PrusaSlicer erzeugt leere Layer
Moin,
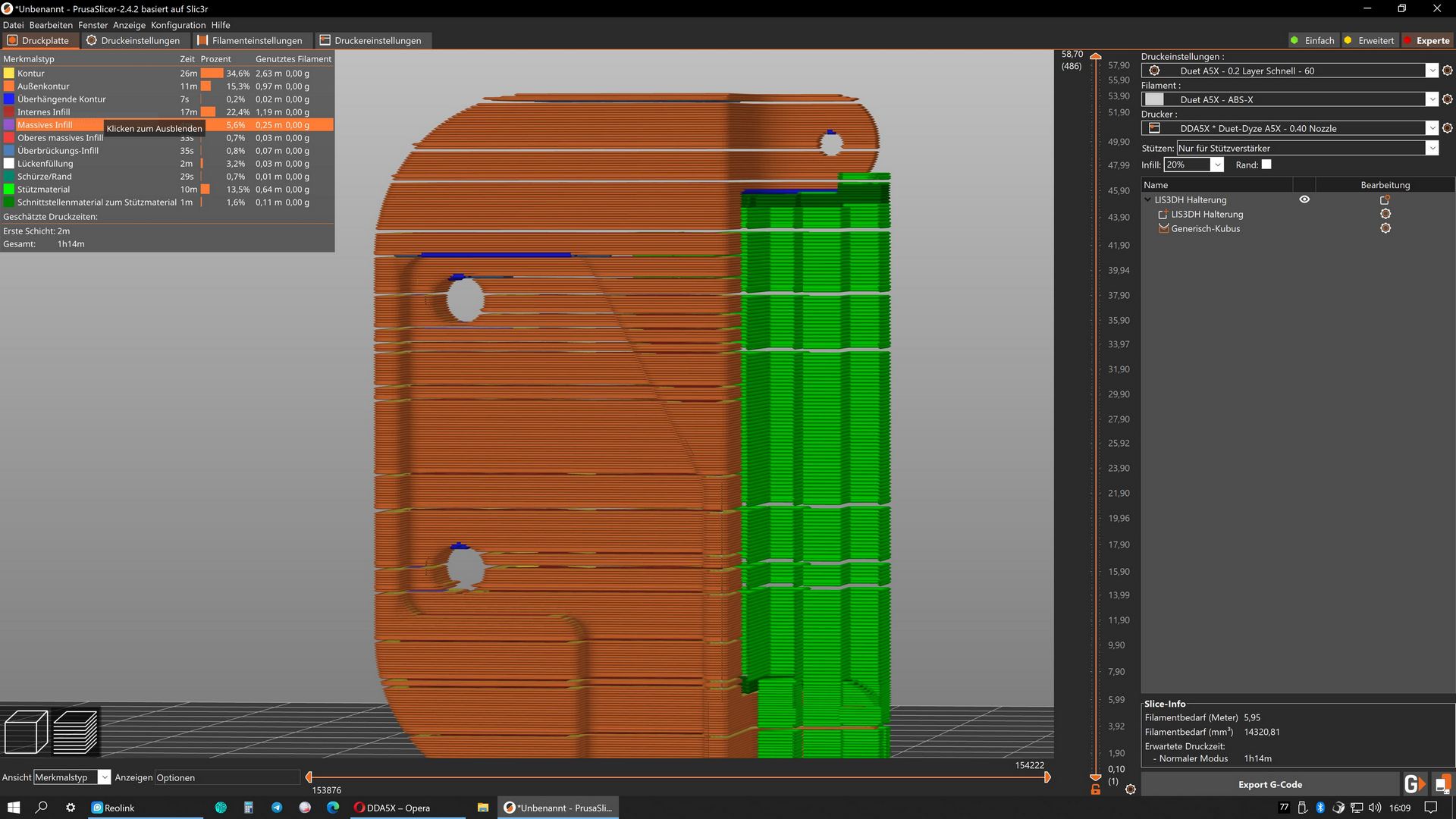
Ich nutze den PS 2.4.2 (Win 64) und erhalte manches mal ein merkwürdiges Resultat beim slicen.
Wenn ich zB Stützverstärker hinzufüge und diese öfters verschiebe oder in der Größe ändere, dann kann es passieren dass der Slicer ein Resultat abliefert wo einige komplette Layer fehlen.
Das gleiche Problem hatte ich auch bei der Vorgängerversion.
Das verrückte ist aber, das Teil wird auch genau so gedruckt, also mit fehlenden bzw leeren Layern.
Das Druckteil hat dann sozusagen Sollbruchstellen.
Es ist mir einmal passiert das ich es nicht bemerkt habe und den Druck gestartet habe... es war nach dem Druck mehrteilig, es zerbrach genau an diesen Stellen.
