RE: Exakte Schlauch länge?
Ich habe zwar keinen Bondtech, aber ich habe einfach alle 3 Teilelängen summiert und den einen Schlauch dementsprechend abgelängt. Feinjustierungen in der Ladelänge lassen sich noch im Gcode (oder in der FW) vornhemen.
https://marlinfw.org/docs/gcode/M603.html
Der entsprechende FW Parameter -> FILAMENT_CHANGE_FAST_LOAD_LENGTH
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
pc4-m8
Falls jemand umbauen möchte auf die pc4-m8 Fittinge, ich habe welche über da ich die nur im 10er Pack bestellen konnte.
Kann sich gerne bei mir melden.


Gruss Danyel
Frage zu M92 E415
Bondtech extruder ist nun verbaut. Mir ist klar das den Start öde im slicer oder octoprint nun anpassen muss mit "M92 E415" Das ist auch kein Problem das bekomme ich hin. Aber was mir gerade in den Kopf kommt. Wie ist das eigentlich bei dem "erste Schicht kalibrieren" über das Menü vom Drucker. Da werden ja vorher keine esteps dann angepasst? Wie macht ihr das dann? Über octoprint und die Konsole? Bleiben die esteps gespeichert bis zum nächsten ausschalten?
Schick mal M503 über die Konsole an den Drucker!
Ja diese Werte sollten so lange im Mini aktiv bleiben (nachdem sie gesetzt wurden), bis der Mini das nächste mal stromlos gemacht wird, bzw. die Werte neu eingestellt werden.
Über die Konsole kannst Du das mit M503 überprüfen, da bekommst Du eine recht lange Liste an im Drucker hinterlegten Werten.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Frage zu M92 E415
Das M92 E415 fügst Du am Besten in den Slicer Startgcode ein. Die Funktion bleibt nur modal wirksam, wenn dies in der Firmware geändert wird. Bei Fremd-Gcode muss Du aufpassen und die Zeile händsich mit einem Texteditor am Programmanfang einfügen.
Sind die PC4-M8x1.25 Fittings "push through" Varianten? Die sind nämlich schwierig aufzutreiben und ich würde Dir die restlich verbliebenen (soviel Du halt hergibst) abkaufen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Problem beim Filament wechsel
