Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
Grüß Euch,
heute hab ich mich mal wieder geärgert und dazu gelernt. Grund des Anstoßes - mein RIKA Schwedenofen mit automatischer Regelung der Zuluft. Da sitzt eine Mechanik an der Luftklappe die mit einem Schrittmotor die Klappe infolge einer Temperaturregelung unmittelbar am Brennraum des Ofens die Klappen mehr oder weniger öffnet oder schließt.
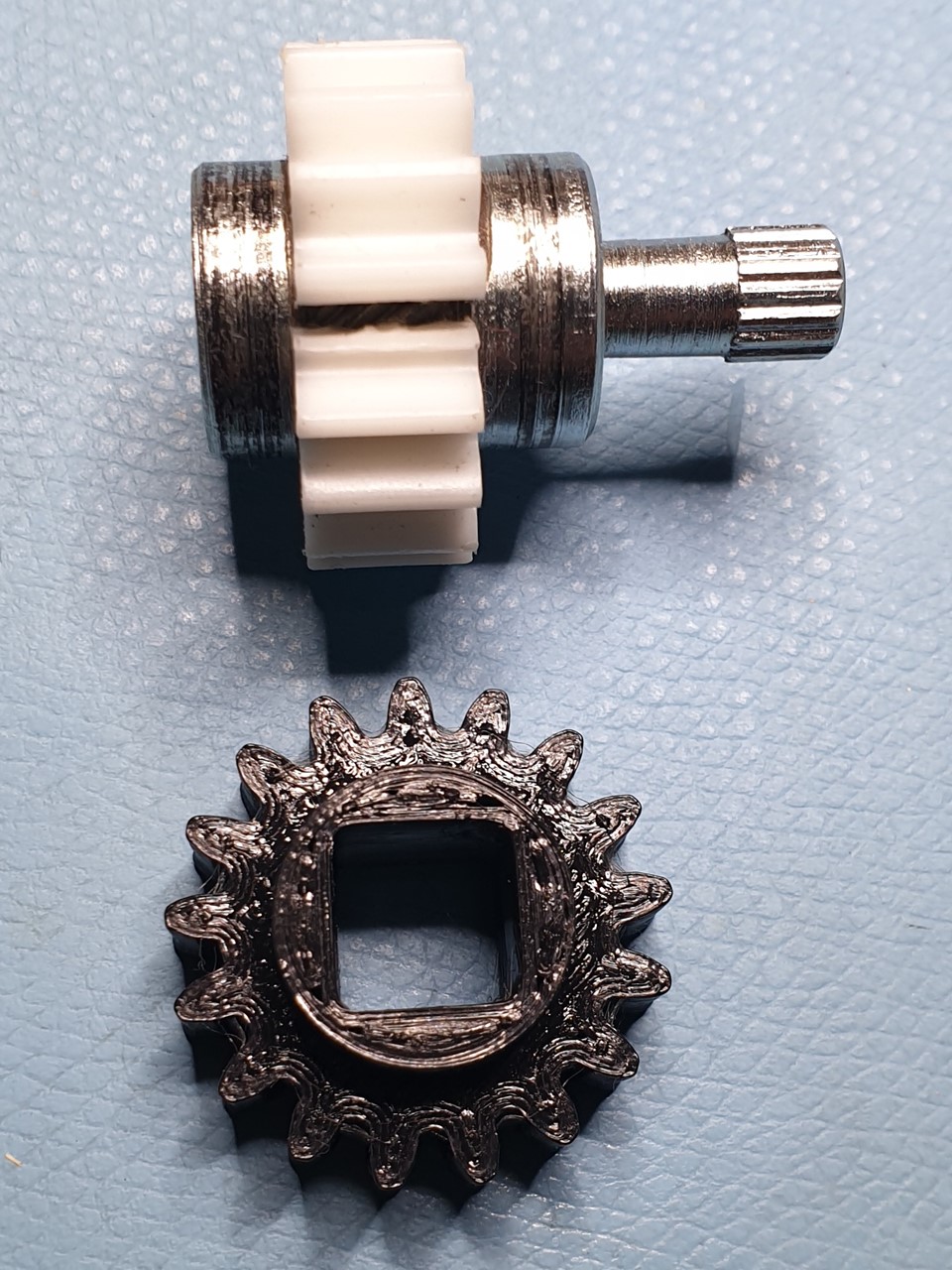
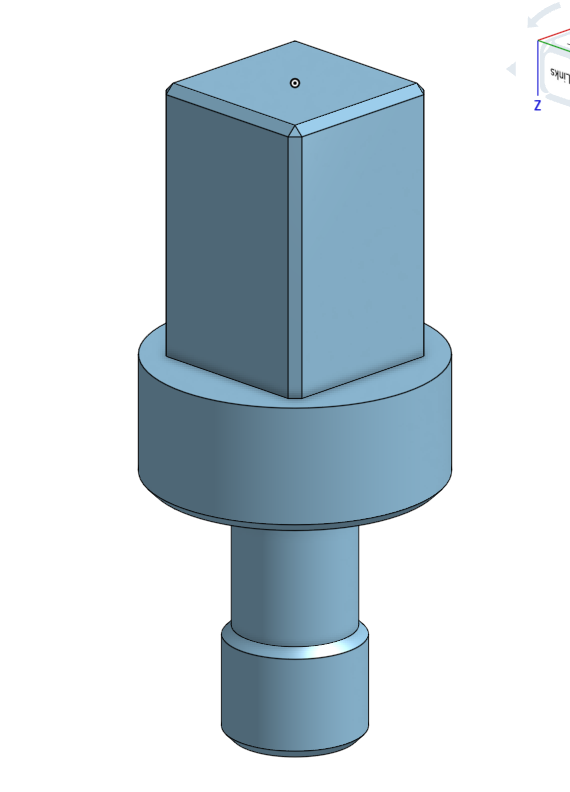
Und in der Mechanik gibt es auch so ein Bauteil. Eine Welle die in das Getriebe am Schrittmotor eingreift und dann auf ein weitere Getriebe geht, an dem über ein paar Zahnräder die Klappen sitzen. So sieht die Welle aus:

Leider hat es das Zahnrad erwischt - es ist aufgerissen an einem Zahngrund, das vermutlich nicht auf die bestehende Welle aufgespritzt wurde (wäre ein