernseife (garantiert nicht nachfettend wie die meisten Spülmittel) und anschließend nochmal mit reinem Isopropanol gründlich gereinigt. Das PETG hält auf dem satinierten Blech ja immer sehr gut und der Live-Z-Wert stimmt auch. Ich habe in den letzten Tagen etliche Drucke mit dem Prusament PETG Jet Black gemacht und die sind gut geworden und hafteten auch sehr gut. Zugluft war auch nicht vorhanden (Fenster und Tür geschlossen) und bei der aktuellen Sommerhitze sind es knapp 30° in dem Raum. Wenn es so gar nicht haftet, dann nützt Brim ja auch nichts mehr (haftet ja auch nicht, sondern liegt nur lose auf dem Blech auf). Wie schaffst du es, daß deine Drucke auf dem Blech ohne Einhausung und nur mit dem gedruckten Windschutz drumerhum halten?
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Habe das satinierte Blech jetzt mal mit einem Magigoo-Stift behandelt. Zum Glück hatte ich den mitbestellt gehabt. Jetzt löst sich der kleine Druck nicht mehr, sondern wurde bis zum Ende ohne Wegrutschen und ohne Warping gedruckt.Und dabei hatte ich extra das satinierte PEI-Blech genommen weil das im Gegensatz zu den beiden anderen dort aufgeführten Blechen einen grünen Haken hatte, man das laut Tabelle also ohne Haftvermittler nehmen könne. Keine Ahnung warum das bei mir nicht funktioniert hatte.
Trotzdem konnte ich den Druck nach dem Abkühlen leicht vom Bett heben. So richtig gut sieht der Druck aber nicht aus. Jede Menge Fäden und die Wände sind rauh und es sieht so aus als ob da winzige helle Punkte drin sind. Vielleicht Feuchtigkeit? Ich muß das Teil auch erstmal aus dem Windschutz und dem Brim pellen. Ich werde die ASA-Rolle aber jetzt erstmal in den Dörrautomaten packen und morgen den Kalbelclip nochmal drucken. Das Teil hat den Vorteil, daß er schnell fertig ist, sich also als Testobjekt gut eignet. Die E3D-Halterung drucke ich erst, wenn alles klappt. Eventuell packe ich dann doch noch ein Karton-Haus über den Drucker. Hatte eigentlich nach deinem letzten Post gegedacht, daß ich bei den aktuellen Sommertemperaturen hier (30° Raumtemperatur) darauf verzichten könne.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Ich drucke das ASA Galaxy black meist auf dem glatten Druckblech (ohne Haftvermittler). Ausschlaggebend für eine gute Haftung ist eine schmutz- und fettfreie Druckplatte und ein präzise eingestellter Z-Adjust.
Reingung er Druckplatte mit fettlösendem Spülmittel und mit reichlich Wasser spülen. Anschl. mit einem weichen und fuselfreien Tuch trocknen. IPA kann zusätzlich noch zum Nachwischen eingesetzt werden. Aceton möglichst vermeiden.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
auf dem glatten Druckblech (ohne Haftvermittler)
Hm, bei den glatten Blech steht in der Prusa-Tabelle, daß ein Haftvermittler nötig ist. Bei dem satinierten Blech steht nichts von Haftvermittler. Man kann sich also offenbar auf die Tabelle nicht verlassen? 🤨
Gut gereinigt war das Blech (Kernseife, mit Wasser abgespült, trocknen, danach Isopropanol, danach trockenreiben). Bei Verwendung von Spülmittel weiß man ja immer nicht, ob das nicht rückfettend ist, d.h. dadurch würde wieder eine Fettschicht drauf kommen. Da heutzutage fast alle Spülmittel "händeschonend" sind, werden auch fast alle rückfettend sein. Bei Kernseife kann man dagegen sicher sein, daß das wirklich nur die pure Seife ist ohne irgendwelche Zusätze.
