Druck Qualität miserabel
Hallo leute 🙂
Ich bin seit längerer Zeit ein Nutzer von einem Prusa MK3s und nun habe ich zusätzlich noch 2 Prusa Mini+ bekommen.
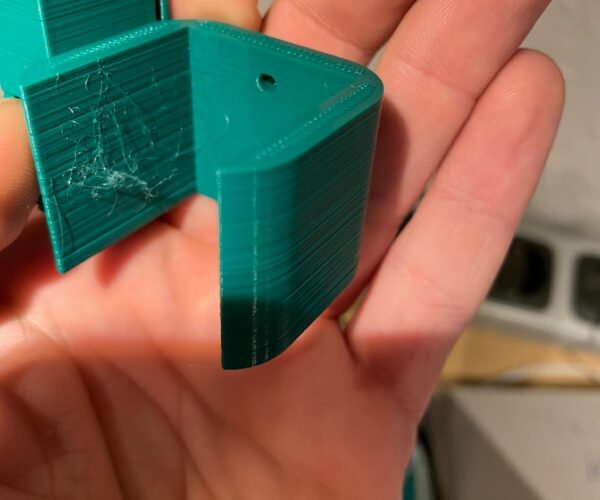
Nun zu meinem Problem... Meine Drucke sehen einfach nur mehr als schlecht aus. Ich habe schon einen Bondtechclone verbaut sowie