recht aufwändiger Vorgang und komplizierteres Werkzeug). Ich vermute, dass das Zahnrad gespritzt wurde und nachträglich auf die Welle aufgepresst wurde. Dort wo das Zahnrad sitzt ist eine art Schrägverzahnung damit dort Formschluss wirkt.
Das gilt es jetzt zu reparieren - die Idee wie folgt: Auf der Rückseite der Welle wird diese so verändert, dass ein Vierkant erstellt wird, der etwa 10x10 mm ist (wie ich den Vierkant auf die Welle bekomme weiß ich noch nicht genau - vielleicht so in der Art wie das U-Profil feilen in der HTL - leider habe ich keine Fräse und auch keinen Teilapparat, dann wäre es ein leichtes. Flex und Feilen habe ich - mal sehen). Auf diesen wird dann ein Kunststoffteil aufgeschoben (möglichst strenge Passung - eventuell Verklebung mit Epoxydharz), dass die Verzahnung trägt sowie die hintere Lagerung mit d=16 mm.
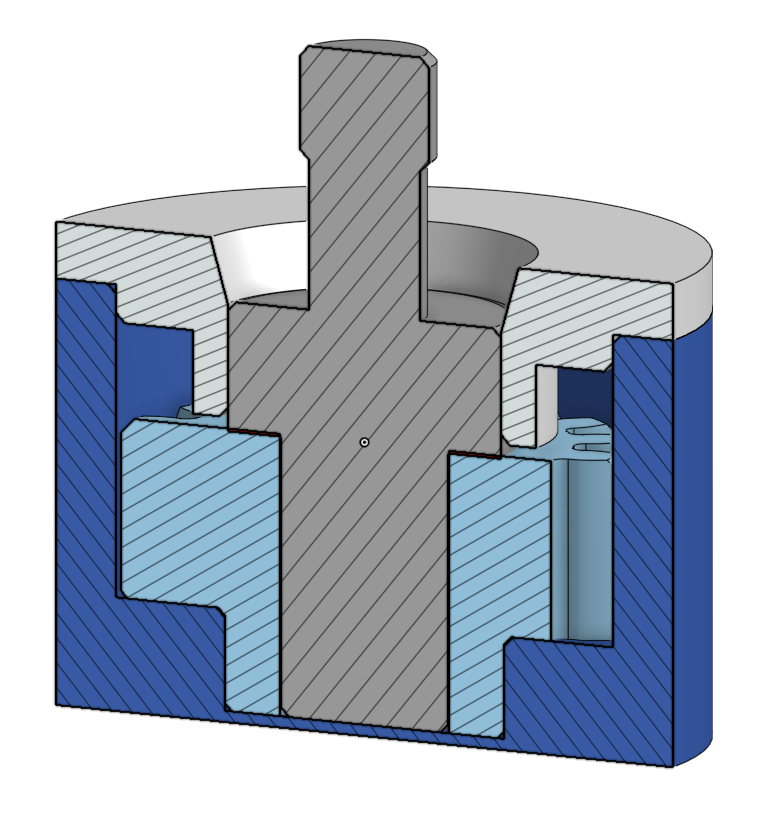
Das Kunststoffteil sieht so aus - und hat auch die Position wie es später auf der Welle sitzen wird:

Und bei dem Zahnrad mit Lagerstelle habe ich dann so einige Learnings gehabt. Ein paar Infos zum Zahnrad:
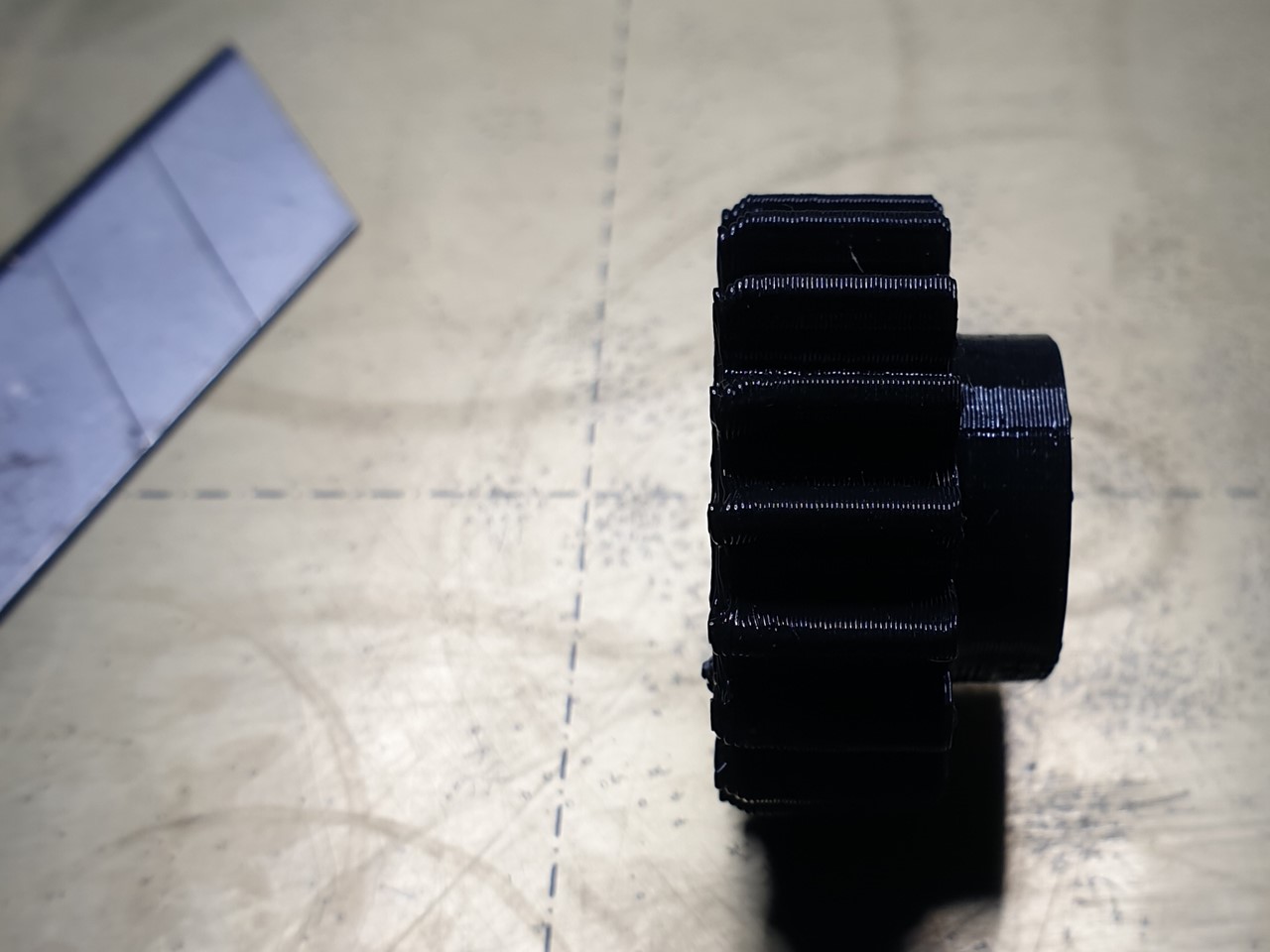
Das Getriebe sitzt unter im Ofen unter der Feuerstelle - ich schätze mal dass der Bereich dort so um die 50 °C bekommt. Also sind die möglichen Werkstoffe recht eingeschränkt - ich hatte nur ABS oder Polymaker PC Max (Polycarbonat). Weil das PC mit den höchsten Temperaturen klar kommt, habe ich das gewählt. Düse 270°C, Bett 100°C in der 1. Schicht und danach 115 °C. Dann habe ich noch gewählt 4 Konturen und 100% Infill - soll was halten (falls es überhaupt funktioniert. Das Teil ist so positioniert am Druckerbett, dass unmittelbar mit dem Druck der Verzahnung begonnen wird.
