PrusaSlicer 2.6.0-alpha5 is OUT!
Summary
This is another alpha release of PrusaSlicer 2.6.0. It brings several substantial changes to the slicing core and fixes bugs found in previous alphas. For new features in the 2.6.0 series, please read the release logs of 2.6.0-alpha2, 2.6.0-alpha3 and 2.6.0-alpha4.
To let you enjoy the alpha without worries, the alpha builds save their profiles into the PrusaSlicer-alpha directory, so you may use the alpha side by side with the current release without ruining your production configuration.
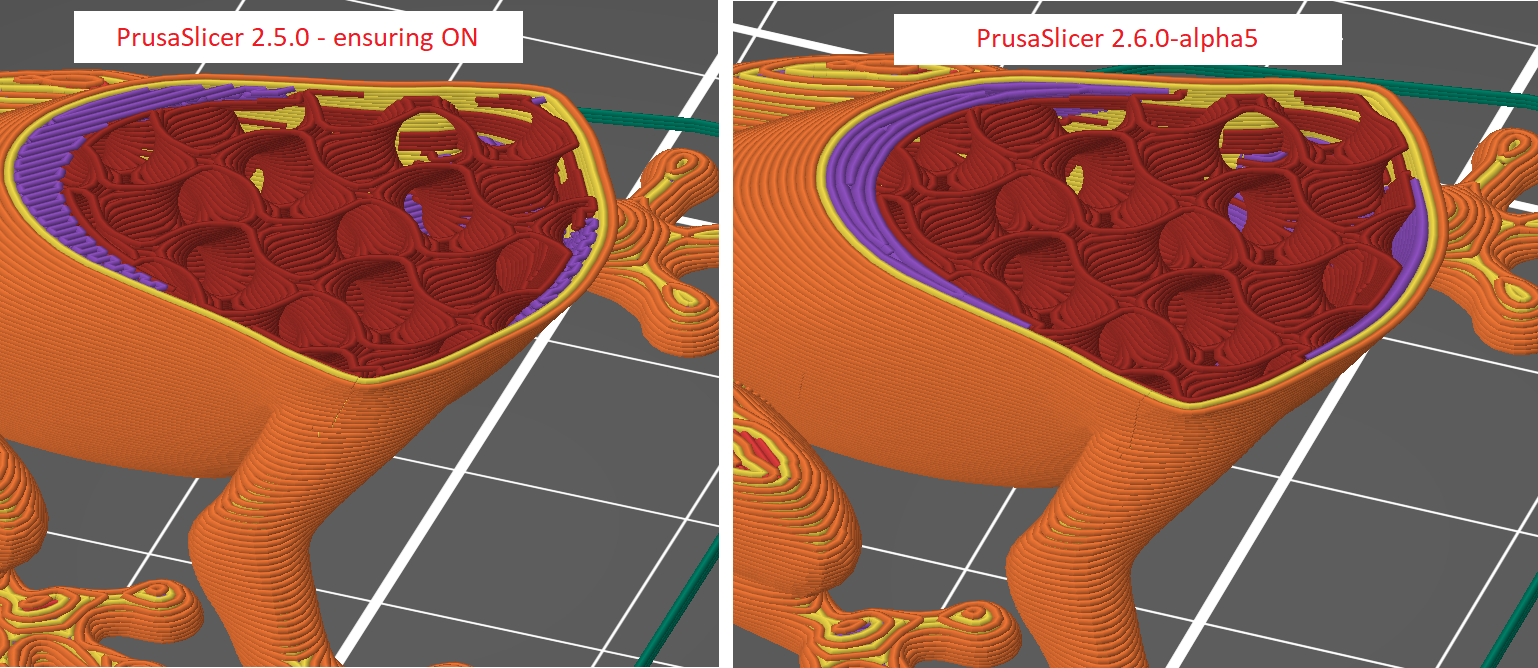
Ensure vertical shell thickness improvement
This change improves one of the most hated feature of PrusaSlicer: too much solid infill and the way it is printed. Some of the related issues are #28, #223, #1054, #1531, #2137, #3744, #6853, #9245, #9898.