Original Bondtech Heatbrakes doch alles bringt keinen Erfolg. Die Steps für die neuen Extruder habe ich eingestellt: 415steps.
Ich habe achsen geprüft das alles gerade ist und die Riemenspannung mit dem Spannungsprüfer überprüft und alles ist i.o. Ich habe mit sämtlichen Druckeinstellungen im Slicer gespielt : Temperatur Höher, Temperatur niedrieger, Flow Kalibriert, Retract länge und Speed... alles hat nichts gebracht und langsam bin ich wirklich Ratlos.
Mit meinem MK3s habe keinerlei Probleme und die Qualität is 150% besser wie von den Minis.
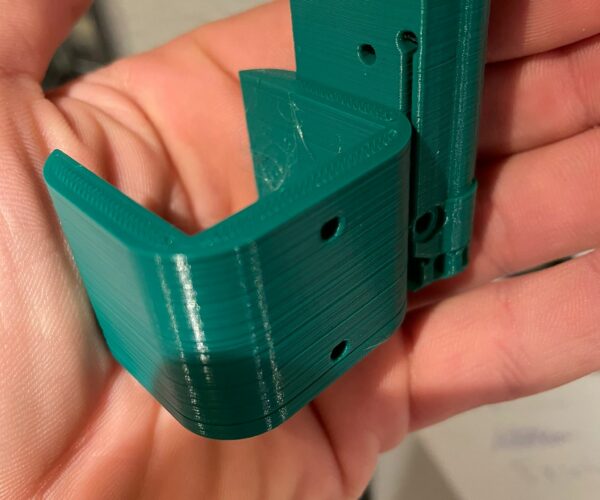
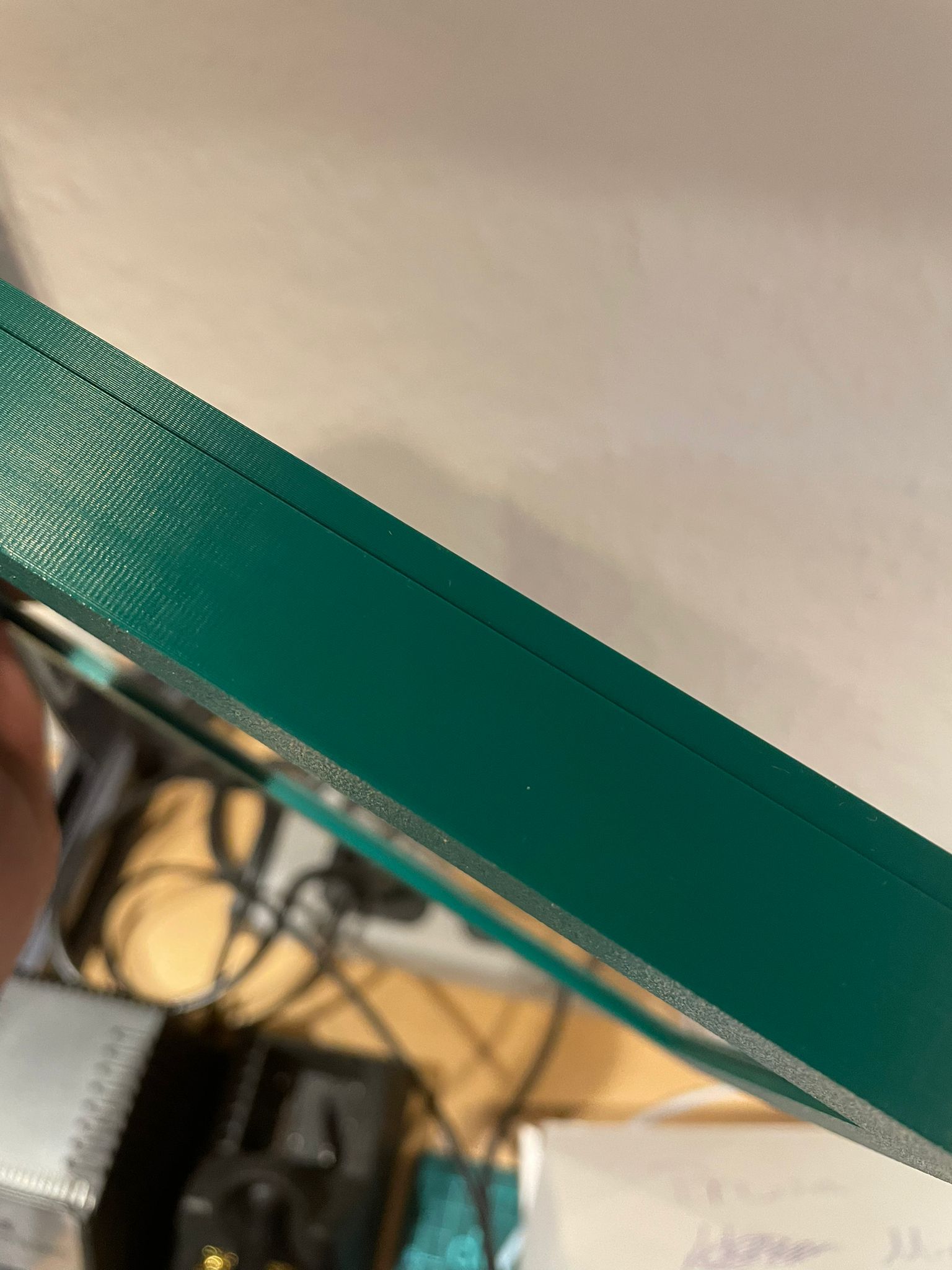