Jetzt läuft soweit auch alles super gut nach kurzem einstellen.
Es gibt nur ein kleines problem und ich weis nicht wo dran das liegt.
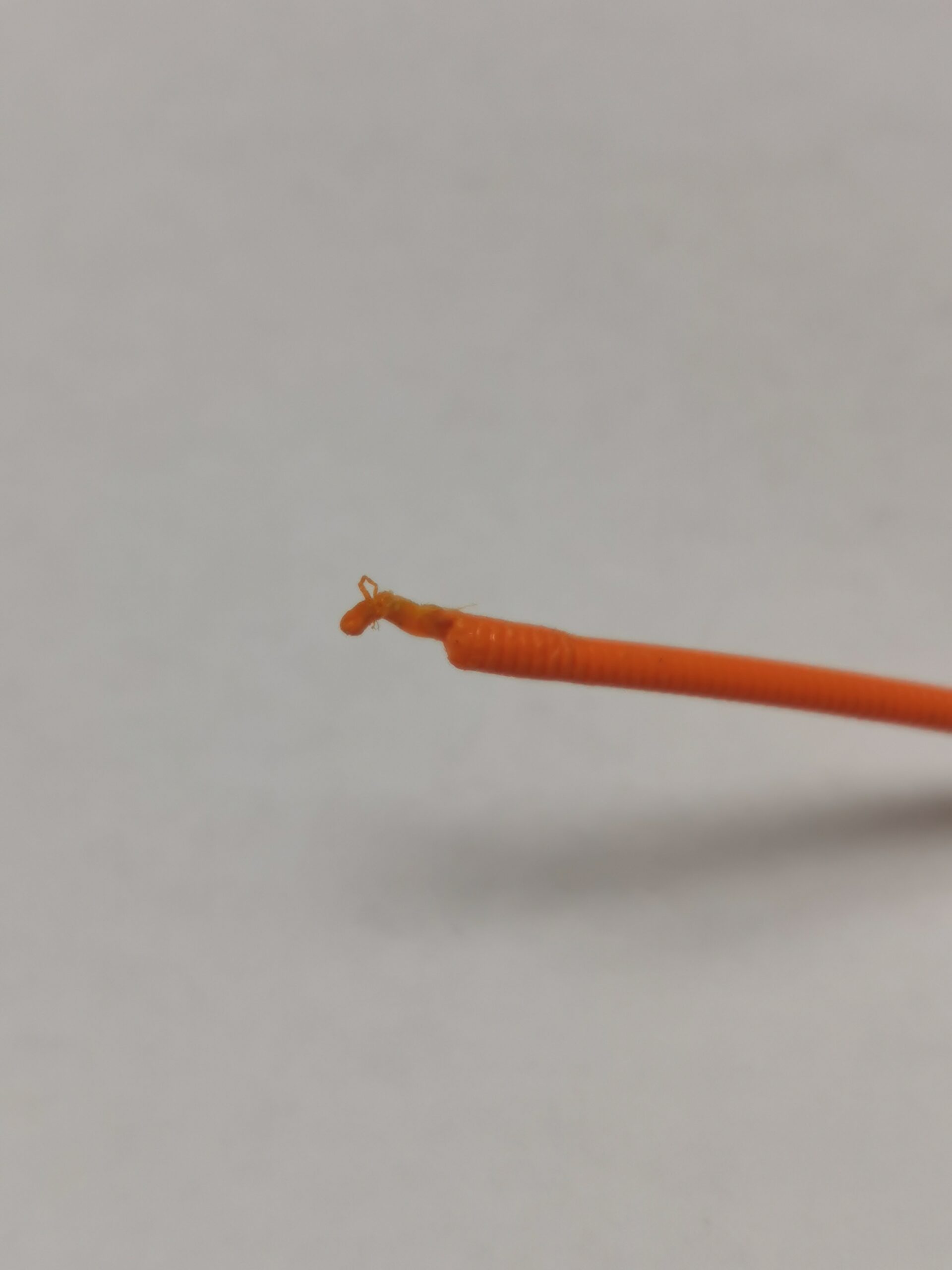
Wenn ich das Filament wechsel/entladen will dann macht er alles was er soll. Fördert das komplette Filament bis zum ende des Bondtechs das es nicht mehr in den Rollen ist sondern da eigentlich frei ist. Aber es hängt dann quasi am übergang zum PTFE Schlauch der aus dem Extruder raus kommt und zum Filament Sensor geht.
Erst wenn ich diesen Schlauch abziehe kann ich das filament mit kraft rausziehen.
Habt ihr das evtl auch gehabt und eine Lösung dafür?
Gruss Danyel
RE: Problem beim Filament wechsel
Das liegt an der unförmigen Filamentspitze. Man kann im Slicer entweder an den Ramming Parametern schrauben oder ein Filament Entladescript selber gestalten (schnellen vor- und zurückziehen in der heißen Zone und einige male in der kalten Zone durch auf und ab bewegen die Spitze formen). Da die Spitze aber nicht immer "gelingt" (materialabhängig), habe ich alle PTFE Schläuche mit PC4 Kupplungen versehen, damit es mir nicht immer die Schläuche aus der Verankerung reißt, wenn das Filament mal etwas schwerer zu entfernen ist. Wie ich bereits schrieb, habe ich alle Schlauchverbindungen des Mini mit PC4 Kupplungen ausgestattet, auch im Bereich des Filamentsensors. Dazu habe ich das originale Sensorgehäuse des Mini leicht abgeändert.
Falls es Dich interessiert, kann ich gerne Daten bereitstellen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
übergang extruder
Das Problem liegt im Übergang vom Extruder in den PTFE Schlauch.
Zwei Anschlüsse hab ich ja schon getausch gegen pc4-m8 Fittinge aber am Extruder eingang vom Bondtech wird das nicht so einfach gehen wie es aussieht denke ich.
Aber deine Änderungen würden mich sehr interessieren.