Und der Z-Offset stimmte auch. Das stelle ich immer mit einer größerflächigen ersten Schicht ein. Hiermit geht das viel präziser als mit der eingebauten First-Layer-Kalibrierfunktion. Die eingebaute Funktion benutze ich lediglich zur Grobeinstellung. Zusätzlich drucke ich dann nochmal einen 10x10x10 mm Würfel. Sollte der Würfel dann nicht genau 10mm hoch sein, korrigiere ich den Live-Z-Wert nochmal entsprechend (was höchstens noch im 1/100mm-Bereich liegt).
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Sieh es mal von der Seite:
Wie das mit dem 3D-Druck noch nicht so weit fortgeschritten war, hat es wenn man sich einen Prusa MK2S gekauft hat nur das PEI beschichtete Druckbett gegeben. Da habe ich alles drauf gedruckt, was mir eingefallen ist - und ich hassee die Sauerei mit Haarspray, Uhustick Klebestift usw. usf. Also haben wir direkt auf das PEI-Sheet drauf gedruckt - komme was da wolle. Und wenn man dann die Drucke wirklich gut abkühlen läßt und vorsichtig ist beim Ablösen (PETG ist hier bei mir der größte Schuldner gewesen) dann hält auch so ein PEI Sheet wirklich sehr vielen Terroranschlägen statt. Aber eines Tages kommt der Moment und es macht ratsch und dann ist ein Teil des PEI-Sheets da wo er nicht hin gehört. Er klebt am Bauteil und nicht mehr am Heizbett.
Ich drucke heute noch am liebsten auf dem glatten Sheet und habe mittlerweile immer ein paar in Reserve - wenn ich es wieder einmal nicht erwarten konnte und das Teil im warmen runter nehmen wollte (DAS SOLL MAN NICHT !!!) dann macht es halt öfter "ratsch".
LG, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Wie gut daß es jetzt verschiedene Bleche gibt. Ich hatte einmal vergessen, für einen PETG-Druck das Blech vom glatten PEI-Blech auf Satiniert zu wechseln. Auwei, das Druckobjekt konnte ich nur mit viel Kraft mit einem Japanspachtel wieder runter kratzen (war aber alles schon auf Raumtemperatur abgekühlt). Dabei wurde das Druckobjekt natürlich beschädigt und die PEI-Schicht hat seitdem einen Kratzer. Zum Glück ist das Blech beidseitig verwendbar. Auf dem satinierten Blech springt das PETG-Druckobjekt dagegen nach einem leichen Biegen des Bleches gut vom Blech. Haften während des Druckes tut es aber sehr gut. Gleiches gilt für PLA auf dem glatten PEI-Blech. Andere Filamente habe ich noch nicht ausprobiert. Das ASA ist auch eine Premiere für mich.
und das Teil im warmen runter nehmen wollte (DAS SOLL MAN NICHT !!!) dann macht es halt öfter "ratsch".
Ja, aber nicht wegen "ratsch", sondern wegen "Aua, Brandblase". 😀 Daher warte ich immer bis alles abgekühlt ist.
Ich habe den Kabelclip heute nochmal gedruckt, allerdings nicht mit Karls Profil, sondern mit dem Origial-Prusa-MINI-ASA-Profil (dabei aber den Windschutz aktiviert). Sieht schon sehr viel besser aus und es sind auch nur noch sehr wenige Fäden vorhanden. Nun weiß ich aber nicht, ob das am Trockenen im Dörrautomat lag oder am etwas anderen Druckprofil. Man sollte nicht zwei Dinge gleichzeitig ändern. 😉
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Ein Teil der Bauteile habe ich jetzt gedruckt. Aber trotzdem ich das ASA jedesmal über Nacht im Dörrautomat hatte (hatte die bisherigen Teile an 3 Tagen gedruckt), knistert es noch etwas in der Düse. Das Filament ist also noch feucht. Ist ASA so extrem feuchtigkeitsempfindlich oder zieht das so schnell während des Druckens Feuchtigkeit?
Nach langwieriger Nachbearbeitung sind die bisherigen Teile aber ganz ok geworden. Allerdings ist die Oberfläche nicht so schön glänzend und glatt wie bei dem schwarzen PETG. Ob alles paßgenau ist habe ich allerdings noch nicht getestet.