Nach dem 1. Druck (siehe Bild oben) war ich gar nicht zufrieden. Wenn man genau sieht, dann hat die Verzahnung am Druckbett einen riesigen ausgeprägten Elefantenfuss (auf der Oberseite der Verzahnung sieht man es gut - die Zahnflanke die gegen den Horizont steht). Woher der kommt ist klar - hat nichts mit einem schlecht ausgerichteten 1. Layer zu tun, sonder glaube ich ist ein Problem von Werkstoffen die sehr hohe Temperaturen benötigen (siehe oben: Bett 100°C in der 1. Schicht und später 115°C, Nozzle 270°C - mein Drucker braucht aber einige Zeit bis er von 100°C auf 115°C das Bett hoch bekommt - also war es die ersten 5 bis 8 Schichten eher auf der Seite der 100°C - das führt zu einigem Schwinden - auf der Haftseite zum Bett wird das Schwinden durch die Haftung am Bett aber behindert - so kommt der Elefantenfuss "MEGA" aus meiner Sicht zustande.
2.ter Versuch: Bett gleich auf 115°C und so losgedruckt und dann weiter gedruckt. Und vor allem: Druckgeschwindigkeit auf 65% zurück genommen - Effekt: etwas weniger stark ausgeprägter Elefantenfuss, aber das muss doch noch besser gehen (leider kann ich das nicht gut abfotografieren, dass man es erkennen kann)
Und dann ist mir eingefallen, dass da eine Funktion existiert die "Raft" heitßt. Und bis heute hab ich mich immer über diese blöde Funktion gewundert - aber: Sie kann auch Wunder bewirken (das zeige ich im nächsten Post wenn der Druck fertig ist).
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
Und da ist es:
Die Unterseite wo der Raft unter dem Zahnrad gedruckt wurde ist nur abgelöst aber noch nicht geputzt / geschliffen worden - teilweise sieht man diese Dinge und teilweise sieht es aus wie ein "normaler" Elefantenfuss. Weil ich nicht wusste, dass das mit dem Raft (war 5 Schichten hoch) so gut funktioniert, habe ich auf der Unterseite wo das Zahnrad auf dem Raft gestanden ist auch noch eine Phase auf den Zahnflanken angebracht - die hätte ich aber weglassen können (drucke ich jetzt aber nicht noch einmal, PC ist auch nicht ganz umsonst).
Und was macht das Raft - meine Erklärung dazu:
Die Schrumpfung bzw. Behinderung der Schrumpfung wenn mit doch recht hohen Temperaturen gearbeitet wird und noch dazu mit Kunststoffen die zum "ablösen / warpen" neigen ist vor allem unmittelbar am Bett bzw. in den ersten 5 bis 10 Schichten stark behindert (durch die Betthaftung). Wenn man jetzt ein Raft druckt bildet das so eine Art elastische Schicht aus zwischen Bett und Bauteil und dieser "MEGA-Elefantenfuss" wird deutlich kleiner oder taucht überhaupt nicht auf - so wäre jedenfalls mein Reim auf das Thema.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
Grüß Euch,
heute hab ich mich mal wieder geärgert und dazu gelernt. Grund des Anstoßes - mein RIKA Schwedenofen mit automatischer Regelung der Zuluft. Da sitzt eine Mechanik an der Luftklappe die mit einem Schrittmotor die Klappe infolge einer Temperaturregelung unmittelbar am Brennraum des Ofens die Klappen mehr oder weniger öffnet oder schließt.
Und in der Mechanik gibt es auch so ein Bauteil. Eine Welle die in das Getriebe am Schrittmotor eingreift und dann auf ein weitere Getriebe geht, an dem über ein paar Zahnräder die Klappen sitzen. So sieht die Welle aus:
Leider hat es das Zahnrad erwischt - es ist aufgerissen an einem Zahngrund, das vermutlich nicht auf die bestehende Welle aufgespritzt wurde (wäre ein recht aufwändiger Vorgang und komplizierteres Werkzeug). Ich vermute, dass das Zahnrad gespritzt wurde und nachträglich auf die Welle aufgepresst wurde. Dort wo das Zahnrad sitzt ist eine art Schrägverzahnung damit dort Formschluss wirkt.
Das gilt es jetzt zu reparieren - die Idee wie folgt: Auf der Rückseite der Welle wird diese so verändert, dass ein Vierkant erstellt wird, der etwa 10x10 mm ist (wie ich den Vierkant auf die Welle bekomme weiß ich noch nicht genau - vielleicht so in der Art wie das U-Profil feilen in der HTL - leider habe ich keine Fräse und auch keinen Teilapparat, dann wäre es ein leichtes. Flex und Feilen habe ich - mal sehen). Auf diesen wird dann ein Kunststoffteil aufgeschoben (möglichst strenge Passung - eventuell Verklebung mit Epoxydharz), dass die Verzahnung trägt sowie die hintere Lagerung mit d=16 mm.