Hier mal ein Paar Bilder:
Material: PLA von 3Djake
212°c Hotend
60°C Heizbett,
Flow wurde Kalibriert das 0,45 Wandstärke ist wie im Prusa leitfaden und dadurch ergab sich ein EM von : 1.04
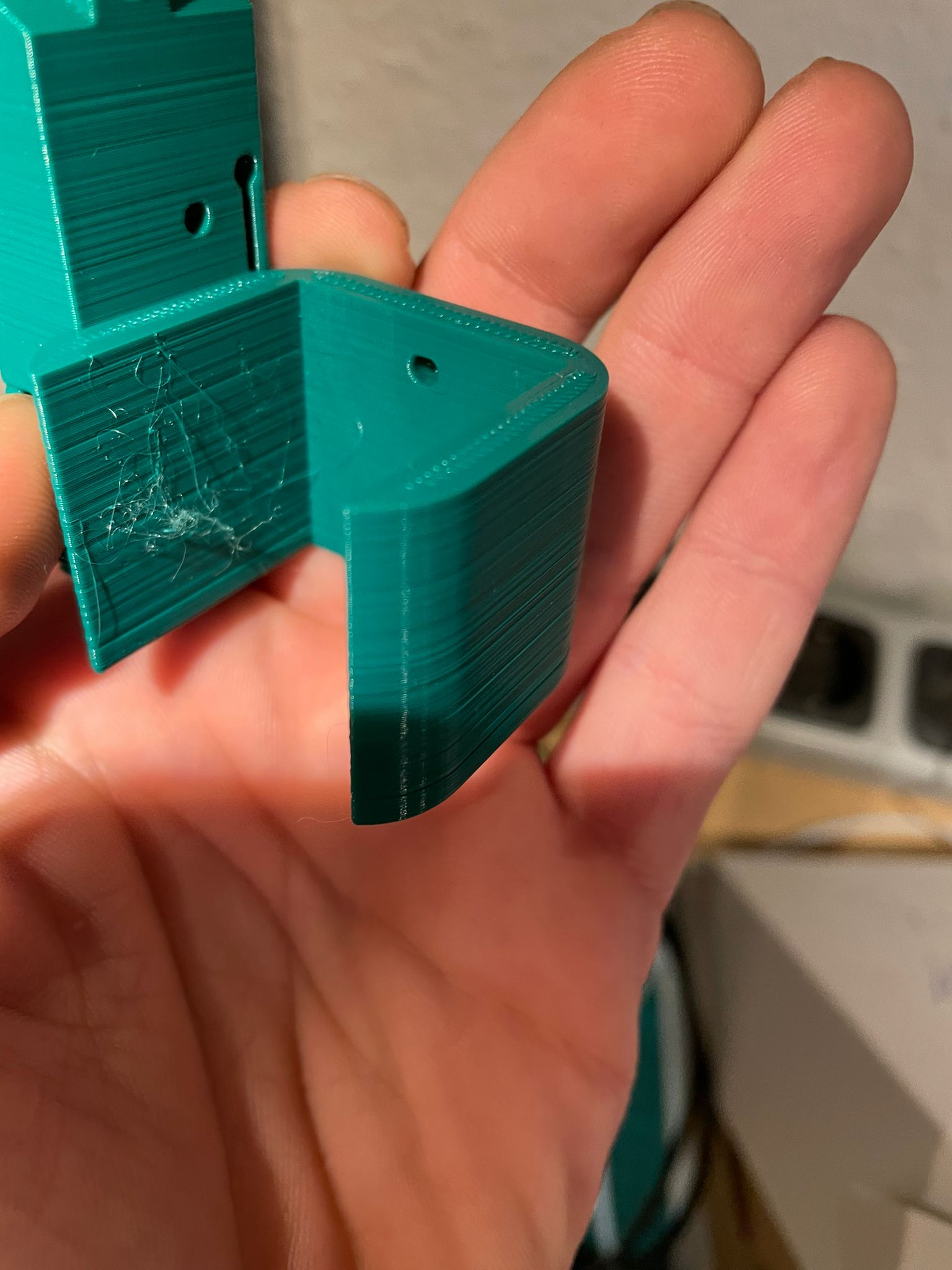

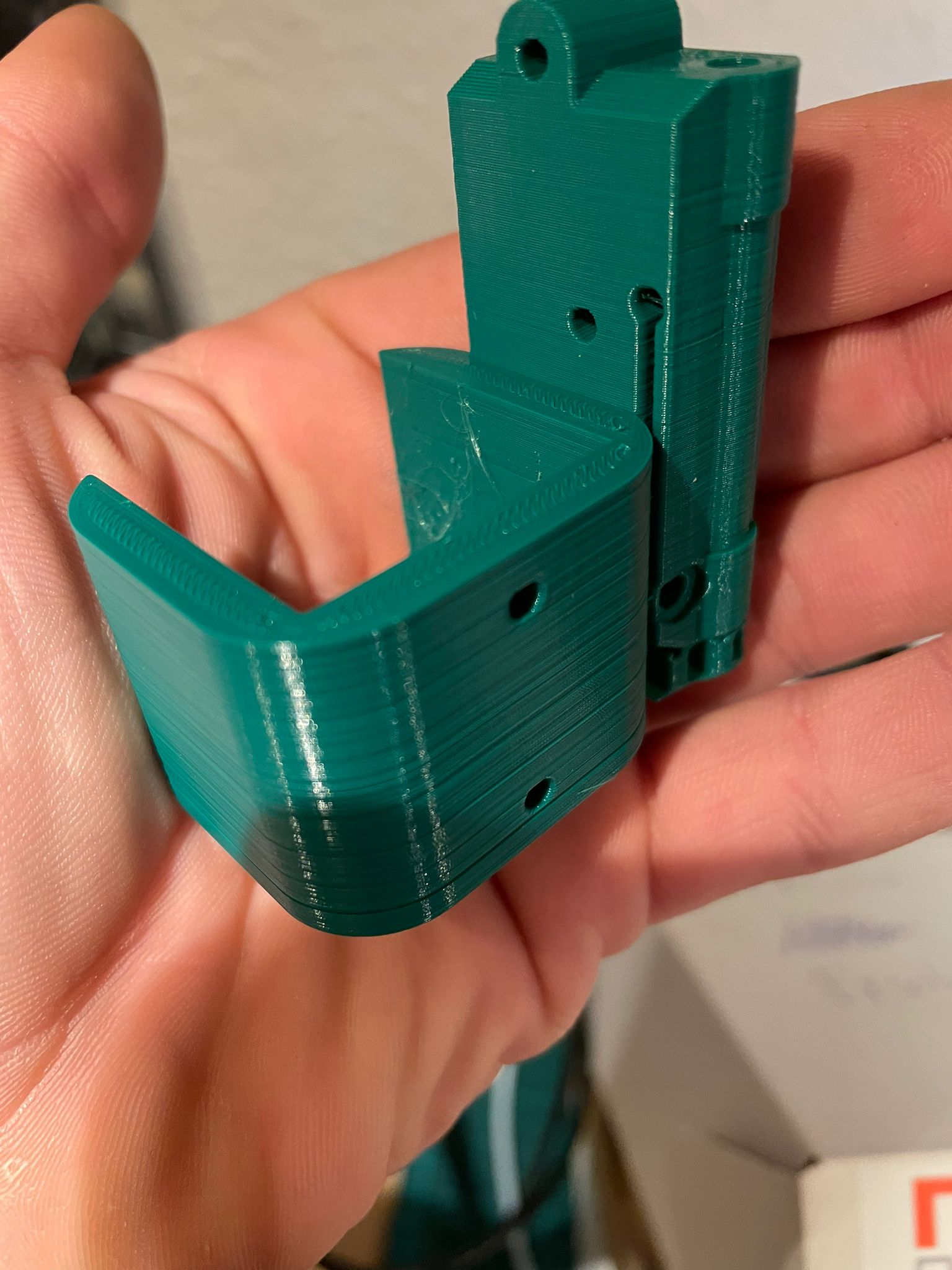
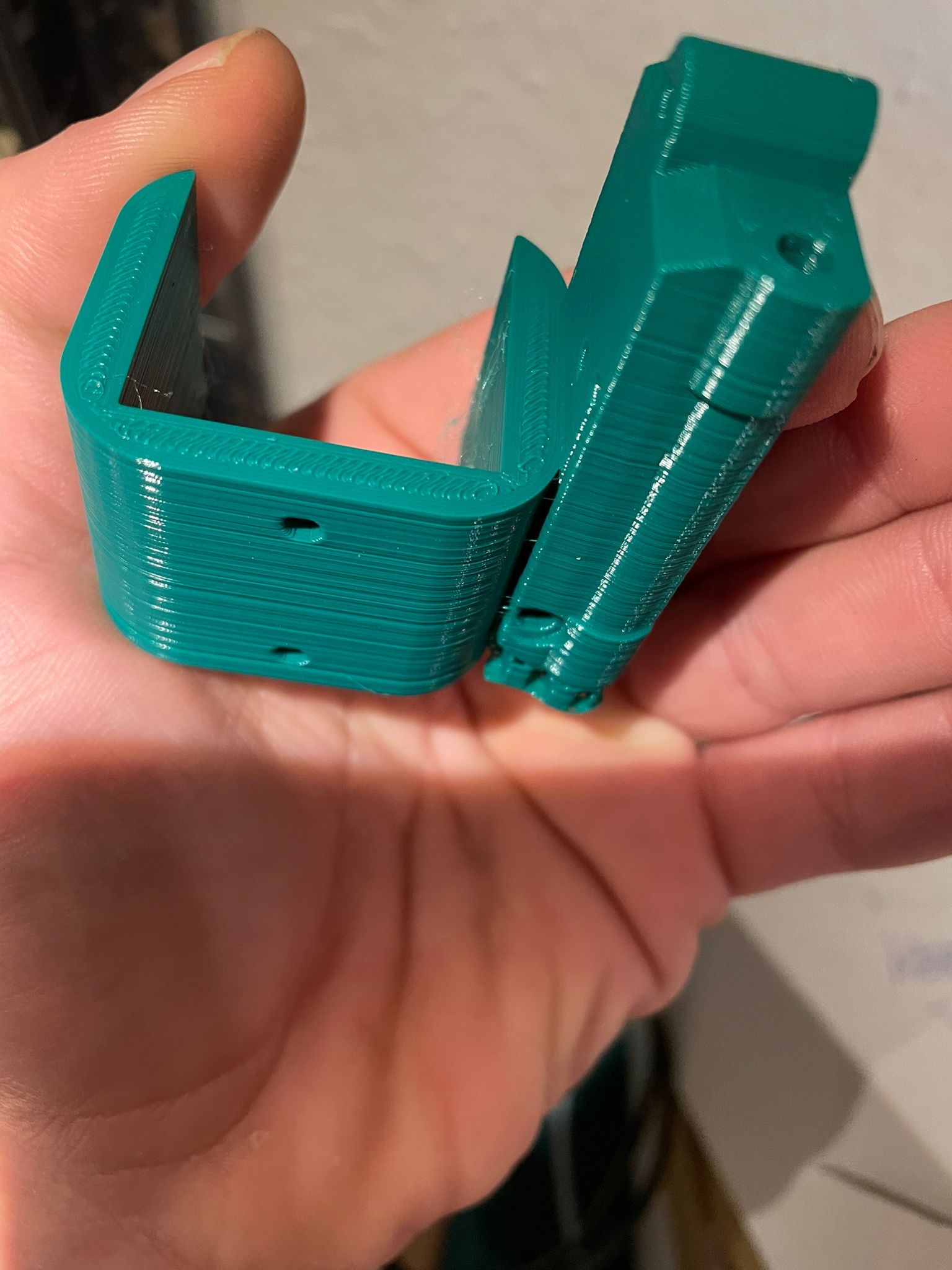
Schaut seltsam aus.