Und gibt es eine paktikable Methode, um den Support wieder gut ab zu bekommen? Das war bisher ein ziemliches Gefummel mit Cutter und Spitzzange, den Support raus zu reißen und hat länger gedauert als der Druck der Teile. Von den Seitenwänden geht der Support ja noch einigermaßen ohne Rückstand ab, obwohl ich da mit der Spitzzange auch ziemlich kräftig ziehen mußte, aber unter den Brücken funktioniert das nicht. Da bleiben immer Reste des Supports zurück, d.h. das sind so extrem mit den Brückenlayern verbunden, so daß ich sie nicht richtig getrennt bekam und die Oberfläche sieht an den Stellen übel aus. Immerhin läßt sich das ASA besser mit der Feile bearbeiten als das PETG.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Ich wollte jetzt mal langsam an die Montage des E3D Hotend gehen.
Dazu noch eine Frage: Auf der Prusa-Seite ist eine Zeichnung, nach der man eine 60°-Außenfase in den PTFE auf der Heatbreake-Seite des E3D schneiden muß. Bei deinem PTFE-Tool gibt es aber nur 90° und 120°. Mit welcher Lehre schneide ich in den PTFE nun eine 60° Außenfase?
Wenn ich den PTFE durchgehend vom Inneren des Hotends bis zum Inneren des Extruders machen möchte: wie lang muß der Schlauch dann insgesamt sein?
Heizpatrone und Thermister gehen im Gegensatz zum Original-Mini-Heizblock recht leicht in den Heizblock rein. Beim Mini sitzt das so extrem fest drin (war alles von Prusa vormontiert), daß sich die beiden Teile auch nach vollständigem Entfernen der Madenschrauben keinen Millimeter rühren. Muß man auf Heizpatrone und Thermistor auch Wärmeleitpaste drauf geben?
Alle Teile sind nun gedruckt und die Grate vom Brim glatt gefeilt und die Reste des Stützmaterials entfernt und Krümelreste nochmal weggefeilt. Und nach einer erste groben Passprobe der Teile sieht es gut aus. Die Schrauben passen gut in die Schraublöcher. Auch die Lager lassen sich mit etwas Druck rein und auch wieder raus schieben. Beim Original-Hotend bekommt man sie ja nicht wieder raus, so fest sitzen sie (war auch von Prusa vormontiert, ich hatte mir damals den vormontierten Mini+ gekauft). Ob der Riemen in die Schlitze paßt habe ich noch nicht getestet, da ich das Original-Hotend vom Mini noch nicht abgebaut habe, falls ich noch mal ein Teil neu drucken muß.

Das Entfernen des Stützmaterials war mühsam und im Schacht des Bauteillüfers sieht die Oberfläche sehr schlecht aus. Ich habe es mit Schacht nach unten auf dem Bett gedruckt, da wohl sonst die Schlitze mit den Zähnen für den Riemen nicht passgenau gedruckt worden wären. Das muß ich noch ordentlich schleifen.

Der Schacht des Bauteillüfters sieht beim Original allergings genauso schrecklich aus. 🤨
Und ich muß den Schacht noch minimal schleifen, denn der Bauteillüfter geht da nur mit Kraftaufwand rein.
Das Einschmelzen der rutex-Einschmelzmutter werde ich vorher üben. 😉 Ich habe mir dafür extra einen kleinen Block mit ein paar passenden Löchern aus dem ASA Galaxy Black gedruckt.
RE:
Das Heatbreak wurde maschinell gefertigt. Bohrungen werden sowohl an konv., als auch an CNC Maschinen normalerweise mit Bohrwerkzeugen gefertigt, welche einen Spitzenwinkel von 90, 118, 120 oder 150 Grad aufweisen. Bohrer mit 60 Grad Spitzenwinkel ist recht unüblich ausser es handelt sich um ein Profilwerkzeug. Aus diesem Grund habe ich mich für Fasenwinkel 90 und 120 Grad entschieden.
Überleg mal: Was passiert mit einem 60 Grad angespitzten PTFE, wenn ich diesen auf eine 90- oder 120 Grad Fase einer Bohrung drücke?
Richtig - es entsteht ein Würgeeffekt, welcher den PTFE im Bereich der Fase verjüngen würde uns somit Probleme beim Durchlauf des Filaments vorprogrammiert wären.