Das Kunststoffteil sieht so aus - und hat auch die Position wie es später auf der Welle sitzen wird:
Und bei dem Zahnrad mit Lagerstelle habe ich dann so einige Learnings gehabt. Ein paar Infos zum Zahnrad:
Das Getriebe sitzt unter im Ofen unter der Feuerstelle - ich schätze mal dass der Bereich dort so um die 50 °C bekommt. Also sind die möglichen Werkstoffe recht eingeschränkt - ich hatte nur ABS oder Polymaker PC Max (Polycarbonat). Weil das PC mit den höchsten Temperaturen klar kommt, habe ich das gewählt. Düse 270°C, Bett 100°C in der 1. Schicht und danach 115 °C. Dann habe ich noch gewählt 4 Konturen und 100% Infill - soll was halten (falls es überhaupt funktioniert. Das Teil ist so positioniert am Druckerbett, dass unmittelbar mit dem Druck der Verzahnung begonnen wird.
Nach dem 1. Druck (siehe Bild oben) war ich gar nicht zufrieden. Wenn man genau sieht, dann hat die Verzahnung am Druckbett einen riesigen ausgeprägten Elefantenfuss (auf der Oberseite der Verzahnung sieht man es gut - die Zahnflanke die gegen den Horizont steht). Woher der kommt ist klar - hat nichts mit einem schlecht ausgerichteten 1. Layer zu tun, sonder glaube ich ist ein Problem von Werkstoffen die sehr hohe Temperaturen benötigen (siehe oben: Bett 100°C in der 1. Schicht und später 115°C, Nozzle 270°C - mein Drucker braucht aber einige Zeit bis er von 100°C auf 115°C das Bett hoch bekommt - also war es die ersten 5 bis 8 Schichten eher auf der Seite der 100°C - das führt zu einigem Schwinden - auf der Haftseite zum Bett wird das Schwinden durch die Haftung am Bett aber behindert - so kommt der Elefantenfuss "MEGA" aus meiner Sicht zustande.
2.ter Versuch: Bett gleich auf 115°C und so losgedruckt und dann weiter gedruckt. Und vor allem: Druckgeschwindigkeit auf 65% zurück genommen - Effekt: etwas weniger stark ausgeprägter Elefantenfuss, aber das muss doch noch besser gehen (leider kann ich das nicht gut abfotografieren, dass man es erkennen kann)
Und dann ist mir eingefallen, dass da eine Funktion existiert die "Raft" heitßt. Und bis heute hab ich mich immer über diese blöde Funktion gewundert - aber: Sie kann auch Wunder bewirken (das zeige ich im nächsten Post wenn der Druck fertig ist).
lg, Clemens
U-Profil feilen kenne ich auch. Das hat für ordentlich Muskelkater und Blasen gesorgt. Ich habe den zu einer ebenen Platte geformten "Feillehrgang der ersten Stufe" noch in meiner Jugendstilsammlung.
Ich gehe davon aus, dass die Welle nicht gehärtet ist und Du einen durchgehenden Vierkant vom ersten Bund weg benötigst. Ich hätte eine CNC-Fräse inkl. 4.Achse, welche aber in diesem Fall gar nicht notwendig wäre. Ich kann Dir anbieten das Teil zu fräsen. Nicht dass ich Deine Feilkünste anzweifle, aber ein CNC gefräster Teil sorgt für 100%igen Rundlauf. Vielleicht könntest Du auch die Welle mit einer Flex o.Ä. vorarbeiten und man könnte diese dann zum Finish auf die CNC spannen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
@karl-herbert
Hallo Karl - ich hab dir eine Private Nachricht zukommen lassen.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
So jetzt ist es vollbracht - repariert! Das neue Zahnrad ist auf der modifizierten Welle mit passablem Rundlauf verklebt und funktioniert einwandfrei im bestehenden restlichen Getriebe. So ist es geworden:
Und wen es interessiert der kann hier weiterlesen:
Ich habe mich dafür entschieden die Welle von Hand mit dem Vierkant zu versehen - also Säge, Feile. Nur - wie zeichnet man so eine Welle an, dass man dann Riß-Linien hat, an denen man entlang sägen kann? (der größte Durchmesser ist nur 16,0 mm). Ich hab keine Lösung gefunden ein Lineal anzulegen und dann ohne zu verrutschen eine Linie anzureißen.