The problem and its history are as follows: When printing sloping surfaces, the resulting wall gets thinner (for obvious geometrical reasons). In the case that the slope is small, this effect can even produce holes in these walls, as the external perimeter on one layer may in fact be "more inside" than the innermost perimeter on the layer below. Original Slic3r applied rectilinear infill to fill in these gaps, PrusaSlicer added an extra logic to Ensure vertical shell thickness, which was trying to ensure that the shell would not be thinner than a vertical wall would be. The algorithm had the disadvantage of consuming more material than needed and creating very short segments of infill with abrupt changes of direction, leading to significant vibrations of the printer.
Starting with this version, PrusaSlicer fills the areas with concentric infill. The calculation of the areas is also reworked, so the material is only added where it is really needed. The old "Ensure vertical shell thickness" parameter used to switch between the upstream Slic3r and Slic3r Prusa Edition algorithms to ensure vertical wall thickness. The new algorithm implemented in PrusaSlicer 2.6.0-alpha5 is significantly better than either of the two old algorithms; thus, the switch "Ensure vertical shell thickness" was removed.
Extend sparse infill #569
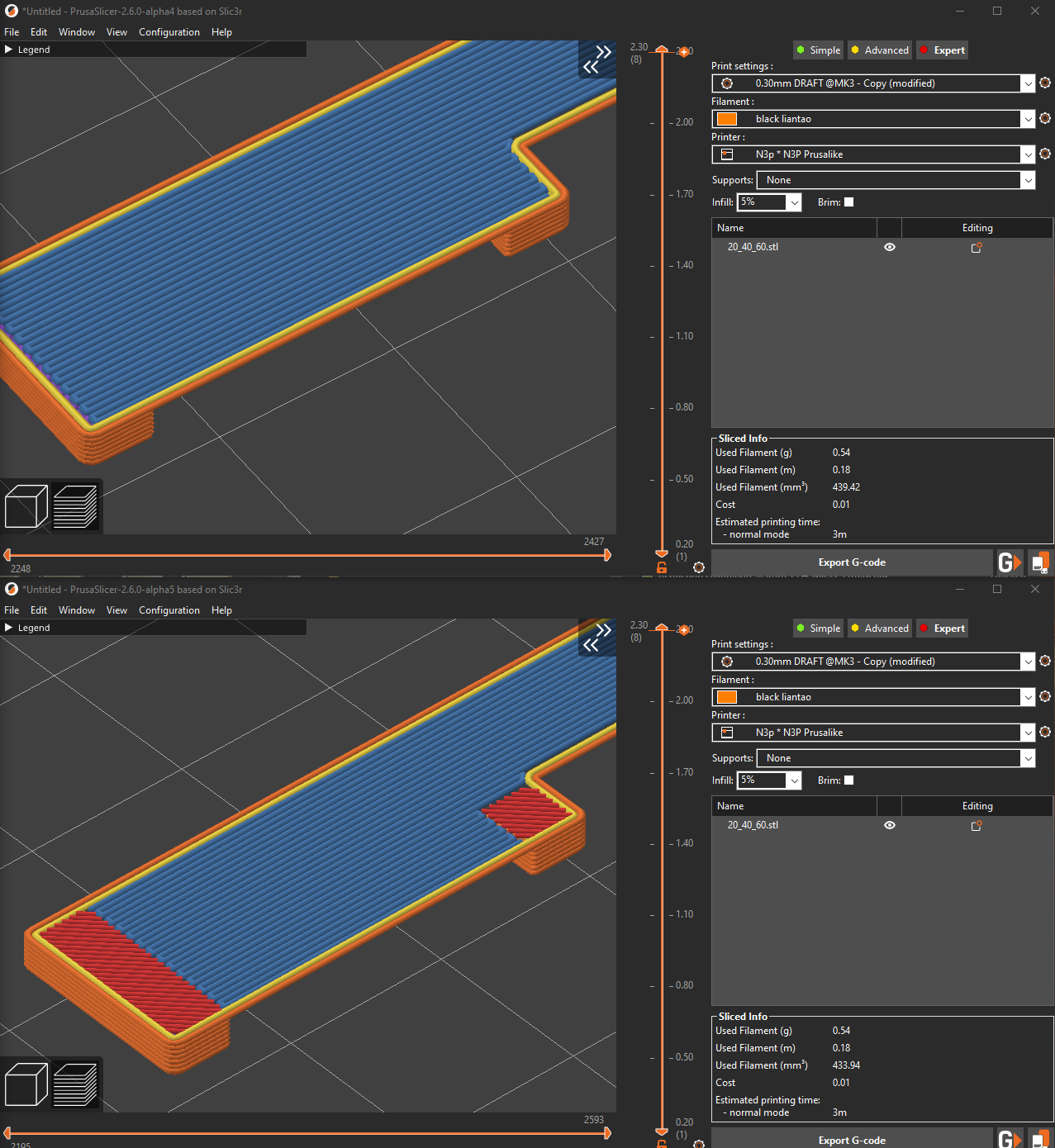
Another long-standing issue was connected to bridging solid infill printed over sparse infill. The shape of such infill islands was only determined by what was above, and the infill lines were often inadequately supported as a result, leading to mid-air extrusions and possibly failed prints. PrusaSlicer now extends the lines of the bridge infill so that their ends are supported by the sparse infill on the layer below. The bridge infill is now always using 'Thick bridges'. The new algorithm is NOT applied for Support Cubic, Adaptive Cubic and Lightning infill.