Generell würde ich nicht alles auf die Goldwaage legen, was Prusa in div. Erklärungen preisgibt.
Im Bereich von Stützstrukturen muss immer manuel nachbearbeitet werden, da führt kein Weg dran vorbei. Aus diesem Grund versuche ich schon in der Konstruktionsphase diese zu vermeiden (keine Brücken und Überhänge usw...).
Im Laufe der Jahre haben sich da schon einige Tools zum Entfernen von Stützen angesammelt (zurechtgeschliffene Eisen und Feilen).
Zur Länge des PTFE. Einfach das Original messen und die Länge, welche ins hotend ragt addieren. Soviel ich noch im Kopf habe, müssten das 360mm sein (ohne Gewähr). https://www.bondtech.se/product/pipe-fittings-set-for-prusa-mini/
Zuerst lieber etwas länger abschneiden und anschl. Lade/Entladevorgang testen. Kürzer mach geht ja dann immer noch.
Viel Spaß beim Werkeln!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Aber die Fase des PTFE muß doch identisch zum Winkel im Heatbreake sein, d.h. wenn im Heatbrake ein 60°-Winkel ist, muß doch auch in den PTFE eine 60°-Fase geschnitten werden. Anderenfalls entsteht da doch eine Lücke oder es wird was gequetscht. Wenn also das E3D-Heatbreake eine 60°-Abschrägung innen hat, dann muß ich doch auch den PTFE auf 60° schneiden. Oder hat das E3D Heatbreake gar keine 60°-Schräge, sondern eine andere? Welche? Welchen Winkel hast du denn bei deinem Umbau in den PTFE geschnitten?
Auf die Angaben von Prusa muß man sich doch verlassen können? Die sind ja sehr präzise.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Hast Du den Spitzenwinkel der Bohrung gemessen?
Wie bereits oben erwähnt, 60 Grad ist recht unwahrscheinlich, auch wenn Prusa das so schreibt.
https://wiki.e3d-online.com/images/0/09/V6-175-BREAK.pdf
Wenn ich die unvollständig bemasste Zeichnung genauer betrachte, geht der Spitzen Gesamtwinkel für mich in Richtung 120 Grad.
Um sicher zu sein, müsste man das heatbreak halbieren und den Winkel optisch messen, was ich bereits gemacht habe (bei der E3D Edelstahlvariante). Leider ist bzgl. Spitzenwinkel nichts bemasst, weshalb die Werte von Herst. zu Herst. abweichen können.

Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Irgendwe blickt ich durch deine Winkelangaben noch nicht durch. Eine Außenfase kann doch nur unter 90° liegen, denn 90° wäre ja bereits ein rechtwinkliger Schnitt durch den Schlauch. Du sprichst aber von "Spitzenwinkel". Heißt das du mißt auf beiden Seiten, d.h. dann wären 120 ° Spitzenwinkel ja eigentlich eine 60°-Fase? Prusa mißt den 60°-Winkel in der Zeichnung ja ausgehend von der Querschnittsfläche, also nicht doppelt von der Spitze aus.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
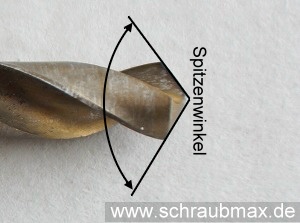
...wird bei Bohrwerkzeugen immer so angegeben. Ein HSS-Spiralbohrer Standard Spitzenwinkel = 118 Grad. Da wäre die 120 Grad Fase passend.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Eine Außenfase ist aber kein Bohrwerkzeug und wird doch eher so ( für uns relevant Variante 4) gemessen. Ich will ja keine Innenfase rein bohren, sondern eine Außenfase schneiden. Kein Wunder daß ich mit den Winkelangaben auf deinem PTFE-Tool nicht klar kam. Du solltest vielleicht bei deinem PTFE-Tool dazu schreiben, daß die Angaben abweichend von den Prusa-Angaben als Spitzenwinkel angegeben sind und nicht als Fasenwinkel. Also muß ich eine 60°-Fase schneiden, bei deinem PTFE-Tool aber die "120er" Markierung nehmen. Sehr vewirrend. Ich werde mir da wohl noch ein Schildchen drauf kleben mit dem Fasenwinkel zusätzlich zu dem Spitzenwinkel.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Du kannst das ja im PTFE Tool nach eigenen Vorstellungen beschriften. Spitzenwinkel ist für mich eindeutig und kann zu keinen Verwechslungen zwischen 30 und 60 Grad führen zumal die ganze Sache ja im Zusammenhang mit einer Bohrung im heatbreak steht. Eine Kante würde ich natürlich nach dem von Dir verlinkten Muster bemassen.