Also habe ich überlegt. Aber ich hab doch einen 3D-Drucker - kann man nicht damit irgendiw was machen? Klar kann man - ich hab mir eine Sägelehre überlegt und gedruckt:
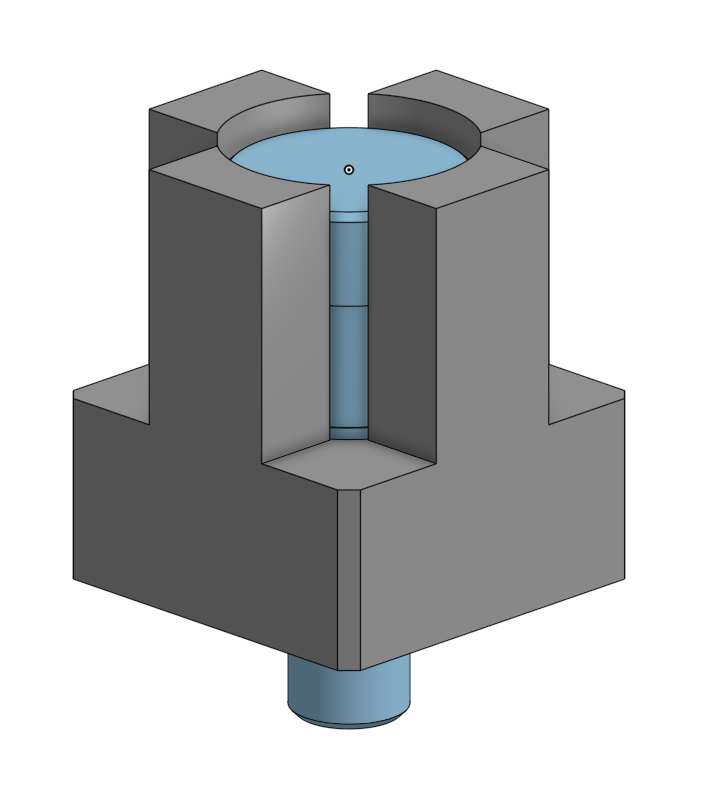

Man sägt entlang der stehenden Zinnen und legt dabei das Sägeblatt an den Flanken an - der gedruckte Teil mit der Welle wird im Schraubstock gespannt und so kann man erstaunlich präzise Sägen. So sah die Welle aus bevor sie gesägt wurde:
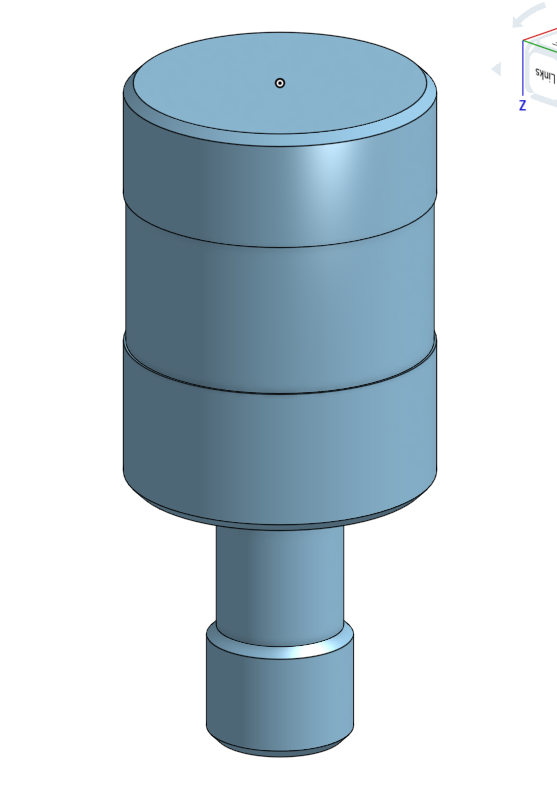
So sollte sie danach aussehen (nach dem Sägen und dem Feilen):
Jetzt war nur noch das Problem, dass das Zahnrad auf der Welle so verklebt, dass es einen vernünftigen Rundlauf hat - also muss auch noch eine Klebevorrichtung her - und die hat so ausgesehen:
Verklebt wurde mit einem schnell abbindenden Epoxydharz.
Jetzt ist alles wieder so wie es sein soll. Vielleicht nimmt ja der eine oder andere eine Anregung mit.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
@clemens-m
Da hast Du dir aber ordentlich Mühe gegeben. Durch den 3D-Druck ist eben vieles leichter geworden. Wenn ich so zurückdenke... wie hätten wir das früher gelöst? Da ich auch viele funktionelle Bauteile rund um den Haushalt und auch Fremdaufträge drucke, was früher oft mühseelig zerspannungstechnisch gefertigt wurde, wie z.B. Dein Zahnrad mit Teilapparat und Modulfräser, wirft man nun den Drucker an und wartet auf das Ergebnis. Vor 5 Jahren habe ich mit einem Kollegen noch gerätselt wie wir am Besten PEEK drucken könnten. Heute erledigt das ein Prusa unter 1000 Euro.
Ich wünsche Dir, dass das Zahnrad lange dafür sorgt, dass Deinem Schwedenofen die richtige Luftmenge zugeführt wird.