Es tritt nicht immer auf, aber wenn man es provozieren will, dann muss man nur mit den Stützverstärkern rumspielen und nach einigen Minuten sieht es dann so aus...
Kennt jemand dieses Problem und weiß wie man es abstellt ?
Nur ein Neustart des Slicers kann dieses Problem beheben.
Ist es erst einmal so zu sehen, bekommt man es nicht mehr weg, da hilft auch nicht das Teil neu von der Festplatte zu laden.
Danke für Eure Zeit & Hilfe
Tidofelder
RE: PrusaSlicer erzeugt leere Layer
Ich kenne das auch von Simplify3D. Nachträglich ändern ist immer eine heikle Geschichte, da, auch bei Simplify3D, keine Neuberechnung der einzelnen Layerhöhen angestoßen wird. Entsprechend sind dann die Übergangsstellen entweder "gequetscht" oder eben Lücken, weil der nächste Layer viel höher anfängt, als ursprünglich... Also, generell ist es immer so, daß man Layerhöhen gaaanz zum Schluß erstellt. Der Programmieraufwand ist wohl Immens, um das ganze "gerade zu Bügeln".
Gruß, Digibike
RE: PrusaSlicer erzeugt leere Layer
Ich slice ja auch keine stl Dateien von Thingiverse oder anderen Portalen.
Die Bauteile erstelle ich zu 99% selber mit Fusion360 und speichere sie in hoher Verfeinerung mit dem Dateiformat 3mf ab.
Auch zeigt weder Cura noch PS ein defektes Netz an.
Vielleicht liegt es am 3mf Format, denn ich kann mich erinnern das dieser Fehler erst auftauchte seitdem ich von stl auf 3mf umgestiegen bin.
Ich werde PS mal mit einer stl quälen, mal sehen ob der Fehler dann noch auftaucht.
In welchem Format hast Du Deine Netze abgespeichert um die in Simplify3D zu slicen ?
RE: PrusaSlicer erzeugt leere Layer
Mit einer stl passiert es auch.
Aber es dauert schon etwas wenn man diesen Fehler erzwingen will. Er kommt also unverhofft. Gerade hatte ich zwei Stützverstärker die ich etwas verschoben und die Größe geändert habe, zwischendurch immer mal wieder die Layer anzeigen lassen bis ich dann einen der beiden Stützverstärker gelöscht hatte und der Fehler dann auftrat.
Beim zweiten Versuch das gleiche zu machen, kam der Fehler nicht mehr.
Echt merkwürdig. Ich frage mich ob Prusa diesen Bug kennt ?
RE:
Wenn Du die Daten zum Testen zur Verfügung stellen möchtest/darfst (.stl oder .3mf gezippt), könnte man mal drüberschauen. Möglicherweise liegt es an einer ungünstigen Parameterkonstellation im Slicer. Das Thema ist nicht neu und wurde schon von andern Slicern berichtet (Cura, S3D...).
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PrusaSlicer erzeugt leere Layer
Ich konstruiere eigentlich auch so gut wie alles selbst. Da Onshape nur STL, als, von slicern unterstütztes Format, exportieren kann, erübrigt sich das. Ich habe zwar auch noch DesignCAD aus der Zeit vor Onshape, was auch 3mf mittlerweile anscheinend unterstützen würde, aber das hatte sich nicht wirklich bewährt. Zuviele Probleme beim Export und zu schwerfällig bei Konstruktion und vor allem Änderungen nachträglich in der Konstruktion. Es arbeitet ja nicht Pfad-basierend, sondern führt die Änderungen direkt aus. Einmal gespeichert ist es nur noch eine CAD-Zeichnung mit 3D-Tiefe. Aber weit weg von einer Konstruktionsbeschreibung. Also geht da dann nur noch mittels Subtrahieren und Addieren die Änderungen nachträglich, für z.b. geänderte Bohrungsdurchmesser oder Lochpositionen...
Ich bin aber eigentlich davon ausgegangen, daß du im Slicer erst Variable Schichthöhen gemacht und dann nachträglich noch mit Support Manuell usw. da was "provoziert" hättest. In Simplify3D habe ich mir dazu extra eine kleine Excel-Datei geschrieben. Dort gibt man die aktuelle Start-höhe des Prozesses sowie die Layerhöhe in dem Prozess und die gewünschte anvisierte Ziel-höhe ein. Die datei berechnet dann den gewünschten Layer in dem Prozess, Oberhalb und Unterhalb, falls es nicht aufgeht und spukt die jeweiligen Höhen aus. Man kann dann entscheiden, welcher besser geeignet wäre oder mittels Variation der Layerhöhe eine geeigneter ermitteln. Beim Prusa Slicer läuft das ja ein klein wenig anders ab. Wird ja mehr fließend ein- und ausgeblendet und nicht als separate Prozesse abgebildet. Hat beides Vor- und Nachteile.