Hallo leute 🙂
Ich bin seit längerer Zeit ein Nutzer von einem Prusa MK3s und nun habe ich zusätzlich noch 2 Prusa Mini+ bekommen.
Nun zu meinem Problem... Meine Drucke sehen einfach nur mehr als schlecht aus. Ich habe schon einen Bondtechclone verbaut sowie Original Bondtech Heatbrakes doch alles bringt keinen Erfolg. Die Steps für die neuen Extruder habe ich eingestellt: 415steps.
Ich habe achsen geprüft das alles gerade ist und die Riemenspannung mit dem Spannungsprüfer überprüft und alles ist i.o. Ich habe mit sämtlichen Druckeinstellungen im Slicer gespielt : Temperatur Höher, Temperatur niedrieger, Flow Kalibriert, Retract länge und Speed... alles hat nichts gebracht und langsam bin ich wirklich Ratlos.
Mit meinem MK3s habe keinerlei Probleme und die Qualität is 150% besser wie von den Minis.
Hier mal ein Paar Bilder:
Material: PLA von 3Djake
212°c Hotend
60°C Heizbett,
Flow wurde Kalibriert das 0,45 Wandstärke ist wie im Prusa leitfaden und dadurch ergab sich ein EM von : 1.04

Vorab: Ich werde wahrscheinlich nicht viel beitragen können. Besonders nicht bei den Änderungen.
Ohne Deine Ausführungen hätte ich bei dem Druckbild aber sofort auf PET und zu kalt gedruckt getippt. Ich hätte nicht gedacht das PLA so viel Stringing und "Oberflächenungenauigkeiten" mit sich bringt. Das schaut alles irgendwie aus als würde der Mini nicht sauber positionieren, und als wenn der Flow nicht konstant wäre. Wie schaut es denn mit anderem Filament aus? Druckt sich das auch so schlecht?
Ich selbst bin von den 3djake Filamenten nicht so richtig überzeugt. Aktuell drucke ich noch Stellfüße aus NiceAbs, aber so richtig geil ist das nicht. Und ich habe auch schon viel experiementieren müssen mit den Einstellungen um eine saubere Layerhaftung zu realisieren. Ich habs mittlerweile im Griff, aber das kenne ich von Anderen besser. Ich drucke das allerdings mit einen MK3 mit MMU2s, nicht mit einem Mini.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Druck Qualität miserabel
Ich würde den Extrusionsfaktor von den theoretischen 1.04 mal auf 0.95 senken (und weiter testen). Stichwort Überextrusion.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Ich werfe noch FEUCHT
ins Spiel - so viel Stringing bei PLA habe ich erst einmal gehabt - und das war ein weißes PLA von Prusa (kein Prusament). Bei mir konnte es damals mit Trocknung behoben werden.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
Schaut seltsam aus.
Auf meinem Prusa Mk3s läuft das filament einwandfrei 

@ Karl-Herbert
Habe ich auch schon probiert ohne Erfolg
Ich würde den Extrusionsfaktor von den theoretischen 1.04 mal auf 0.95 senken (und weiter testen). Stichwort Überextrusion.
Schöne Grüße,
Karl
Streich meinen Kommentar von wegen feucht - dann dürfte es ja am MK3 auch nicht heben
Dann probier tatsächlich im gleichen Druck am Mini den Flow nach und nach minimal zu reduzieren. Und beobachte dabei das Bild der Oberfläche.
Gemessen hast Du das mit den Steps am Extruder auch? Also 100 mm eingezogen waren dann auch wirklich 100 mm die sich der Extruder gegönnt hat?
Sehr spannend, lg,
Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Druck Qualität miserabel
Du kannst mit dem EF schon mal runtergehen auf z.B. 0.85. Evtl. liegt dem ja auch eine Hotend-Verunreinigung, leichte Verstopfung oder unregelmässiger Filamenttransport (Extruder) zugrunde. Du wärest nicht der Erste, der mit Hotend- oder Extruderproblemen am Mini zu kämpfen hat. Das wurde/wird im Forum relativ häufig diskutiert.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Druck Qualität miserabel
Meine Drucke sehen einfach nur mehr als schlecht aus. Ich habe schon einen Bondtechclone verbaut sowie Original Bondtech Heatbrakes doch alles bringt keinen Erfolg. Die Steps für die neuen Extruder habe ich eingestellt: 415steps.
Ich habe achsen geprüft das alles gerade ist und die Riemenspannung mit dem Spannungsprüfer überprüft und alles ist i.o. Ich habe mit sämtlichen Druckeinstellungen im Slicer gespielt : Temperatur Höher, Temperatur niedrieger, Flow Kalibriert, Retract länge und Speed... alles hat nichts gebracht und langsam bin ich wirklich Ratlos.