Danke für die wertvollen und interessanten Beiträge!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
Grüß Euch,
heute hab ich mich mal wieder geärgert und dazu gelernt. Grund des Anstoßes - mein RIKA Schwedenofen mit automatischer Regelung der Zuluft. Da sitzt eine Mechanik an der Luftklappe die mit einem Schrittmotor die Klappe infolge einer Temperaturregelung unmittelbar am Brennraum des Ofens die Klappen mehr oder weniger öffnet oder schließt.
Und in der Mechanik gibt es auch so ein Bauteil. Eine Welle die in das Getriebe am Schrittmotor eingreift und dann auf ein weitere Getriebe geht, an dem über ein paar Zahnräder die Klappen sitzen. So sieht die Welle aus:
Leider hat es das Zahnrad erwischt - es ist aufgerissen an einem Zahngrund, das vermutlich nicht auf die bestehende Welle aufgespritzt wurde (wäre ein recht aufwändiger Vorgang und komplizierteres Werkzeug). Ich vermute, dass das Zahnrad gespritzt wurde und nachträglich auf die Welle aufgepresst wurde. Dort wo das Zahnrad sitzt ist eine art Schrägverzahnung damit dort Formschluss wirkt.
Das gilt es jetzt zu reparieren - die Idee wie folgt: Auf der Rückseite der Welle wird diese so verändert, dass ein Vierkant erstellt wird, der etwa 10x10 mm ist (wie ich den Vierkant auf die Welle bekomme weiß ich noch nicht genau - vielleicht so in der Art wie das U-Profil feilen in der HTL - leider habe ich keine Fräse und auch keinen Teilapparat, dann wäre es ein leichtes. Flex und Feilen habe ich - mal sehen). Auf diesen wird dann ein Kunststoffteil aufgeschoben (möglichst strenge Passung - eventuell Verklebung mit Epoxydharz), dass die Verzahnung trägt sowie die hintere Lagerung mit d=16 mm.
Das Kunststoffteil sieht so aus - und hat auch die Position wie es später auf der Welle sitzen wird:
Und bei dem Zahnrad mit Lagerstelle habe ich dann so einige Learnings gehabt. Ein paar Infos zum Zahnrad:
Das Getriebe sitzt unter im Ofen unter der Feuerstelle - ich schätze mal dass der Bereich dort so um die 50 °C bekommt. Also sind die möglichen Werkstoffe recht eingeschränkt - ich hatte nur ABS oder Polymaker PC Max (Polycarbonat). Weil das PC mit den höchsten Temperaturen klar kommt, habe ich das gewählt. Düse 270°C, Bett 100°C in der 1. Schicht und danach 115 °C. Dann habe ich noch gewählt 4 Konturen und 100% Infill - soll was halten (falls es überhaupt funktioniert. Das Teil ist so positioniert am Druckerbett, dass unmittelbar mit dem Druck der Verzahnung begonnen wird.
Nach dem 1. Druck (siehe Bild oben) war ich gar nicht zufrieden. Wenn man genau sieht, dann hat die Verzahnung am Druckbett einen riesigen ausgeprägten Elefantenfuss (auf der Oberseite der Verzahnung sieht man es gut - die Zahnflanke die gegen den Horizont steht). Woher der kommt ist klar - hat nichts mit einem schlecht ausgerichteten 1. Layer zu tun, sonder glaube ich ist ein Problem von Werkstoffen die sehr hohe Temperaturen benötigen (siehe oben: Bett 100°C in der 1. Schicht und später 115°C, Nozzle 270°C - mein Drucker braucht aber einige Zeit bis er von 100°C auf 115°C das Bett hoch bekommt - also war es die ersten 5 bis 8 Schichten eher auf der Seite der 100°C - das führt zu einigem Schwinden - auf der Haftseite zum Bett wird das Schwinden durch die Haftung am Bett aber behindert - so kommt der Elefantenfuss "MEGA" aus meiner Sicht zustande.
2.ter Versuch: Bett gleich auf 115°C und so losgedruckt und dann weiter gedruckt. Und vor allem: Druckgeschwindigkeit auf 65% zurück genommen - Effekt: etwas weniger stark ausgeprägter Elefantenfuss, aber das muss doch noch besser gehen (leider kann ich das nicht gut abfotografieren, dass man es erkennen kann)
Und dann ist mir eingefallen, dass da eine Funktion existiert die "Raft" heitßt. Und bis heute hab ich mich immer über diese blöde Funktion gewundert - aber: Sie kann auch Wunder bewirken (das zeige ich im nächsten Post wenn der Druck fertig ist).
lg, Clemens
Hallo, hätte Interesse an dem 3D Modell. Würden Sie dies per Mail senden. Habe das gleiche Problem. Vielen Dank.