Gruß, Digibike
RE:
Das ist kein Problem die 3mf als zip hier zu veröffentlichen.
Mit der Konstruktion wird aber niemand etwas anfangen können. Wenn ihr damit dem Fehler auf die Schliche kommt, ist es nur gut für alle die PS nutzen und ggf die gleichen Probleme haben. Da dieser nicht ständig auftritt, haben es viele vielleicht als nervigen kleinen Bug abgetan !?
ZIP ist im Anhang. Es handelt sich dabei um eine Halterung die oben auf meinem Druckkopf montiert wird wo dann ein LIS3DH Beschleunigungssensor per Magnete für die Zeit der Messungen gehalten wird.
RE: PrusaSlicer erzeugt leere Layer
Onshape kenne ich jetzt nicht genau, habe nur mal davon gehört und gelesen.
Vor Fusion360 hatte ich eine Zeit lang FreeCAD, damit konnte ich das konstruieren was ich brauchte. Mit Fusion360 macht es aber mehr Spaß, besonders seitdem ich eine 3D-Maus nutze, sitze ich manches mal Stunden davor dass es einem manchmal schwer fällt die Knochen wieder gerade zu bekommen wenn man dann mal aufstehen MUSS. 😀
Das tolle an der 3D-Maus ist, man kann damit genau so gut im PS seine Bauteile bewegen. Stützen selber platzieren oder die Z-Naht auf das Bauteil malen, geht damit viel einfacher. In Cura braucht man dazu extra ein PlugIn welches aber ruckelig läuft. In Fusion360 und PS gibt es praktisch keine Unterschiede.
Die variable Schichthöhe habe ich bis jetzt einmal ausprobiert. Es ist eine schlaue Funktion, besonders gut bei Drucken zu gebrauchen wo man Überhänge nicht gerne stützen möchte oder wo es auf Aussehen drauf ankommt.
RE:
Ist ja lustig - ich habe mir vor Kurzem auch eine Halterung für den LIS3DH für's Duet2 gebaut:
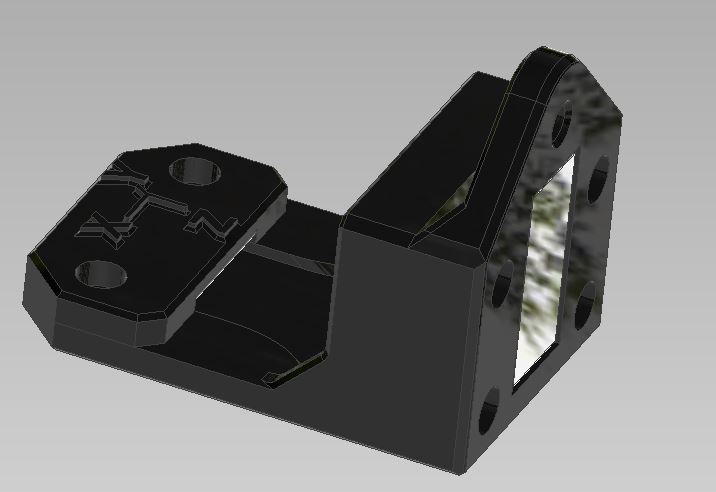
(mit Neodym Magnet und schraubbar)
Ich schau mir Deine Daten mal an. Vielleicht finde ich etwas Auffälliges.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PrusaSlicer erzeugt leere Layer
Ja, das ist lustig. 👍
Bei mir wird der Halter auch geschraubt, es sind 2x 2mm selbstschneidene Schrauben und am oberen Ende, dort wo die beiden 4mm Löcher sind, kommen 12mm lange Stabmagnete rein, die den Halter auf einem Stepper-Motor halten.
Der LIS3DH Sensor ist in Heißkleber eingegossen und in Form gebracht. Die Vertiefung die man im Screenshot sieht... dort kommt er rein.
Zwei Schrauben mit Muttern sind durch Bohrungen vom Sensor geschraubt und die Köpfe der Schrauben verbinden dann den Sensor mit den Magneten.
Ich habe mir zwei LIS3DH gekauft um sie fest zu verbauen (Druckkopf und Druckbett) und um sie dann mit je einer USB3-Buchse (Typ C) zu versehen. Vom Duet2 Wifi geht dann die Leitung bis zum Druckergehäuse wo auch eine USB3 Buchse (Typ A) eingebaut werden soll. Später braucht man nur noch ein handelsübliches und unverändertes USB3 Kabel um je einen der Sensoren zu verbinden.