This change also made it possible to decrease the expansion of the bridging layers, which leads to smaller filament consumption and shorter print times. The comparison image below shows exactly the same model (a cube with a counterbored hole in the top face). Only the two adjacent layers are shown for clarity: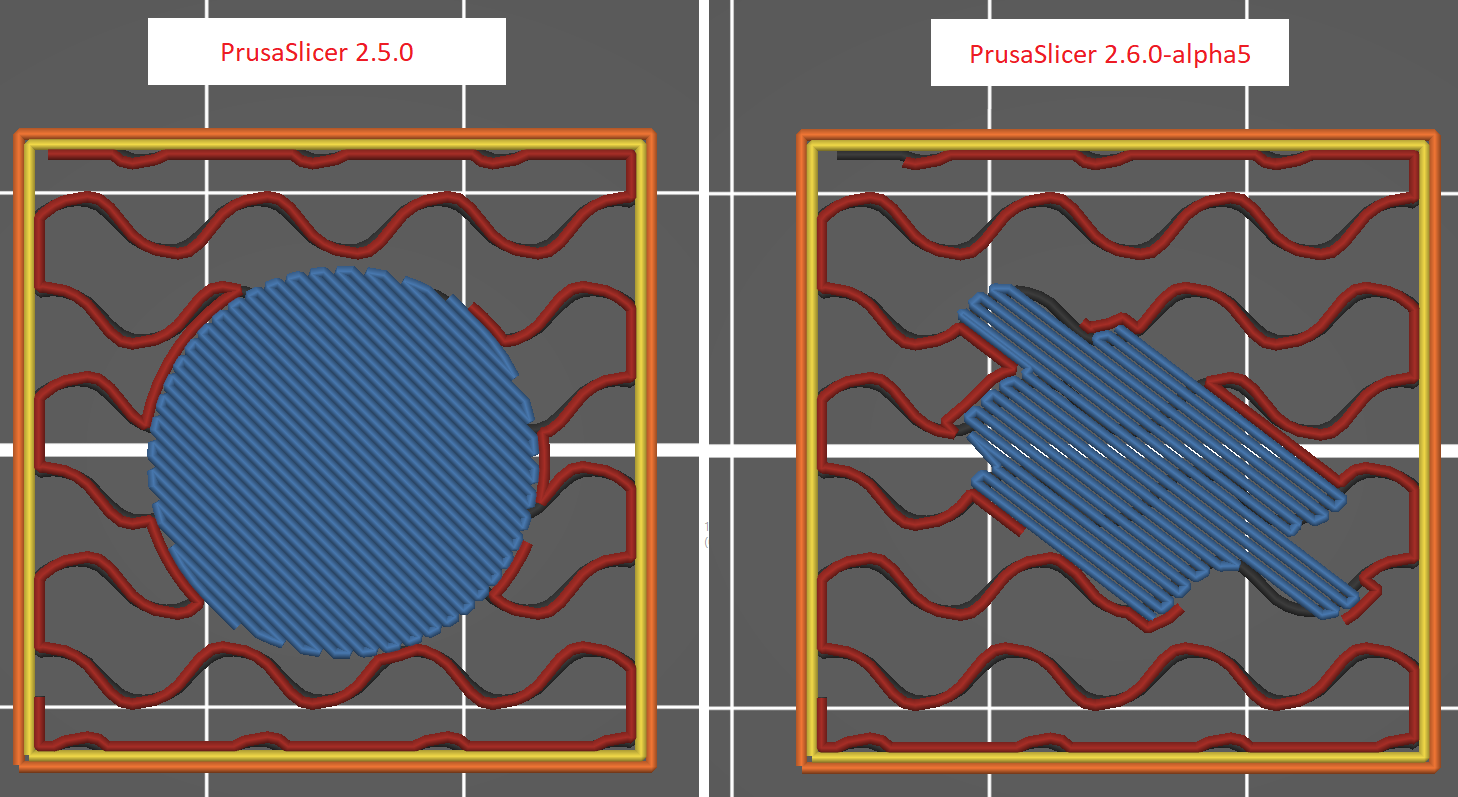
Dynamic control of fan speed on overhangs #2921
This feature is similar to Dynamic overhang speed introduced in 2.6.0-alpha2. Fan speed is defined for predefined overlaps, and PrusaSlicer interpolates between the values to set the optimal fan speed when printing overhangs. The feature is accessible in Filament settings->Cooling->Dynamic fan speeds.