RE: Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
Gerne stelle ich die 3D-Modelle zur Verfügung - hätte nie gedacht, dass die von jemand anderem gebraucht werden könnten:
Hier ist einmal der Link zu den Teilen in ONSHAPE (dort konstruiere ich meine Teile iaR.) - falls also Modifikationen erforderlich sind (es kann sein, dass man sich vorher (um den Link verwenden zu können) bei ONSHAPE registrieren muss - eine Kleinigkeit):
https://cad.onshape.com/documents/380d0b15ca2d5dde8c10a447/w/bd91213b7ef3b5336add6e7f/e/d6c599c993a700dbe524fbda
Ich habe auch alle Teile als STL-Datei in einer Datei zusammen gefasst - es ist eine ZIP-Datei
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
Hi,
ja, so schnell geht das... Ich arbeite auch mit Onshape. SG kannte ich noch gar nicht... Hab die Zahnräder immer mühevoll in "Handarbeit" erstellt. Das muß ich mir mal genauer anschauen! Also, auch ich kann mich nur, für das teilen des Projekts, bedanken. Gibt es sowas auch für Kegelräder und Schrägverzahnt? Vermutlich schon - bei der einen oder anderen Anwendung ist das sehr hilfreich!
Gruß, Digibike
RE: Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
Hab mal ein bisschen herum gesucht für ONSHAPE:
Für Kegelräder gibt es ein Tool ==> "BG" Bevel Gear - kann keine Auskunft darüber brauchbar das ist, habe es selber nie verwendet.
Für Spur Gear habe ich ein neueres Skript gefunden (oder ein anderes - das erschließt sich mir nicht komplett) das kann auch schrägverzahnte Zahnräder und wird oben in der Toolbar mit einem kleinen Zahnrad angezeigt:![]()
Ich habe es gefunden über "helical spur gear":

lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: Herstellung eines Ersatzteiles aus Polymaker-PC (Polycarbonat) und gelernt wofür man die Funktion "Raft" brauchen kann
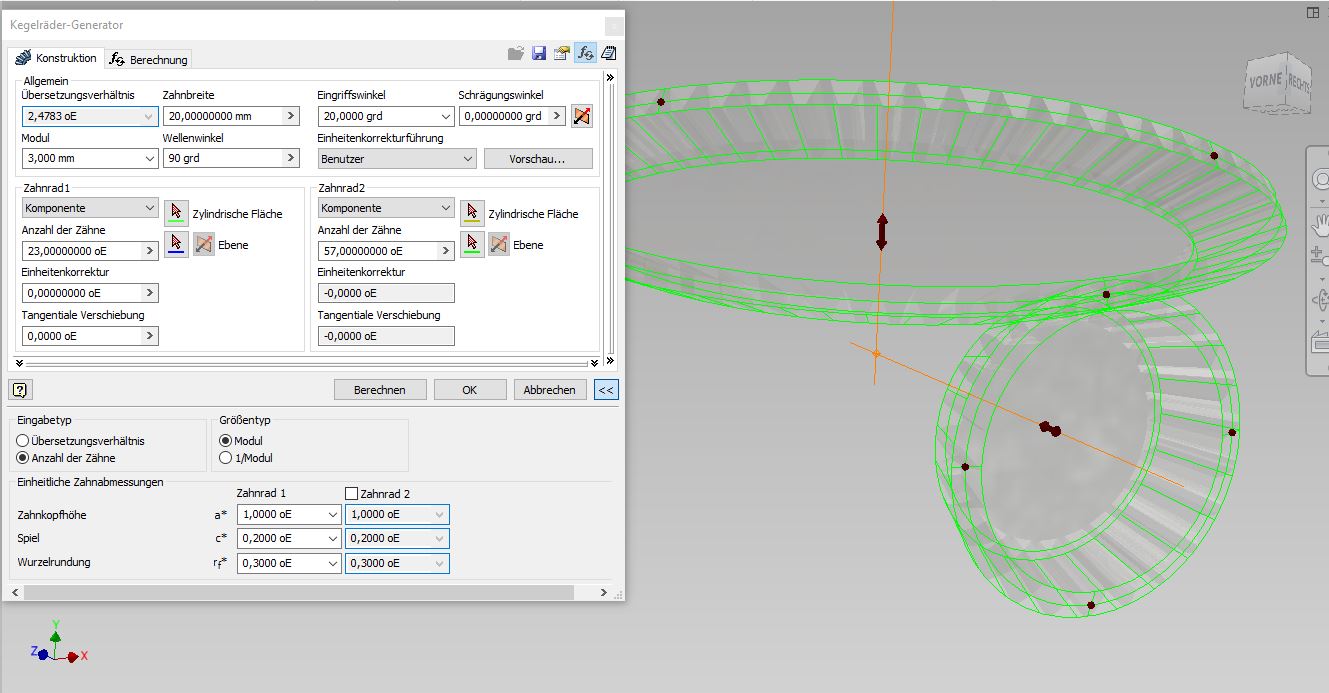
Geht im Inventor auch ganz leicht, wobei man auch Material und Drehmomentbelastung mit einkalkulieren kann:
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.