Das bringt doch alles nichts, solange du nicht weißt was die Ursache ist.
Lass den Drucker und die Settings erst einmal so wie sie sind und drucke damit den XYZ Kalibrations-Würfel aus.
Anhand von dem ausgedruckten Würfel siehst du dann, ob die einzelnen Bahnen gleichmäßig an der X und Y versetzt sind(nach innen oder außen) oder nur an einer Seite, X oder Y. Sind immer X und Y gleichermaßen betroffen, dann wäre der Fehler am E oder Z Stepper, bzw. Z-Achse zu suchen.
Filament Reste in der Spindel zb. von Stringing können die POM Mutter zum Klemmen bringen, oder Schrittverluste, lockeres Ritzel oder wie schon erwähnt zu kalt gedruckt (E Stepper kann das Filament nicht schnell genug fördern).
Wenn der Fehler nur auf einer Seite auftritt X oder Y, dann ist an der entsprechenden Seite der Fehler zu suchen, Stepper Schrittverlust, Ritzel locker oder läuft unrund , Filament Reste im Zahnriemen, Lagerschaden, etc.
LG Andi
Druck Qualität miserabel
Wenn der Fehler nur auf einer Seite auftritt X oder Y, dann ist an der jeweils gegenteiligen Seite der Fehler zu suchen, Stepper Schrittverlust, Ritzel locker oder läuft unrund , Filament Reste im Zahnriemen, Lagerschaden, etc.
SRY, keine Ahnung warum ich meinen Artikel nicht editieren kann.
RE: Druck Qualität miserabel
Prusa läßt Dir zum Editieren bzw. Ausbessern oder Korrigieren eines veröffentlichten Beitrags lediglich einige Minuten (meines Wissens 5 Minuten) Zeit. Danach ist Dein Beitrag in seiner bestehenden Forn im Forum "verewigt", d.h. läßt sich nicht mehr editieren. Da müsstest Du Dich dann an eine/n ModeratorIn oder AdministratorIn wenden.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Update!
Hallo ihr Schmelzer 🙂
Nach zwei Tagen kontakt mit dem Support von Prusa und etlichen Fehlersuchen und Anweisungen von den Support Mitarbeitern ergab keine Lösung.
Die Support Mitarbeiter haben mich gebeten den Mini wieder den Original Extruder und Heatbrake zu verbauen und genau allen anweisungen beim einbau zu folgen und zusätlich den PTFE und die Nozzel getauscht jedoch hat dies alles nicht zum erfolg geführt.
Sie können den Fehler auch nicht Finden und schicken mir jetzt zum testen ein neues zusammengebautes hotend 🤨. Das wird aber glaube ich nicht meine Fehler beheben denn Heatbrake war neu und Düse auch und mehr ist an so einem Hotend nicht dran außer ein Kühlkörper sowie ein Thermistor und eine Heizpatrone 🧐. Zumal ich das selbe Problem mit beiden Prusa mini habe kann ich mir nicht vorstellen das ein neues Hotend all meine Probleme löst 🙄 da muss ich schon schmunzeln und der MK3s Druck fröhlich jeden tag vor sich hin ohne nur einen Fehler.
Ich bin ehrlich ich glaube es liegt einfach an den Minis, wenn ich könnte würde ich beide zurückgeben und mir dann lieber noch ein MK3s+ holen... denn ich denke ich werde glaube ich nie glücklich mit den Minis und davon mal abgesehen finde ich es schon merkwürdig das sehr sehr viele leute Probleme mit den Minis haben und das überhaupt dann so ein Drucker verkauft wird der einfach mit Probleme übersät finde ich eigentlich schon ein unding. Ich meine 420 Euro da kann ich auch einen Ender 3v2 kaufen der läuft besser 😤. Bei dem ding hat meiner meinung nach Prusa ein bisschen versagt.
RE: Update!
Und wenn alles nichts nutzt, kannst Du alternativ immer noch ein Prusa MK3 Hotend verbauen. Das war übrigens die erste Modifikation an meinem Mini und der druckt ähnlich gut wie der MK3. Der Aufwand ist nicht allzu groß und die Preise für die Komponenten sind erschwinglich. Wer das machen möchte - einen link zu den Daten kann ich gerne per PN zukommen lassen. An der FW muss man nichts ändern, evtl. am Slicer leichte Anpassungen bzgl. Temperaturen und EF durchführen. Ich weiß - ist nicht jedermanns Sache, aber manchmal muss man andere Wege beschreiten.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Re: Update
Wie verhält es sich den mit dem einarmigen Banditen 😀 nicht ein bissschen Schwer?
