Erste Gehversuche mit TPU - Hilfe benötigt
Ich versuche mit TPU zu drucken. Meine bisherigen Erfahrungen beschränken sich auf PLA und PETG.
Die Ausgangsdaten:
- Filament: Extrudr Flex Medium
- Prusa Mk3.5 / 0,4mm Düse
- Prusa Slicer 2.8 mit Extrudr Flex Medium Profil
Mein erster Versuch war eine kleine Rolle mit dem Standard Profil für Extrudr Flex Medium. Die Düsentemperatur ist dabei 240°C.

Da ich mit dem Ergebnis nicht zufrieden war, habe ich einen Temp-Tower von 255°C - 225°C gedruckt. Laut Extrudr soll das Filament zwischen 230°C und 250°C gedruckt werden.




- Bezogen auf das Stringing und Bridging hätte ich gesagt, dass 225°C das beste Resultat liefert. Was mich ein bisschen irritiert, da es ausserhalb des vom Hersteller angegebenen Temperaturbereich liegt.
- Was mich weiter stört, sind diese "Artefakte" am rechten Kegel bzw. an den rückseitgen Kanten. Da diese in jedem Temperaturbereich vorhanden sind, muss hier wohl an einem anderen Parameter gedreht werden.
Würde mich sehr über konkrete Tipps freuen, wie ich das Druckergebnis verbessern kann.
RE: Erste Gehversuche mit TPU - Hilfe benötigt
Hi, sowas kenne ich, ich nutze Sainsmart TPU (200-220!C Angabe) und drucke es mit dem MK4 bei 225°C.
Mit den Nasen hatte ich auch zu kämpfen, nachdem ich vom MK3S auf den MK4 gegangen bin. Mit dem MK3S war alles prima, dann die Ernüchterung beim MK4, Stringing, Nasen überall. Dann habe ich den Fan Shroud angepasst ( https://www.printables.com/de/model/535705-prusa-mk4-fan-shroud-for-better-tpuall-other-filam), damit kommt nun die Kühlung nicht nur von einer Seite an die Düse/Austritt. Damit war es deutlich besser bei mir. Trotzdem viel Settings noch angepasst.
TPU braucht halt sehr viel Feintuning was die Einstellungen angeht, Retrect Länge und Geschwindigkeit, Temperatur, Kühlung (ich ab Schicht 2: 100%), allgemeine Druckgeschwindigkeit.
RE: Erste Gehversuche mit TPU - Hilfe benötigt
TPU muß unbedingt Trocken sein! Selbst neues, verpacktes, Material erfüllt das nicht selten eben nicht - die Silica-Beutel sind nur begrenzt Aufnahmefähig. Das Temperatur-Thema: Ist der Thermistor geeicht? Nein? Warum setzt du diesen aber als "Fakt"? Wie schnell druckst du?
Gruß, Digibike
RE: Erste Gehversuche mit TPU - Hilfe benötigt
Have you tried adjusting the print speed or retraction settings to reduce the artifacts and improve the quality? The issue might be related to these parameters rather than just the temperature. Also, have you tested different cooling settings for TPU?
RE: Erste Gehversuche mit TPU - Hilfe benötigt
Danke schon mal für Eure Antworten. Wenn ich mal zusammenfasse, sprecht ihr folgende Themen an:
- Geschwindigkeit
- Einzug/Retraction
- Kühlung/Cooling
- Trockenes Filament
Also der Reihe nach:
Geschwindigkeit:
Ich verwende aktuell die Standard-Einstellungen für den MK3.5:
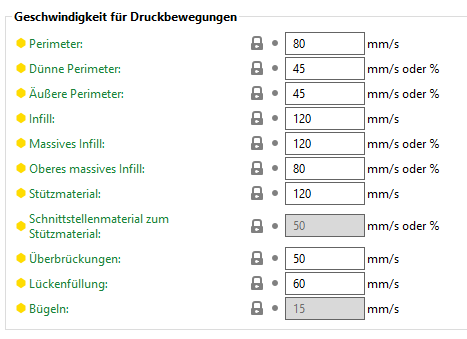
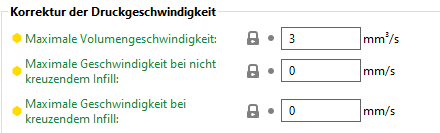
Über das Filament-Profil wird die max. Volumengeschwindigkeit auf 3 mm³/s begrenzt.
