Versatzproblem
Hallo,
ich habe leider immer wieder mal Probleme mit dem Versatz von Layern. Immer wieder darum, weil ich diese nicht immer habe. Das Bild zeigt einen Becher, welcher ca. die Größe einer Kaffee-Tasse hat. Bis auf den Versatz hat der Druck eine wunderbare Gleichmäßigkeit.
Wie man im Bild oben sieht, befinden sich Bohrungen im Objekt und genau dort, wo diese Bohrungen beginnen, springt der Versatz etwas raus (würde mal sagen ca. 0,4 bis 0,5mm). Dieses Problem habe ich auch manchmal bei Boxen, wenn die untere Platte fertig ist und die Wände beginnen.
Am Drucker kann es eigentlich nicht liegen, da es wie gesagt nur an bestimmten Stellen passiert. Also kann es nur an den Einstellungen liegen. Leider bin ich noch nicht drauf gekommen was der wirkliche Grund dafür ist. Laut Temp-Tower drucke ich mit der optimalen Temperatur (aktuell 240°C), die Geschwindigkeit liegt bei 60mm/s und die Wände drucke ich mit 20/25mm/s.
Der Versatz geht rund um das Model (gleichmäßig). Ich habe mich schon mit der Düsen und Brett-Temperatur gespielt, Wandstärke erhöht und reduziert, Druckgeschwindigkeit reduziert und erhöht, frisch ausgepackte Rolle Prusament (ohne und mit einer Trocknung), usw. leider alles ohne Erfolg.
Im Slicer ist kein Versatz zu sehen, sonst hätte ich gesagt Fusion360 ist daran schuld 😊
Hat vl noch jemand eine Idee in welche Richtung ich noch oder nochmals testen könnte?
vg und schöne Feiertage an alle!
Edit: sorry, Material ist PETG
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Versatzproblem