Das wäre sehr nett von dir wenn du mir das zukommen lassen könntest 🙂
Liebe Grüße
Dennis
Re: Update
Zum einarmigen Banditen:


ist gewichtmässig ähnlich der Originalkonstruktion. Aussehen würde das Ganze in etwa so:
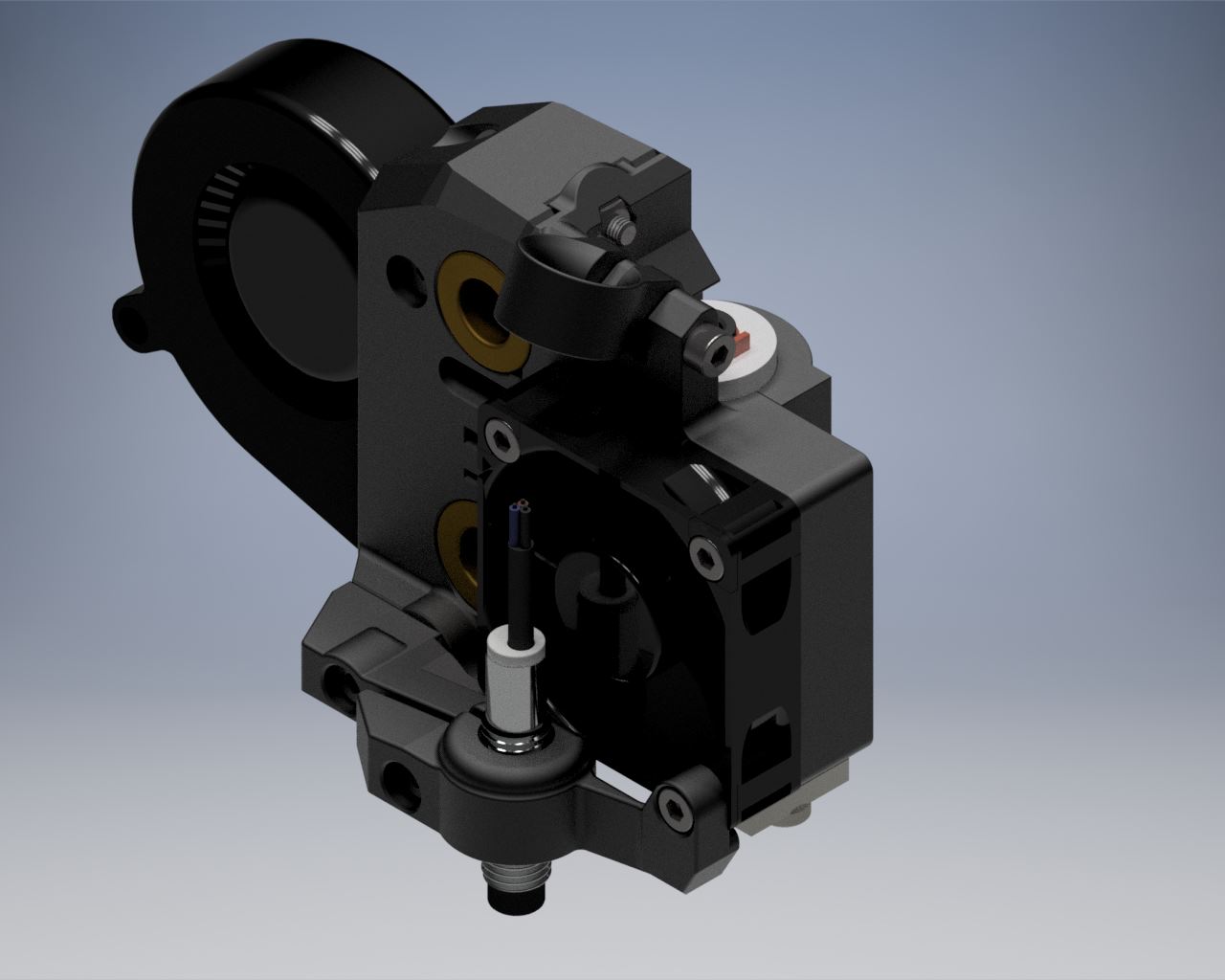

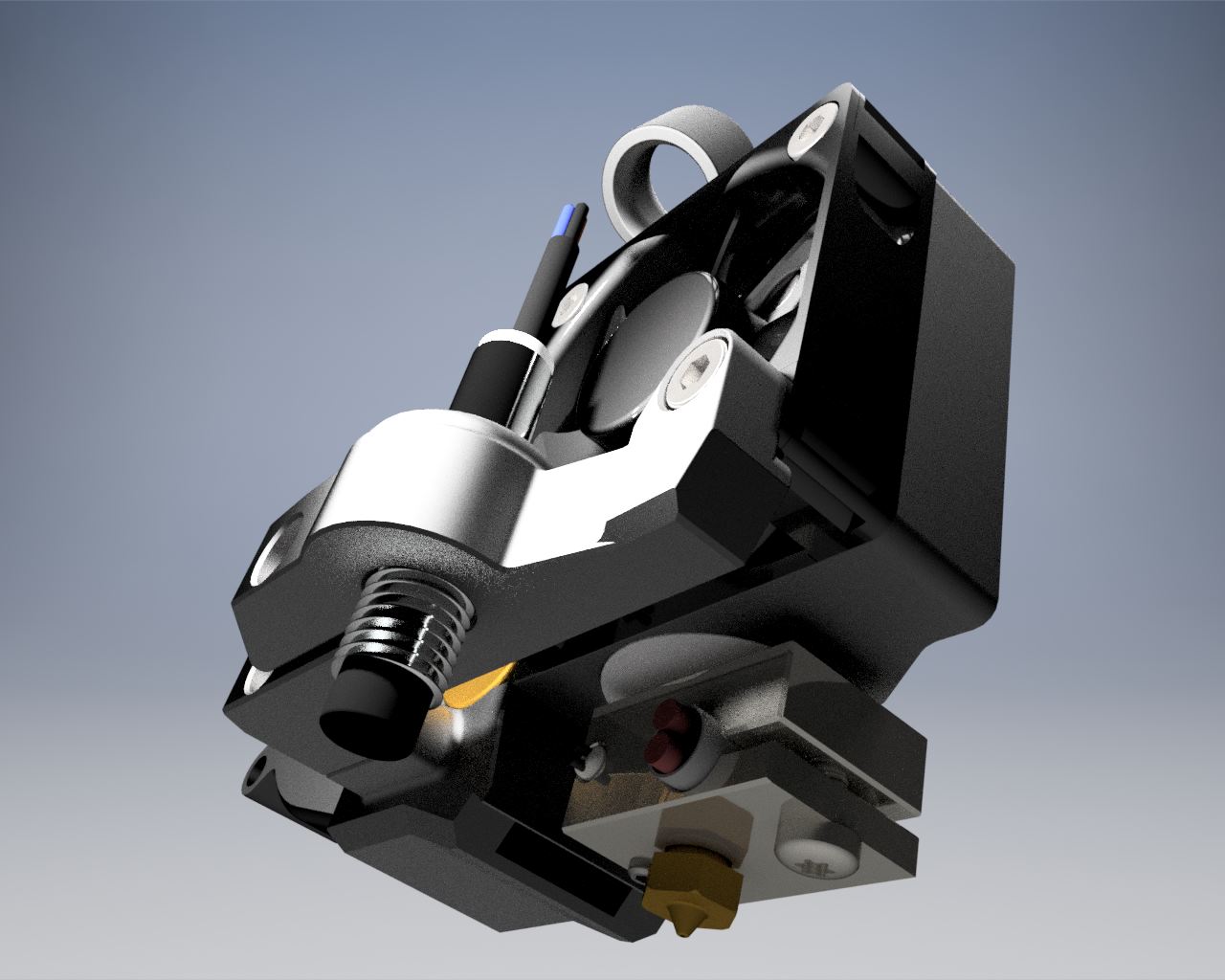
(ohne zusätzlichen Frontlüfter).
PN folgt!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Einarmiger Bandit 💪
Zum einarmigen Banditen:
Heeyy, was hast den da für ein schönes Trumm 🤩?!
RE: Einarmiger Bandit 💪
Alt Bewährtes vom MK3 auf den Mini adaptiert - MK3 Heatsink, Titanheatbreak und vernickelter Kupferheizblock. Dazu am Hotend und Extruder PC4/M8x1.25 push through Kupplungen montiert (nachdem mir bei den originalen Quetschverbindungen einigemale der PTFE während dem Druck "entwichen" ist).
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Einarmiger Bandit 💪
Alt Bewährtes vom MK3 auf den Mini adaptiert - MK3 Heatsink, Titanheatbreak und vernickelter Kupferheizblock. Dazu am Hotend und Extruder PC4/M8x1.25 push through Kupplungen montiert
Danke für die Info, gefällt mir sehr gut.
RE: Einarmiger Bandit 💪
Hi,
ein solches Druckbild, kenn ich auch von Formfutura von deren ReForm PLA Filament. Das war recht "feucht" und man konnte es nur bei 195 Grad drucken.
wie sieht es bei dir aus? Wie viel zeit liegt zwischen den Drucken vom mk3 zum Mini? zwecks nassem Filament? Evtl mal einen Temptower drucken? vllt ist die gemessene Temperatur beim mk3 eine andere wie beim mini?
vllt ist es ja nur so ein banales Thema
Gruß