Ich hätte angenommen, dass das sämtliche Geschwindigkeitseinstellungen auf valide Werte für TPU begrenzt.
Welche Settings würde ihr konkret anpassen?
Einzug / Retraction:
Auch hier die Standardeinstellungen:
- 0,8 mm Einzugslänge / Retract_length
- 35 mm/s Einzugsgeschwindigkeit / retract_speed
- 0,4 mm Einzugslänge vom Filament / filament_retract_length
Soll ich die Werte eher erhöhen oder reduzieren?
Kühlung/ Cooling:
Die Werte vom Filament-Profil sehen so aus:
 :
:Wenn ich das richtig sehe, ist der Bauteil-Lüfter nur beim Bridging und bei Überhängen an. Ansonsten ist er aus.
Wie sehen Eure Empfehlungen aus?
Trockenes Filament:
Ja, die Spule kam frisch aus der Verpackung. Da ich keinen Aktiv-Trockner habe, habe ich die Spule jetzt mal in eine passive Trockenbox bei <10% relativer Luftfeuchtigkeit gepackt...
Noch ein Wort zum Fan-Shroud: Der MK 3.5 ist ja bzgl. Bauteil-Lüfter identisch zum MK3S+. Da hat der Umbau nichts verändert. Von daher würde ich erwarten, dass hier kein Handlungsbedarf herrscht.
Wie würdet ihr systematisch vorgehen? Welchen Parameter würdet ihr zuerst angreifen? Evtl. mit entsprechenden Testdrucken?
RE:
Meine Einstellungen zu Extrudr TPU und Mattflex als Richtlinie:
Druckgeschwindigkeit ca. 15-20mm/s, Düsentemp. im Bereich von ca. 10-20 Grad erhöht, dafür Bauteillüfter Fullspeed
Druckbett ohne Heizung und mit Haftvermittler zur besseren Trennung, da das TPU stark haftet.
Retract eher höher einstellen (1.2mm oder mehr), da das Mat. doch wesentlich flexibler ist. Ich drucke aber meist ohne Retract (auch bei anderen Filamentmat.).
Filament wird vor Gebrauch immer für einige Stunden in den Dörrautomat verfrachtet.
Man muss eine Weile mit den Parametern spielen, aber das Wichtigste ist ein "staubtrockenes" Filament! Ganz so optisch gute Ergebnisse wie z.B. beim Druck von PLA oder PETG wird man aber nicht erzielen können.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Erste Gehversuche mit TPU - Hilfe benötigt
Ja, mit dem Fan Shroud ist es beim MK3.5 so OK. Habe es erst nicht gesehen das Du den 3.5 hast. Da bleibt es nur übrig an einem Parameter drehen, Testdruck machen, notieren, dann Parameter weiter anpassen. Durch dieses Tal ist schon jeder durch mit TPU. Mein MK3S hatte TPU super gedruckt, musste da gar nicht experimentieren mit dem Sainsmart TPU, zum Glück. Dann mit dem MK4 war alles anders, TPU Druck war schrecklich. Habe bestimmt 10h oder so damit verbracht die Werte anzupassen. Das erste war der geändert Fan Shroud, der hatte schon einiges gebracht. Aber wie schon gesagt beim MK3S bzw. 3.5 sollte der Standard Shroud super sein. Also bleibt nur übrig, einstellen, testen, vergleichen, einstellen, ......
Viel Erfolg, es kann dauern aber dann 110%.