Versuch mal die variable Schichthöhe zu verwenden. Auch wenn die Abstände eigentlich genau aufgehen sollten, scheint der Prusaslicer immer irgendeine Abweichung an der Bodenschicht zu erzeugen. Die variable Schichthöhe sollte das kompensieren.
RE: Versatzproblem
Versuch mal die variable Schichthöhe zu verwenden.
oh, ok das werde ich beim nächsten Druck versuchen. Die Schichthöhe dreht der Slicer jedenfalls schon mal runter, wo die Bohrungen beginnen.
Danke für den Tipp !
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Versatzproblem
@manfred
Hallo,
konntest du dein Problem mit dem Versatz beheben?
Grüße
Lukas
RE: Versatzproblem
@manfred
Hallo,
konntest du dein Problem mit dem Versatz beheben?
Grüße
Lukas
leider nein. variable Schichthöhen haben auch nicht geholfen. Werde diese Tests bei Gelegenheit nochmals durchführen, weil das Verhalten für mich nicht logisch ist. Mit 2 Layer beinahe kein Problem und ab 3 hat man eine volle Stufe sobald die erste Schicht massives Infil gedruckt ist. Bin so und so kein Freund von diesen PETG-Zeugs aber ab und an braucht man es 🙂
Aktuell helfe ich mir beim Konstruieren (Phase bis der Boden fertig ist), damit diese Stufen nicht sichtbar sind.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Versatzproblem
@manfred
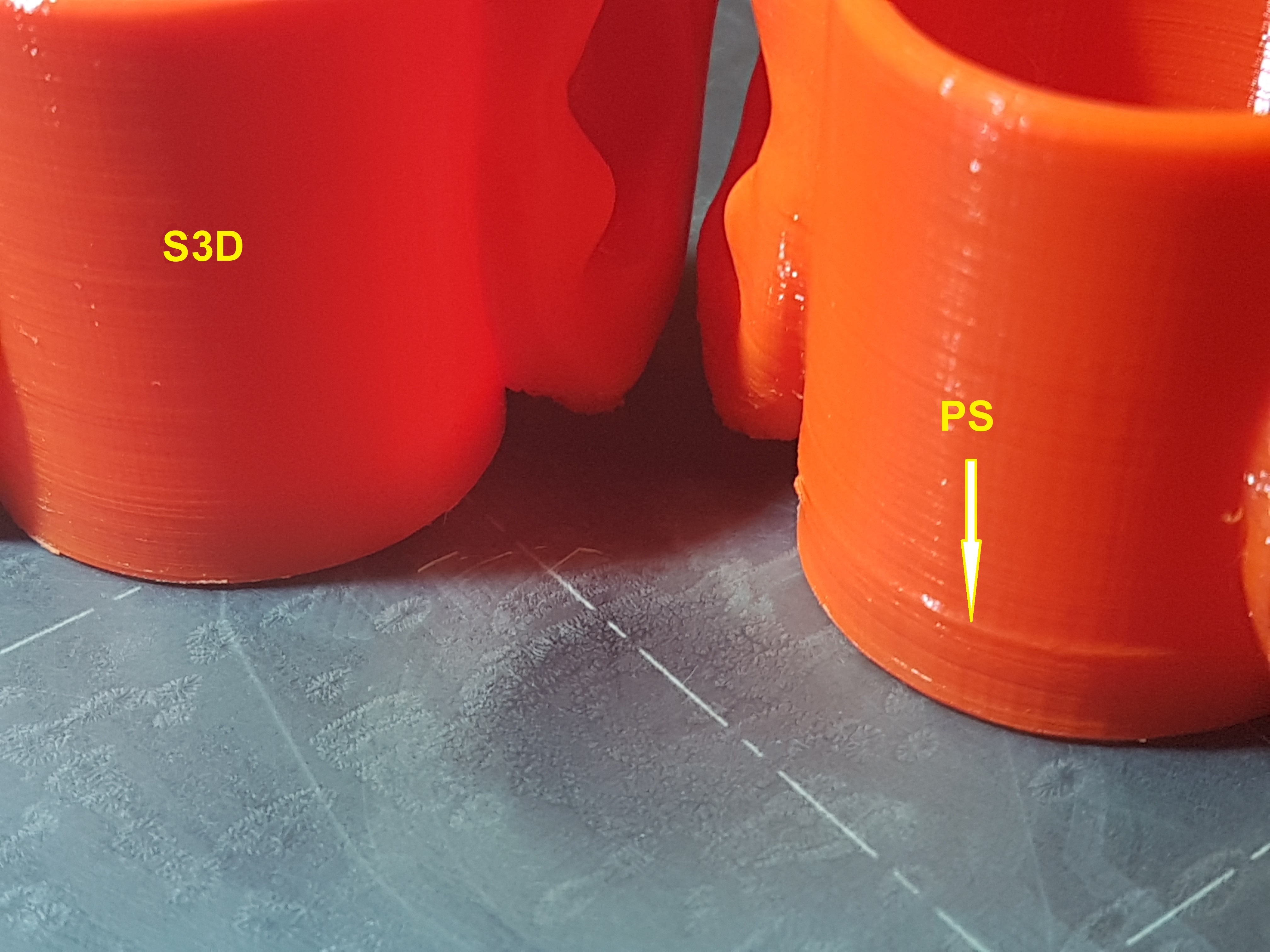
Mit dem Problem hatte ich auch schon zu tun. Ab der Bodenschicht zeigten sich Stufen. Das wurde etwas besser mit dem verringern des Infills in der Bodenschicht. Ich habe dann ein Testteil mit den PS Defaulteinstellungen und mit denselben Einstellungen in S3D gedruckt. S3D scheint mit dem Phänomen besser umgehen zu können:
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Versatzproblem
Bekanntes Problem an diesen Uebergangsregionen.