Ich hatte diesbzgl. noch keine Nachfragen, kann aber gerne den Spitzenwinkel im PTFE Tool vermerken.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Ergänzung eingefügt: https://www.printables.com/de/model/34035-ptfe-multitool
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Ergänzung eingefügt:
👍
Wenn man sich mit den Handwerker-Begriffen auskennt, ist das sicher eindeutig, aber als "nur Hobby-3D-User" führt das zu Verwechslungen, wenn man die Prusa-Zeichnung für den PTFE des E3D zu grunde legt. 😉
Dein Querschnitt vom Heatbreake ist sehr interessant. Diese Möglichkeit habe ich mangels dem passenden Werkzeug leider nicht.
Um die nötige Länge des Bowden zu ermitteln, werde ich mal bei abgeschraubtem Bowden die Filament-Laden-Funktion starten und dann stoppen bevor die Reinigung einsetzt. Ich hoffe damit dann die korrekte Bowdenlänge zu ermitteln, also messen wieviel Filament die Funktion raus schiebt. Pronterface habe ich installiert auf einem Raspberry.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
...wird bei Bohrwerkzeugen immer so angegeben. Ein HSS-Spiralbohrer Standard Spitzenwinkel = 118 Grad. Da wäre die 120 Grad Fase passend.
Einen rostigeren Bohrer hast nicht g´fund´n ? 😀 lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Den habe ich mir vom Schraubenmax ausgeliehen 😊
Meine HM Bohrer sehen etwas frischer aus 👍
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme bei vielen Retracts: Hotend-Umbau sinnvoll?
Das meiste habe ich inzwischen eingebaut (den zweiten Bauteillüfter habe ich erstmal noch weggelassen). Aber immer wenn man Teile übrig hat ist was verkehrt. 🤔
Wo kommen die in deiner Teileliste aufgeführten Schrauben "DIN 7991-M3x20" und "torx socket pan head M3x8" hin? In deiner Explosionszeichnung sehe ich zwar die Flachkopfschraube, aber dort wo du sie eingezeichnet hast ist doch gar kein Schraubloch?
Und wo kommt die Madenschraube "DIN 913-M3x5 hin? Die für den Thermistor ist es ja nicht, denn die ist zum einen beim E3D dabei und zum anderen auch kürzer.
Die Kabel habe ich erstmal provisorisch angeschlossen und den Deckel vom Boardgehäuse erstmal offen gelassen, denn ich habe festgestellt, daß das Kabel der Heizpatrone des E3D ein bischen zu kurz ist.
Nach dem Ausrichten der Achsen, Spannen des Riemens und justieren des SPINDA habe ich dann mal den Selbsttest laufen lassen. Zumindest hier gab es überall ein grünes Häkchen. 😊
Und sind die Schrauben für die kleine halbrunde Halterung des E3D nicht verkehrt herum? Wenn die Muttern rechts sind, muß man doch immer den kompletten Kopf zerlegen wenn man mal das Heatbreake reinigen will? Im eingebauten Zustand läßt sich das nämlich nicht aus dem Kühlkörper herausdrehen, da das Hotend gegen den Lüfterauslaß stößt und damit blockiert. Und beim heißen Festziehen der Düse verdrehte sich das Hotend etwas trotz Gegenkontern mit einem Schraubenschlüsel. Das war beim Original Prusa Hotend einfacher, denn da war das Heatbreake mit Madenschrauben im Kühlkörper festgeschraubt und konnte sich daher nicht verdrehen. Gibt es da einen Trick?