RE: Erste Gehversuche mit TPU - Hilfe benötigt
@Karl, Ich vermute mal, die Geschwindigkeiten passen sogar halbwegs. Die 80 mm/s sind "Blendwerk", weil diese die 3 mm³ pro Sekunde deutlich übersteigen - der wird sowieso runter gedrosselt. Bestenfalls könnte man noch auf 2,5 bis 2,8 mm³ pro Sekunde runter geehen, aber grundsätzlich sollte es schon soweit passen...
Allerdings verwirrt das und hat noch einen "Knackpunkt": Unterschiedliche Geschwindigkeiten für Perimeter und Infill usw... Wie genau der Algorithmus des Prusaslicers ist, kann ich jetzt nicht genau sagen. Wenn er Anteilig runter rechnet, um im gesamten wieder aus den Volumenstrom zu kommen, ist das Kontraproduktiv. Wenn er einfach alles, was drüber geht, "abschneidet", ist es ok. Dann wären alle Geschwindigkeiten identisch. Wer mal ein Auto mit einem Abschleppseil abgeschleppt hat, kennt das: Es ist ein starker Impuls notwendig, um das Losbrechmoment zu überwinden. Dann "entlädt" sich die augenommene Energie" wieder und das abzuschleppende Auto "schießt" vor, was dieses Ruckartige Abbremsen und wieder vorschnellen (aufgrund des kurzzeitigen Wegfalls des hinteren Fahrzeugs), um sich dann zu wiederholen. Je gleichmäßiger und langsamer man anfährt, desto geringer ist der Effekt. Das "veranstaltet" das TPU im Prinzip auch im kleinen im Extruder. Nur mit dem kleinen Nebeneffekt, daß es beim "vorschnellen" gern ausweicht und dann hat man plötzlich keine Förderung mehr, weil das Material irgendwo hin ausgewichen ist... Je weicher, desto heftiger ist dieses Verhalten.
Ich drucke TPU auch immer mit einem zarten Film Soyaöl. Das reduziert die Tendenz zum anbrennen in der Düse - ähnlich einer Bratpfanne... Aber wirklich nur ein Q-Tip o.ä., der mit einem tropfen Öl benetzt ist, am Filament entlang streifen - das reicht vollkommen! Es soll nicht aus der Düse raustropfen und das Druckbett überfluten, sondern nur den Tube und die Düseninnenseite benetzen und so die Reibung drastisch reduzieren (= herabsetzen des Losbrechmoments) und das anbrennen verhindern - nicht mehr - allerdings auch nicht weniger...
Gruß, Digibike
RE: Erste Gehversuche mit TPU - Hilfe benötigt
Zum Thema Öl. wie bereits in einer früheren Diskussion erwähnt, verwende ich als Gleitmittel einige Tropfen Teflon/Öl Gemisch. Gedruckt wird im doppelt gefilterten Gehäuse, sodass ich da der gesundheitsschädl. Dämpfe wegen eher weniger Bedenken habe. Ansonsten scheint ja das (echte) Sojaöl das temperaturbeständigste zu sein und somit weniger Ablagen im Extruder/Düsenbereich zu hinterlassen.
Das TPU lässt sich auch am Prusa Mini gut drucken, wenn wie gesagt, das Material trocken ist. So oft drucke ich kein TPU, deshalb macht das vorherige Trocknen auch keine große Mühe und wird nebenbei erledigt.
Der Selfmade Filamenttrockner (Dörrautomat vom Aldi) hat sich inzwischen schon mehrfach bezahlt gemacht (zur Freude meiner Frau, da ich ihren Backofen nicht mehr malträtiere).