Gruss Danyel
ER: übergang extruder
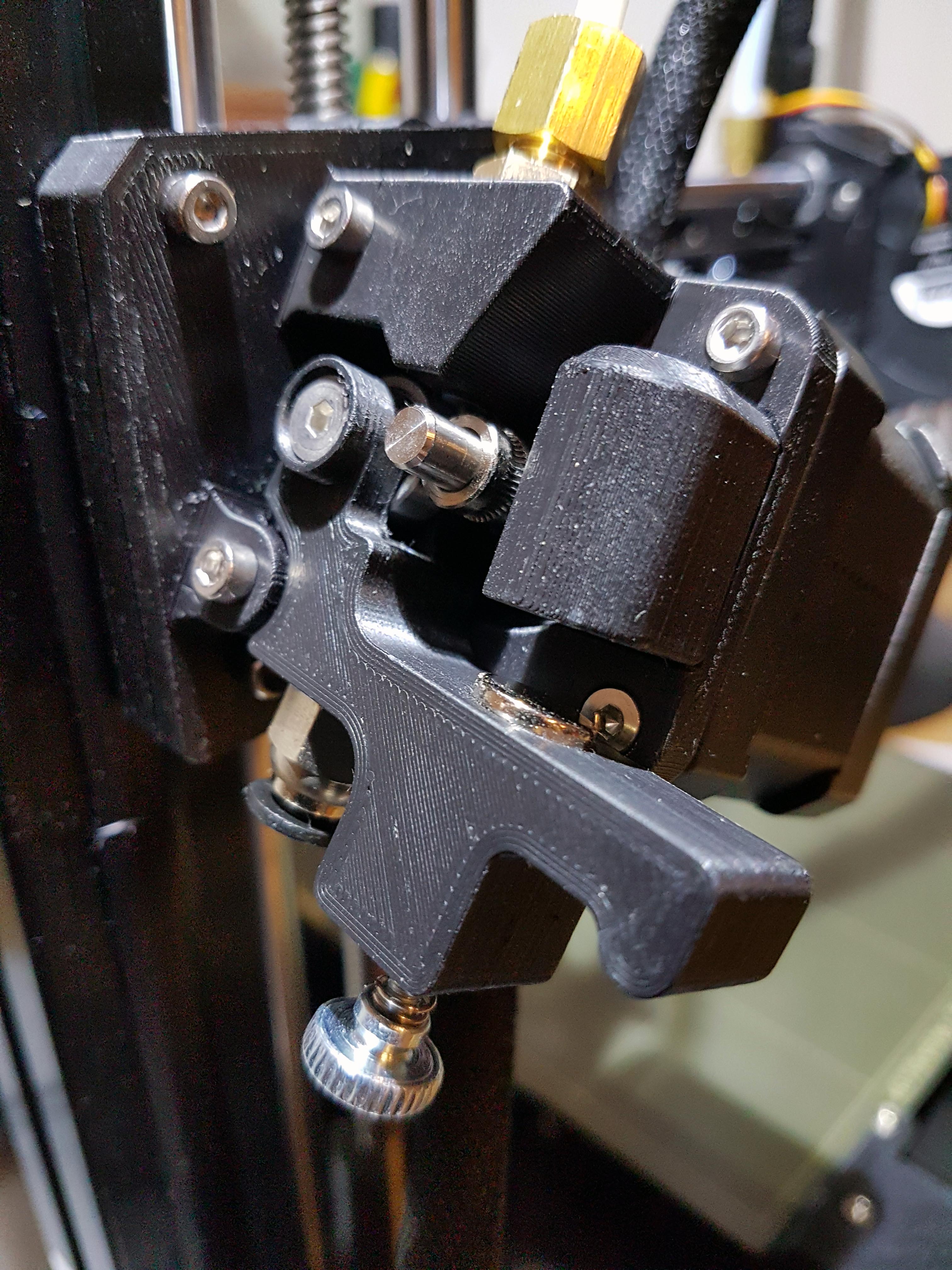
Ich habe mir einen eigenen Extruder mit integriertem Filamentsensor gebaut. Zur Bondtech Variante habe ich keine Details. Man muss nur darauf achten, dass man das ganze Innenleben möglichst nahtlos hinbekommt. Aus diesem Grund habe ich zur "Einschlauchlösung" inkl. PC4 Kupplungen gegriffen.
Den Extruder habe ich auf diese Basis aufgebaut:

Das obere Fitting im Bild wurde durch eine PC4 Variante ersetzt.
läuft, läuft, läuft......
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
läuft jetzt
Ich habe jetzt den PTFE Schlauch vom Fillamentsensor zum Extruder auf der Seite vom Extruder mit einem kleinen Bohrer eine innenphase dran gemacht nun kann sich da beim raus ziehen nix so schnell verhaken.
Ich muss dass jetzt mal ein Wenig beobachten.
Länge PTFE Tube
Hallo karl-herbert,
ich habe meinen Mini jetzt komplett zerlegt und diverse Teile getauscht. Neue Wellen, Lager, neue gedruckte Teile usw. Dabei habe ich auch das Upgrade für den Filamentsensor von Bondtech mit verbaut (Bondtech integriert den Filamentsensor nun in den Feeder). Wie lange muss nun der Schlauch sein, wenn ich vom Feeder in einem Stück direkt bis an das Ende der Heatbreak muss? Ich würde jetzt vermuten, das man eine Gesamtlänge von 320mm braucht, weil das auch das Maß ist was wohl in der Firmware berücksichtig wird.
Oder liege ich falsch?
Es müssten ja einmal 275mm (vom Feeder zum Hotend) plus die 25mm (in der Heatbrak) sein, also 300mm insgesamt. Da ich aber die Pushfittings sowohl am Feeder als auch am Hotende habe, muss ja vermutlich was dazu addiert werden.
@richard-alpert
Du kannst den PTFE natürlich beliebig ablängen. Nur sollte im gcode das Estepkommando vor dem Längenabgleich ausgeführt werden.