Other improvements with respect to 2.6.0-alpha4
- It is now possible to import ZIP file contents from
File->Import->Import ZIP Archive. A dedicated dialog is shown, and the user can select which of the files in the ZIP archive they want to open. - Organic supports can now be used with raft. Raft is built for the object only. Organic supports are routed directly to a print bed, they are not supported by a raft. #9816, #9743, #9526
- Raft interface / contact layers are newly produced with alternating directions, and raft contact layer is newly perpendicular to a fill direction of the first object layer.
- The configuration of
Dynamic overhang speedwas simplified, the percentage levels for which the speeds are set are fixed at 0/25/50/75 %. - There is a new
is_nilfunction available in custom G-Codes to check whether a given configuration option is currently inactive (such as idle_temperature in Filament Settings). Example usage:{if is_nil(idle_temperature[0])}...{else}...{endif}
Bugs fixed with respect to 2.6.0-alpha4
- Wipe tower brim was not shown in the 3D scene after slicing was finished
- Tool temperature visualization in Preview was incorrect in some cases (related to #8324 and #9597)
- macOS specific: Text emboss input dialog did not allow pasting text from the clipboard #9795
- "Avoid crossing curled overhangs" sometimes generated travel moves outside of the bed #9800
- Fixed "Dynamic overhang speed" when Pressure equalizer was used #9485
- Fixed a crash in G-Code Viewer when parsing G-Code generated by Simplify3D #9823
- G-Code Preview did not account for z offset when setting the height of the toolpaths for the purge line in custom start G-Code #9722
- Fixed a crash when trying to add instances when multiple objects are selected #9864
- Various minor improvements and bugfixes in the Cut tool #9771
- Fixed a bug that incorrectly triggered an "out-of-bed" error when specific transformation was applied. The same problem caused issues when changing variable layer height #9467 #9519 #9646
- By pressing the 'T' keyboard shortcut, it was possible to add text to an object that was created by a cut and had connectors. This is now fixed, as this is an unsupported scenario.
- Fixed a crash sometimes occurring on startup on macOS Ventura 13.2.1 #9774
- Reload from disk was not available for 3MF files #9822
- Fixed a crash when cutting an object containing a modifier
Bugs fixed with respect to 2.5.0
- Fixed a crash happening after splitting a painted object into parts (related to all paint-on features). The painting is now removed before the splitting and the user is notified about it #9809
- Fixed missing dense raft layers when number of support top interface layers was set to zero. Mentioned in #7951.
- Fixed discrepancy between the G-code placeholder parser current layer index and the total number of layers. Fixed for non-sequential print only for now #9866
Localizations
- Updated dictionaries for CS (currently incomplete), DE, ES, FR, IT and PL
Download
individual program download;
https://github.com/prusa3d/PrusaSlicer/releases/tag/version_2.6.0-alpha5
Please report any bug or issue here
github.com/prusa3d/PrusaSlicer/issues
Shane (AKA FromPrusa)
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
And I was so hoping that the release notes would start with
- Fixed the seam algorithm so that they're straight now and don't look like the path of a drunken sailor.
- Allowed for smaller diameter of the seam and support painting tools.
- Implemented a straight line snapping mechanism for seams and support painting similar to the new cut tool.
Oh well, maybe next time 😥
But "extend sparse infill" looks useful.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
+1 what fuchsr posted.