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Erste Gehversuche mit TPU - Hilfe benötigt
Ja, daß Soyaöl hält bis 320 Grad stand, wenn ich das noch richtig im Kopf habe. Jedenfalls deutlich über den Drucktemperaturen. Funktioniert perfekt - auf dem RF1000 mit den Wägemesszellen sieht man genau, wenn das benetzte Material in der Düse an kommt - die Digits brechen augenblicklich zusammen... Von über 3500 auf knapp 2500 Digits. Umgerechnet etwa 1 Kg weniger - ist schon bemerkenswert, was so ein leichter Film alles bewirken kann. Daher auch Finger weg vom Druckbett... Da kann Fett auch verherrend zuschlagen... 😉
Gruß, Digibike
RE:
Ich versuche mal strukturiert vorzugehen. Als allererstes lasse ich das Filament mal weiter trocknen. Parallel bereite ich aber die nächsten Tests vor:
-
- Kühlung
Laut Euren bisherigen Antworten ist es empfehlenswert, ab der 2. Schicht auf 100% Bauteillüfter zu gehen. Davon weicht meine bisherige Einstellung massiv ab!Nächster Test: Den Temp-Tower (255 - 225) erneut drucken, aber mit folgenden Lüftereinstellungen
fan_always_on: true min_fan_speed: 100 disable_fan_first_layers: 1 - Retraction
Das wäre meine 2. Baustelle, aber hier verwirren mich Eure Aussagen zum Teil.
- Kühlung
Retract eher höher einstellen (1.2mm oder mehr), da das Mat. doch wesentlich flexibler ist. Ich drucke aber meist ohne Retract (auch bei anderen Filamentmat.).
-
- Bei meinen bisherigen Drucken hatte ich folgende Settings:
retract_length: 0,8
retract_speed: 35
filament_retract_length: 0,4
filament_retract_speed: NV
-
- D.h. effektiv hat er mit
0,4 mm Einzug @ 35mm/s
-
- gedruckt (Oder verstehe ich das falsch?). Da finde ich den Sprung auf 1,2 mm sehr hoch, vor allem in Kombination mit dem Hinweis, dass du ohne Retraction druckst 🙂
Ich hätte jetzt für weitere Tests mal einen Retraction Tower mit
-
-
- 0,4 mm
- 0,5 mm
- 0,6 mm
- 0,7 mm
- 0,8 mm
-
-
- vorbereitet. Haltet ihr das für sinnvoll?
- Weitere Schritte
Wenn ich Temperatur und Retraction soweit im Griff habe, käme evtl. noch weiteres Feintunig (Geschwindigkeit, etc.)
RE: Erste Gehversuche mit TPU - Hilfe benötigt
Meinen Erfahrungen nach hat der Retraction Wert wenig Einfluss auf das Ergebnis. Aus diesem Grund habe ich Retraction deaktiviert. Einfach selber mal mit verschiedenen Werten und auch mit OFF testen.
Da TPU eine hervorragende Layerhaftung aufweist (vorausgesetzt es ist trocken), gehe ich auf Lüfter Fullspeed, Temp. probeweise in 5er Schritten höher und mit der Druckgeschwindigkeit auf max. 20mm/s. Zum Druck verwende ich immer dieselbe 0.4er Messingdüse, d.h. mit der "TPUDüse" wird kein anderes Mat. gedruckt. Düse ist eine saubere und gratfreie E3D.
Viel Spaß beim Testen!
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Erste Gehversuche mit TPU - Hilfe benötigt
So, ich habe heute meine Tests fortgesetzt:
Zu allererst habe ich nochmal den Temp-Tower gedruckt, mit folgenden Änderungen ggü. dem Druck von vor ein paar Tagen:
- Filament 5 Tage in der Trockenbox bei 10% Luftfeuchte gelagert
- Bauteil-Lüfter auf 100% nach dem 1. Layer
- Max. Volumetric Speed auf 2.0 mm³/s (alter Wert: 3.0) => damit müssten die Geschwindigkeiten nochmal deutlich reduziert worden sein. Die Druckzeit ist jedenfalls um 34% angestiegen.
