Shell problem
Hi
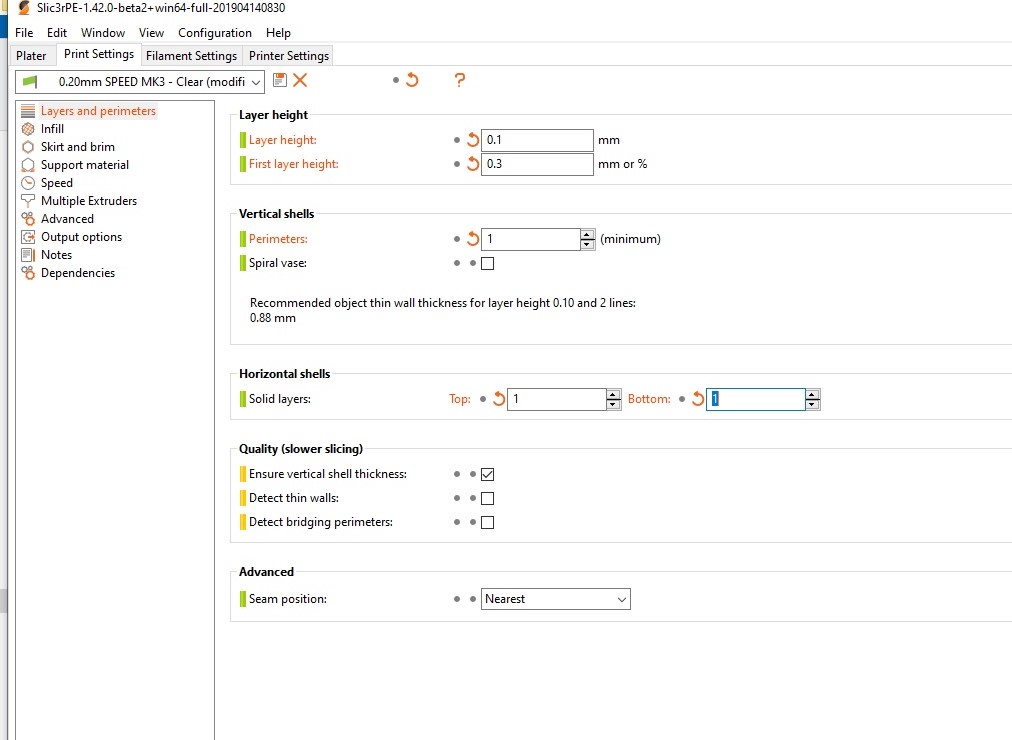
I want to print this bar and I have problem understanding what they mean with the number of shells.
As you can see I have attached the settings in Slicer.
Are they right or what should be the correct setting?

Best Answer by Neophyl:
What printer do you have ? If you had included the requested project file from Prusa Slicer all your settings would be available to check, including the printer you are using.
I haven't had time to go through the instructions fully yet but looking at them it would appear that a finely tuned setup on the printer is needed. Have you done all the usual ones to make sure your extrusion rate is correct for the filament roll you will be using ? If you are running a mk3 is your first layer dialled in perfectly. With a smooth flex print sheet and a low warping plastic like PLA the flat parts should print fine if your bed is super clean and your live z is correct. None of that tape or hairspray etc mentioned in the document should be needed.
The low layer heights are needed to get the parts dimensionally accurate in the Z axis, however with Prusa Slicer you can make use of variable layer heights to only use low ones where needed. Anything that prints upwards with flat sides like a box doesn't need thin layers, but for those sections that have details in (like the grooves) it will choose a lower layer (or you can manually define it).
Its looks far more challenging to make sure your x/y is proper and your extrusion is a major part of that. As the designer has left a very small tolerance between parts any over extrusion will result in parts that don't move freely and so lots of post processing ie sanding.
For example that bar , the one you pictured, 1 perimeters and increase the number of bottom and top layers such that theres no room for infill. No need to set 100% infill as the increased top and bottom layers will make sure theres no room for it. That will give the solid requirement mentioned in the build document.
Where they mention shells that just means perimeters. For example on the drawer they says 2 or 3 shells , 20% infill and 6-8 top/bottom layers. S0 with a 0.4mm nozzle that equates to roughly 1.2mm thick walls and 0.63-0.84mm thick tops and bottoms. So in PS you can set your perimeters to 3 and set your top and bottom layers to 8. Although I would make sure the minimum thickness value setting for those is set to 0.8. That way if using variable layer height and it decides it needs a thinner section on a top or bottom areas it will automatically increase the count until it meets the minimum value you specify.