Im englisch-sprachigen Forum gibt es einen thread über 19 Seiten zu diesem Thema:
Trotz 19 Seiten und ein paar interessanten Ideen, leider keine klare Lösung 🙁
Es gibt noch ein paar andere Diskussionen zu diesem Thema, wobei es nicht hilft sie zusammen zuziehen, dass in dem obigen Link das Wort bulge fehlbuchstabiert wurde… Egal, da in keinem Fall eine allgemein anwendbare Lösung angeboten wurde.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Versatzproblem
Cura hat in der neuen Arachne Version einige interessante Ideen, die relevant zu sein scheinen und hoffentlich irgendwann dann ihren Weg zu Prusaslicer finden werden:
https://github.com/Ultimaker/Cura/releases/tag/Arachne_engine_beta
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Versatzproblem
@fuchsr
Ich denke, dass das Thema überaus komplex ist. Das Fließverhalten und die thermische Schrumpfung des Kunststoffes müsste im Slicingprozess mit berücksichtigt werden. Einfach nur Ebenen Slicen ist zuwenig. Man kann dieses Verhalten manuel und experimentel in den Slicereinstellungen reduzieren und auch die Hardware optimieren, aber ganz beseitigen wird schwierig. Anscheinend hat S3D diesbzgl. fortgeschrittenere Algorithmen eingebaut, welche teilweise eine Spur bessere Ergebnisse liefern. Aus diesem Grund verwende ich für filigrane Gehäuse mit verschiedenen Wandstärken lieber S3D. Schade finde ich, dass S3D seit Jahren nicht mehr weiter entwickelt wird und der Support quasi nur mehr als Funktion im Slicer existiert.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Versatzproblem
Ich häng mich mal mit dran, aber zählt das auf dem Foto auch als Versatzproblem? Gedruckt mit PETG auf dem Mini, zur Zeit drucke ich da selbe Teil auch auf dem MK3s, aber da sieht es genau so aus.
Prusa MK3s /wFilamentSensor /wSuperPINDA
Prusa Mini /wFilamentSensor /wSuperPINDA
MMU2S (nicht in Betrieb)
RE: Versatzproblem
Laut Prusa Support soll ich mal die Madenschrauben der Zahnriemenräder prüfen und die Riemenspannung. Mich wundert nur, das das auf zwei verschiedenen Drucker passiert, zwar nicht an gleicher Stelle aber es passiert. Ich check das mal, aber ich kann mir das nicht so vorstellen.
Prusa MK3s /wFilamentSensor /wSuperPINDA
Prusa Mini /wFilamentSensor /wSuperPINDA
MMU2S (nicht in Betrieb)
RE: Versatzproblem
Laut Prusa Support soll ich mal die Madenschrauben der Zahnriemenräder prüfen und die Riemenspannung. Mich wundert nur, das das auf zwei verschiedenen Drucker passiert, zwar nicht an gleicher Stelle aber es passiert. Ich check das mal, aber ich kann mir das nicht so vorstellen.
und hat deine Kontrolle was ergeben?
Ich denke auch, das es am P-Slicer liegt, den selbst Cura geht da schon etwas anders mit diesen Problem um. Das Infil (z.B. Gitternetz) wird bei Cura nach oben hin immer engmaschiger, somit zieht sich das Material Schichtweise etwas zusammen. Im Gegensatz zum PS, hierbei ist das Netz immer im gleichen Abstand und sobald sich das erste massive Infil drauf legt geht es los mit dem Reinziehen/Zusammenziehen der Wände. Bei PETG sieht man das sehr gut, weil diese Material sehr zäh ist und in den letzten 5-10 gedruckten Schichten auch sehr zäh bleibt, bis es abkühlt.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Versatzproblem
@richard-alpert
Aus Deinem Foto zu schließen, würde ich sagen, dass dies eher ein mechanischer Problem ist (unregelmässige Extrusion). Einige Stichworte, die mir auf die Schnelle dazu einfallen:
- Temperaturschwankungen
- schlechtes Filament
- Riemenspannung nicht korrekt
- Achsen Leichtgängigkeit überprüfen
- natürlich auch die 2 pulley Schrauben/Achse überprüfen
- Druckgeschwindigkeit reduzieren
- evtl. einen anderen Slicer z.B. S3D testen
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Versatzproblem
@karl-herbert
Ich habe mich auf die Fehlersuche begeben, hier mal meine Rückmeldungen bzw. Gedanken:
- Temperaturschwankungen
Beide Drucker stehen in meinem HomeOffice und sind weder zu Kalt noch zu Warm in Bezug auf die Umgebungstemperatur aufgestellt. Ich kann es nicht messen, aber ich würde sagen so etwas um die 20°. Wäre evt. doch ein Druckergehäuse Sinnvoll?
- schlechtes Filament
Ich habe für den Druck von diesem Objekt das "Made for Prusa" Filament in Weiß und PETG genommen. Ich kaufe ohnehin nur Prusament oder halt das Filament welches im Prusa-Shop vorhanden ist. Ich glaube das das "Made for Prusa" von Filamentum kommt, aber sicher bin ich mir nicht.