Das Ergebnis ist aber nicht wirklich nennenswert besser als vor 5 Tagen 🙁


Als nächsten Schritt habe ich die Düsentemperatur auf 230° eingestellt, die MVS (max. volumetric speed) weiter auf 1,7 mm³/s reduziert und einen Retraction-Tower von 0,3 bis 0,7 mm (Einzugslänge) gedruckt:

Die unterste Stufe ist Einzugslänge 0,3 mm, darüber erhöht sich der Einzug um jeweils 0,1 mm.
Schwierig zu interpretieren finde ich das Ergebnis allemal:
- beim niedrigsten Einzug (0,3 mm) kein Stringing
- alles ab 0,4 mm gleiches Stringing ohne erkennbaren Unterschied zw. 0,4 mm und 0,7 mm.
Richtig schlau werde ich daraus noch nicht 🙁
Aktuell drucke ich nochmal einen Temp-Tower von 225° - 235° bei MVS=1,7mm³/s und Einzugslänge=0,3 mm
Ich werde berichten, wie das Ergebnis ausfällt...
RE: Erste Gehversuche mit TPU - Hilfe benötigt
Wie gesagt, teste mal Retractwerte im Bereich von 0 bis 1.5mm und schau dir dann die Unterschiede an. Ich selber habe bei meinen Experimenten mit Extrudr Flex und Mattflex keinen großen Unterschied feststellen können, weshalb ich den Retract auf 0 zurückgesetzt habe. Ansonsten habe ich mit der Druckgeschw. (eher langsamer), Temperatur (höher) und Fanspeed (höher) solange experimentiert, bis ich mit den Ergebnissen zufrieden war. Optisch perfekt sind die Ergebnisse nicht, aber mechanisch erfüllen sie ihren Zweck.
Schöne Grüsse,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Erste Gehversuche mit TPU - Hilfe benötigt
Ich glaub mittlerweile, dass mein Retraction-Tower fehlerhaft war. Ich hatte da mit mehreren virtuellen Extrudern experimentiert. Beim Drucken kam auch eine Fehlermeldung, von wegen falschem Filament. Das hatte ich ignoriert und dann vergessen. Heute wollte ich den Retraction-Tower nochmal drucken, dann ist mir die Fehlermeldung wieder aufgefallen. Es würde zumindest zum Druckbild passen, dass ab Level 2 (= Extruder 2) das Ergebnis seltsam ist... Da muss ich wohl nochmal ran!
Zum Thema Geschwindigkeit:
Da gibt es ja 3 Hebel, die anzupassen:
- in den Druckeinstellungen (was eigentlich Filamentunbhängig sein sollte)
- in den Filamenteinstellungen (hier geht es nur indirekt über die Max.Volumetric Speed)
- am Drucker selbst, wo man manuell den Druck auf bis 50% der eigentlich Geschwindigkeit verlangsamen kann?
Wo genau reduzierst Du die?
Anfangs hatte ich über die maximal volumetric speed versucht das zu steuern. Da muss man aber aufpassen, weil eine Veränderung der Schichthöhe bei gleicher MVS dann wieder die Linear Geschwindigkeit erhöht.
Jetzt habe ich mir ein eigenes Druckprofil "0,15mm STRUCTURAL SLOW" erstellt:
perimeter_speed: 16 small_perimeter_speed: 9 external_perimeter_speed: 9 infill_speed: 20 solid_infill_speed: 20 top_solid_infill_speed: 16 support_material_speed: 20 bridge_speed: 9 gap_fill_speed: 12 enable_dynamic_overhang_speeds: false travel_speed: 100 first_layer_speed: 16 max_print_speed: 20
Damit ist eine leichte Verbesserung erkennbar.
Damit werde ich nochmal die Temperaturen und die Retraction versuchen zu optimieren.
Ach ja: Das Filament ist jedenfalls trocken. Ich habe mir jetzt extra so nen aktiven Trockner besorgt und das Filament 6h behandelt. Davor und danach wird es in einer Trockenbox gelagert. Sogar der Druck erfolgt direkt aus der Trockenbox...