RE: Shell problem
Shells equates to perimeters usually for some other slicers. Although I'm not sure if shells in the other slicers also equates to the top and bottom layers settings in Prusa Slicer too. PS allows you to set separate values for each.
For that you have pictured I'd certainly want more than 1 top and bottom layer, in fact at that size Id want it all solid without sparse infill. Also if printing flat like it appears to have been then there is absolutely zero reason to use a 0.1mm layer height unless the edges have some form of curve that isn't apparent from your picture.
btw for future reference the best way to get help is to make it easy for people who want to help. Normally that means placing your part in PS then using File>Save Project as to save a .3mf file. The 3mf file contains your model(s), all your settings, as well as any modifiers or other things like variable layers heights you may be using. Then you take that 3mf file, zip it up into an archive (zip file) and attach it here. The forum wont allow most formats but does allow zip.
That way anyone can open it, see what you are working with and slice and preview easily. They can then often post back an updated project with potentially optimised settings.
RE: Shell problem
Thanks for your reply
The reason for the 0,1 mm layer is that the next item to build this puzzle (that are the shape of a box) are gonna have 0,105 mm so they can slide better.
I guess that 100% infill makes it pretty solid, or…?
So the drawer that are the next thing to print is a drawer with 0,105 mm layer, 2-3 total shells, 20% infill and 6-8 total solid top/bottom layers
I still have problem with what they mean with total shells, like for the drawer it says 2-3 total shells what does that mean?
RE: Shell problem
As I said, shells = perimeters. The designer of the parts is giving recommended setting for the slicer they are using. They aren’t necessarily what will work using Prusa Slicer. So I suggest you either use the same slicer they do so you can make all the settings the same or figure out the equivalent settings in Prusa Slicer.
That would be much easier if you post a saved project as I also suggested so that people can give you advice on what should work for the models you are trying to print. You haven’t even posted a link to the project so that people can get a better idea of what it is exactly you are trying to do.
RE: Shell problem
Hereś the link to the building instructions
https://cdn.thingiverse.com/assets/45/ff/c4/6e/20/Build_Instructions.pdf
RE: Shell problem
What printer do you have ? If you had included the requested project file from Prusa Slicer all your settings would be available to check, including the printer you are using.
I haven't had time to go through the instructions fully yet but looking at them it would appear that a finely tuned setup on the printer is needed. Have you done all the usual ones to make sure your extrusion rate is correct for the filament roll you will be using ? If you are running a mk3 is your first layer dialled in perfectly. With a smooth flex print sheet and a low warping plastic like PLA the flat parts should print fine if your bed is super clean and your live z is correct. None of that tape or hairspray etc mentioned in the document should be needed.
The low layer heights are needed to get the parts dimensionally accurate in the Z axis, however with Prusa Slicer you can make use of variable layer heights to only use low ones where needed. Anything that prints upwards with flat sides like a box doesn't need thin layers, but for those sections that have details in (like the grooves) it will choose a lower layer (or you can manually define it).
Its looks far more challenging to make sure your x/y is proper and your extrusion is a major part of that. As the designer has left a very small tolerance between parts any over extrusion will result in parts that don't move freely and so lots of post processing ie sanding.
For example that bar , the one you pictured, 1 perimeters and increase the number of bottom and top layers such that theres no room for infill. No need to set 100% infill as the increased top and bottom layers will make sure theres no room for it. That will give the solid requirement mentioned in the build document.
Where they mention shells that just means perimeters. For example on the drawer they says 2 or 3 shells , 20% infill and 6-8 top/bottom layers. S0 with a 0.4mm nozzle that equates to roughly 1.2mm thick walls and 0.63-0.84mm thick tops and bottoms. So in PS you can set your perimeters to 3 and set your top and bottom layers to 8. Although I would make sure the minimum thickness value setting for those is set to 0.8. That way if using variable layer height and it decides it needs a thinner section on a top or bottom areas it will automatically increase the count until it meets the minimum value you specify.
RE: Shell problem
Thank you very much for your help even if I don´t understand all of it but I will give it a try or if you are in Sweden you can just pop by and give me a hand with it 😀
But you are obvious a pro that understand everything about 3d printing so I truly do appreciate your help
RE: Shell problem
@krilleric
Oh hell no, the one thing I have learned is that there's ALWAYS more to learn. There are still lots of areas I only know the basics on due to not having had a need to use them much yet.
Just read everything you can and experiment with the settings. One at a time to see what effect each has. One thing that I don't think enough people make full use of is the slice preview and all the modes it has. Then when you think you have it figured out from the preview, try a print and let reality kick you in the backside 🙂