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
Dobrý den, upravte prosím límec ! Aby to bylo jako když přidám kostku širokou kolem objektu se sílou vrstvy tisku, límec nefunguje na 100% ani na 50% občas. Na 200% funguje vytvoření kostky kolem objektu se sílou vrstvy tisku ( 0,2mm atd.. ) Díky
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
@pavel-6
These are the English Forums.
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
Looks nice!
A few features that I had hoped for:
- Custom locations of brims
- I often need something to keep corners from lifting, but I don't want brims everywhere.
- Arc overhangs or perimeter bridge infill when overhangs are 90 degrees.
- Now we just get dumb bridge infill and perimeters that prints in mid air when overhangs are 90 degrees.
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
- Organic supports can now be used with raft
Finally.
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
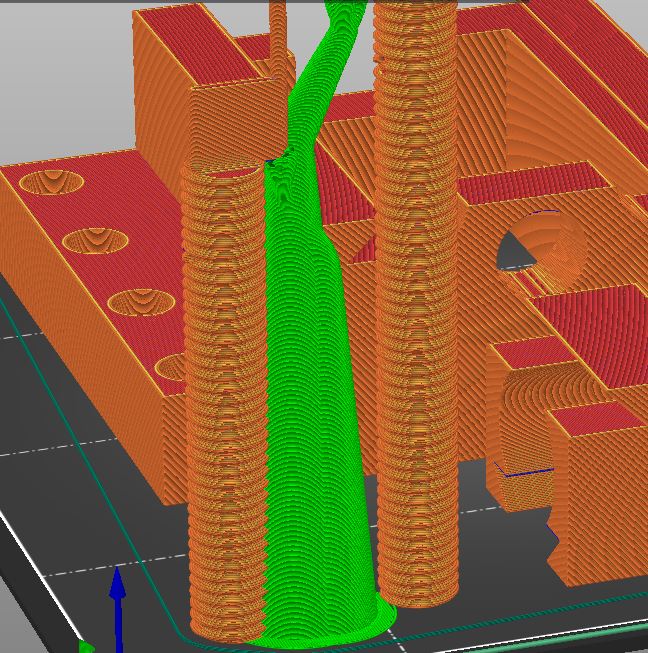
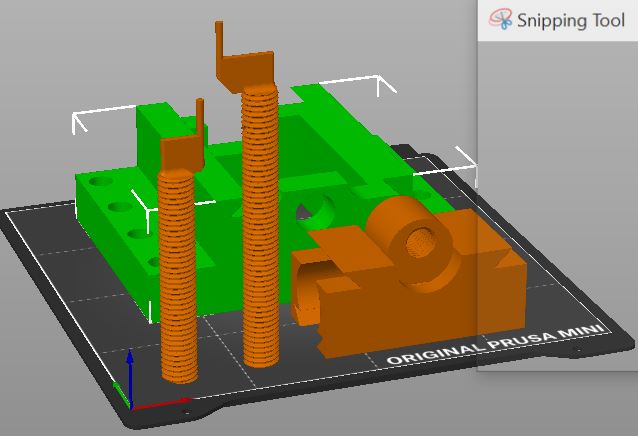
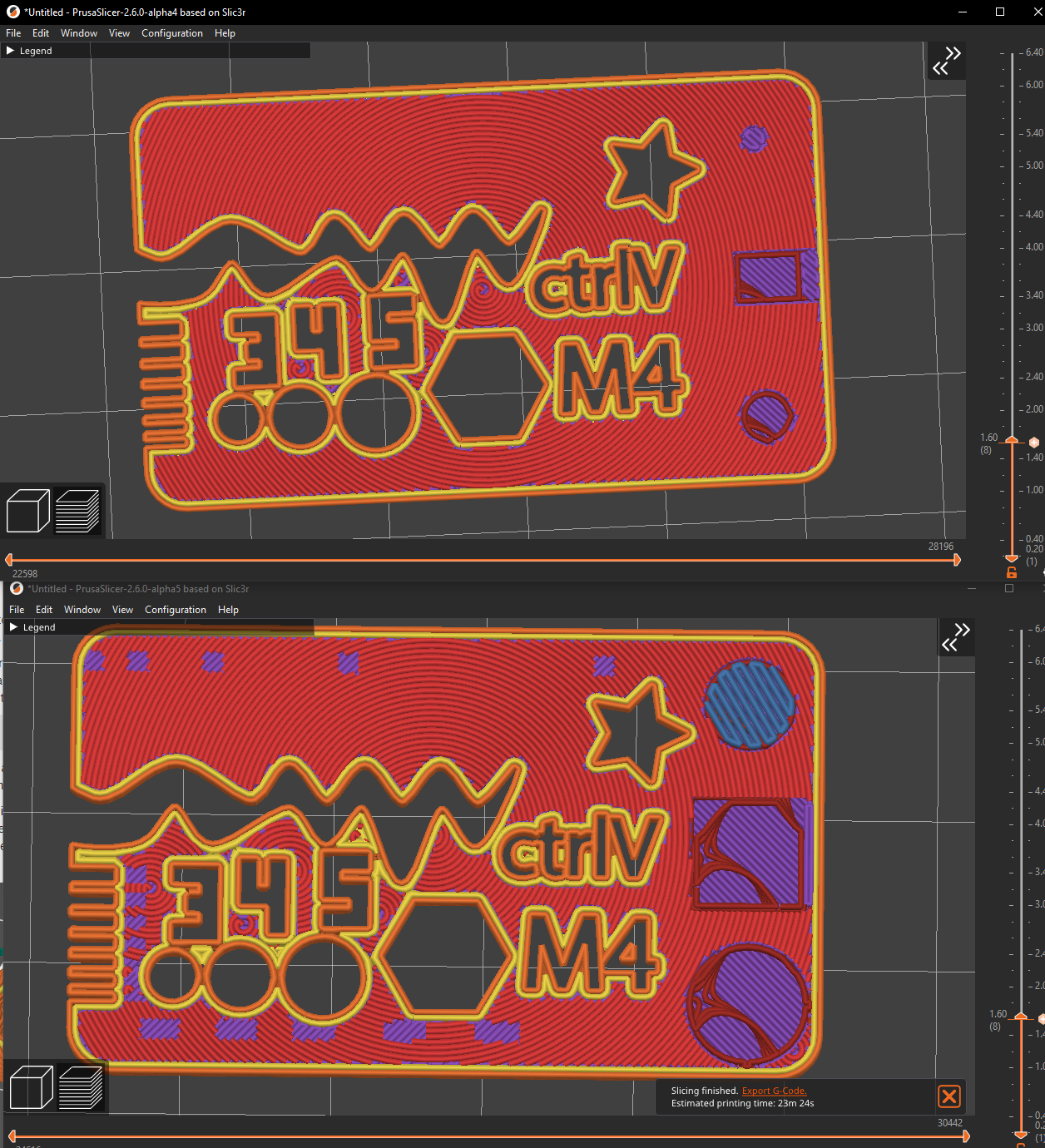
Hi, I have a feeling that that change in processing shell thickness had impact on how bridges and layers above them are rendered - it's taking it as regular inside infill instead of like bottom layer which is not on bottom. Hope you can undestand what I mean 🙂
Here is screenshot - top is alpha 5, bottom is alpha 4, which is beahving correctly. Model in question is https://www.thingiverse.com/thing:4586978/comments

Mentioned in fb group - https://www.facebook.com/groups/3dtisk/posts/2439794996177574/
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