Wie auch immer - ich habe es über die Firmware gelöst und muss mir da keine Gedanken mehr machen und bin unabhängig vom eingesetzten Slicer. Für mich fühlt es sich sonst irgenwie halbfertig an. Es gibt eben Pro und Contras, wahrscheinlich wesentlich mehr Pros warum sich Prusa für diesen Weg entschieden hat.
Schöne Grüße,
Karl
Prusa MK3s /wFilamentSensor /wSuperPINDA
Prusa Mini /wFilamentSensor /wSuperPINDA
MMU2S (nicht in Betrieb)
AW: Länge PTFE Tube
Hi Richard,
ich habe bei mir vor 2 Wochen auch die Pushfittings verbaut und habe die 3 Einzel PTFE´s hintereinander gelegt und mir dann auf die Länge einen PTFE gekürzt und verbaut. Muss man da echt die Länge berechnen? Ich habe in der Zwischenzeit schon wieder einige Sachen gedruckt und die sehen ganz gut aus. Noch zur Info, ich habe noch den originalen Extruder verbaut.
Viele Grüße,
Christian
Ptfe
Mit dem Originalen Setup habe ich mit dem PTFE Schlauch bis zum Heatbreak keine guten Erfahrungen gemacht. Oder hast du auf E3d ungebaut?
Mein Mini läuft mit Pushfitting am Extruder, Heatbreak kurzer Schlauch aber Capricorn, danach gedruckter Adapter und Pushfitting.
RE: Länge PTFE
Hi Richard,
ich habe bei mir vor 2 Wochen auch die Pushfittings verbaut und habe die 3 Einzel PTFE´s hintereinander gelegt und mir dann auf die Länge einen PTFE gekürzt und verbaut. Muss man da echt die Länge berechnen? Ich habe in der Zwischenzeit schon wieder einige Sachen gedruckt und die sehen ganz gut aus. Noch zur Info, ich habe noch den originalen Extruder verbaut.
Viele Grüße,
Christian
Die Länge ist nur für das Filament laden/entladen relevant. Ist der PTFE zu kurz rammt es beim Filamentwechsel mit voller Geschwindigkeit in die Düse. Zu er zu lang ist must du vieleicht 2x Reinigen bis das Material durch die Düse ist.
Auf den Millimeter kommt es da nicht an 😉
So kurz dass die Bewegungsfreiheit eingeschränkt ist darf der PTFE Schlauch natürlich nicht sein.
Wenn du die Schläuche zusammengelegt hast musst du noch den internen Abstand der originalen Fittings dazurechnen. 😉
Titel
Ich habe den blauen Capricorn Schlauch auserkoren, einen E3D habe ich nicht, das ist noch das Werksseitige Hotend. Ich denke ich nehme einfach die 320mm, was zuviel ist kann ja noch weg geschnippelt werden.
Prusa MK3s /wFilamentSensor /wSuperPINDA
Prusa Mini /wFilamentSensor /wSuperPINDA
MMU2S (nicht in Betrieb)
Länge
Nach meiner Rechnung muss der Schlauch 343,5mm lang sein.
43,4+275+15+10
Hotend/Bowden/Exdruder/Zwischenraum Fitting original Prusa
Im Extruder ist auch ein PTFE? Ist damit das kurze Stück auf der Filament Einlaßseite gemeint? Ich hab nur das lange Stück und das kurze im Hotend in Erinnerung.
Prusa MK3s /wFilamentSensor /wSuperPINDA
Prusa Mini /wFilamentSensor /wSuperPINDA
MMU2S (nicht in Betrieb)
.
Zumindest im originalen 😉
https://help.prusa3d.com/en/guide/how-to-trim-ptfe-tube-original-prusa-printers_22424
Sorry wenn ich mich jetzt dämlich anstelle aber ich stehe auf dem Schlauch. Aber wäre eigentlich nicht das Maß vom Extruder-Auslass bis zum tiefsten Punkt im Hotend das relevante Maß? Das kurze Nubisstück vom Extruder Einlass, also da wo das Filament zuerst eingeführt wird, das müsste doch keine gravierende Rolle spielen? Oder hat es was mit diesem "Ramping (oder Ramming?) zu tun?
Prusa MK3s /wFilamentSensor /wSuperPINDA
Prusa Mini /wFilamentSensor /wSuperPINDA
MMU2S (nicht in Betrieb)
.
Das Maß vom Extruderritzel bis Hotend ist maßgeblich.
Wie oben bereits beschrieben schiebt es sonst beim Filament einführen mit voller Leistung in die Düse.
Ob es wegen 15mm schon so ist kann ich dir nicht sagen.
Außerdem sollte der Druckkopf an der extremsten Position nicht durch den Schlauch behindert werden.