- Riemenspannung nicht korrekt
Bingo, beim MK3s waren die Riemen in der Tat zu lasch eingestellt. Ich habe die Spannung mit dem Prüfwerkzeug getestet und nachgezogen, sowohl beim Mini als auch beim MK3s
- Achsen Leichtgängigkeit überprüfen
Hier sollte es keine Probleme geben, da der MK3s mit neuen Führungen und Lagern von Misumi versorgt wurde, weil die Originallager ausgeleiert waren und die Führungen zerkratzten. Beim Mini habe ich noch nichts getauscht weil der noch relativ wenig gedruckt hat.
- natürlich auch die 2 pulley Schrauben/Achse überprüfen
Alles Fest.
- Druckgeschwindigkeit reduzieren
Um welchen Wert reduziert man das ungefähr? Wieviel Prozent wäre ein guter Anfang?
- evtl. einen anderen Slicer z.B. S3D testen
Wie kann sich das auf einen Druck auswirken? Machen die nicht alle das selbe?
Als Laie bewege ich mich gerne in einem Ökosystem vom Hersteller, weil ich durch das vereinfachte Handling mir etwas weniger Frust bei Misserfolgen einhole bzw. Anwenderfehler etwas minimiert werden, daher habe ich nie was anderes auspropiert, sowohl Slicer als auch Filament, weil alles im PrusaSlicer hinterlegt ist.
Vielen Dank für eure Unterstützung!
Prusa MK3s /wFilamentSensor /wSuperPINDA
Prusa Mini /wFilamentSensor /wSuperPINDA
MMU2S (nicht in Betrieb)
RE: Versatzproblem
@richard-alpert
hast du schon mal einen Temptower gedruckt? Dein Bild sieht etwas aus als ob deine Drucktemp. etwas zu hoch ist. Prusament PETG in weiß drucke ich normal bei 225-230°C am MK3/S. Extruder kalibrieren könnte auch helfen.
Filament ist trocken? Schmeiße die Rolle mal für 4-5 Std. bei 50°C in das Backrohr (mit Umluft).
Geschwindigkeit würde ich mal reduzieren.
Eventuell auch mal die Düse mit ColdPulls reinigen.
Viel mehr fällt mir auch die Schnelle auch nicht ein, wenn mit dem Drucker alles i.O. ist.
vG, Manfred
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Versatzproblem
@richard-alpert
Vielen Dank für die Rückmeldung!
Hat sich damit das Problem aufgelöst?
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Versatzproblem
Hallo zusammen und erstmal vielen Dank für euren tollen Support und die Geduld die Ihr mit Laien wie mir habt. Ich werde mir mal die Einstellungen nochmal anschauen und mir eingestehen müssen, das ein/zwei Prusa Printer, Prusament und PrusaSlicer trotzdem etwas mehr Hirn und Elan benötigen um zu guten Prints zu kommen.
Ich gebe Rückmeldung sobald ich alles angegangen bin. Danke und schönen Abend.
Prusa MK3s /wFilamentSensor /wSuperPINDA
Prusa Mini /wFilamentSensor /wSuperPINDA
MMU2S (nicht in Betrieb)
RE: Versatzproblem
@richard-alpert
hört sich am Anfang alles etwas Ärger an als es wirklich ist. Nach kurzer Zeit automatisieren sich diverse Handlungen und werden ganz normal.
Mein alter Meister sagte immer: " Es bringt dir nichts, wenn du es nur lernst, du musst es verstehen" 😀 was ich damals gedacht habe, schreibe ich lieber nicht ^^
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Versatzproblem
Moin,
meine Drucken haben auch einen fürchterlichen Versatz. Allerdings nur wenn ich den Prusa Slicer verwende.
Mit Cura oder dem ideaMaker gibt es diesen nicht. Irgendwas scheinen die anders zu machen.
Habt ihr eine Idee?
RE: Versatzproblem
@max-distortion
Bezüglich diesen "Ausbuchtungen" an Übergangsstellen hat wohl Prusa noch Handlungsbedarf. Generell arbeite ich mit PS, aber wenn solche Probleme auftreten, kann ich diese großteils mit S3D oder Cura eleiminieren.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.