Mein nächstes Projekt soll der Umbau von Linearschienen auf 10mm und 12mm Rundstäbe sein, da der Linear-Schlitten des Druckkopfes schon der dritte ist den ich ausgetauscht habe, die Vorgänger hatten zwar nur ein leichtes Spiel bekommen mit der Zeit, aber dieses Spiel wirkt sich an der Düsenspitze zu stark aus, daher sollen jetzt Rundstäbe, ähnlich wie beim Prusa, verbaut werden um dieses Problem zu beseitigen, denn 60-80mm Abstand zwischen den Stäben sollten spielfreier sein wie die 12mm einer Linearschiene (von der Düsenspitze aus gesehen). 10mm für die X-Achse und 12mm für die Z-Achse. Auch die Spindeln sollen weg und durch Riemen ersetzt werden (Stepper Motor mit Untersetzung) so ähnlich wie der Voron es hat, aber mit breiteren Riemen als 6mm .
Aber der Umbau wird wohl noch etwas warten müssen, erst steht eine Wohnungssuche an, das Haus von dem mir ein Teil gehört (Erbengemeinschaft) soll demnächst verkauft werden und das hält natürlich erst einmal auf.
Und da ich dann eh einen neuen Druckkopf konstruieren muss, soll der LIS3DH Sensor einen festen Platz bekommen und der Halter den ich jetzt gedruckt habe kommt dann in die gelbe Tonne. 😉
Viel Text um nur etwas kleines zu erklären. 😀
RE: PrusaSlicer erzeugt leere Layer
Da ich Inputshaping nur alle Zeiten mal durchführe, habe ich lediglich einen mobilen LIS3DH im Einsatz. Durch das Verringern der Masse der Y-Grundplatte hat sich das Resonanzspektrum leicht nach rechts verschoben, was auch bei den Druckergebnissen sichtbar ist. Mit den 12er Hiwin's habe ich bislang keine Probleme gehabt (verbaut an allen Achsen). Da die Trapezmuttern an den Z-Spindeln schon recht ausgeweitet sind, werde ich dort, wie eben bei den Führungsschienen auch, ein leichtes Kugelumlaufsystem verbauen. Damit hat man erstmal eine Weile Ruhe.
Die Inputshaping Routinen habe ich vor einiger Zeit aus Klipper übernommen. Inzwischen gibt es aber auch ein gut brauchbares Plugin.
Aber dies sind alles andere Geschichten zu welchen man zahlreiche Rubriken füllen könnte.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PrusaSlicer erzeugt leere Layer
Genau das PlugIn habe ich im DWC installiert. Es ist um Welten besser wie das integrierte Input Shaping des DWC's welches auch sehr versteckt ist.
Ich frage mich immer, was ist besser... das kurze bewegen der Achsen in verschiedenen Frequenzen wie bei Klipper oder die einmalige Fahrt einer Achse wie im DWC ?
Welche Methode führt zur aussagekräftigsten bzw genauesten Diagnose !?
Aber so wie ich gelesen habe, macht sich darum auch der Macher von Duet (David Crocker) sich seine Gedanken. Vielleicht gibt es da ja bald ein Update ?
RE: PrusaSlicer erzeugt leere Layer
Ich verwende sowohl die Klipperroutine (war eine Menge Arbeit, dies in DWC zu integrieren) und gleichermaßen das DWC Plugin 3.4.1.
Die Ergebnisse sind bei kurzen Bewegungen im Frequenzbereich von 5-133.3 HZ (Klipperrot.) gut übereinstimmend mit den Werten einmaliger Verfahrbewegungen (DWC Plugin). Einfach mal selber testen. Du kannst im DWC Plugin ja zahlreiche Achsbewegungen hinzufügen.
Der Vorteil des DWC Plugin's ist, dass die Mechanik nicht dermassen hoch belastet wird.
Das finden des optimalen Algorithmus ist wieder eine eigene Sache. Da muss man eine Weile experimentieren.
Ich habe jedenfalls festgestellt, dass geringste Änderungen (Gurtspannung, Beschl., Jerk, Gewicht der Elemente usw.) eine großen Einfluss auf die Ergebnisse haben.
Mit den derzeitigen Einstellungen erziele ich bis 320mm/s Druckspeed noch gute Ergebnisse. 500mm/s wären möglich.
Diese Speedwerte wirken sich allerdings nur bei größeren Druckteilen aus, da andernfalls aufgrund der regulierten Beschleunigung/Verzögerung die Spitzen Speedwerte gar nicht erreicht werden.
In der Regel kann ich bei meinen Druckteilen die Druckzeit um ca. 30-70% reduzieren.
Wie gesagt, da spielen viele Dynamik Parameter mit rein und man braucht viel, viel Geduld, um ein gut akzeptables Ergenis zu erreichen.
Für Beginner ist diese Thematik nicht zu empfehlen. Da belässt man es am Besten bei den Voreinstellungen der Herstellers, welche meist gut funktionieren.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.