I built the alpha4 version of the slicer in February. It is pretty nice.
Just as a warning, cmake retains information about OCCT, even though the code is supposed to be sand boxed. I found this out just yesterday, when I tried to build FreeCAD from source, as I usually do. Cmake told the system that the code for OCCT was inside of the PrusaSlicer alpha4 code directory. It took 4 hours of my time to get a successful build of FreeCAD, due to having to fight Cmake. Ignore statements did not work. Simple cachefile deletions did not work.
The only thing that worked was to install occt-misc which had a fresh cmake file, then to delete CMakeCache.txt, and the following command:
$ cmake ../freecad-source -DOpenCASCADE_DIR=/usr/lib/cmake/opencascade/
As a result of this, I am reluctant to try any more alpha code from Prusa. The code sand box was fine, but cmake was not sand boxed. Perhaps this is common knowledge to advanced developers, but it was not to me. If there was a warning about this, I must of missed it. For the future, I might suggest a means to get back to how things were, prior to the installation.
As an alpha, the code is pretty cool. What was not cool was altering cmake settings for other builds.
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
Unsure if this was addressed or even known. I have a large (over 1M triangle) print i was trying to do, 4 days worth actually. Ender v2 neo printer, and i think the size of the print is causing thermal runaway (according to the board) i sat and watched it jump from 190 to 205 back and forth, and it would then trigger thermal runaway. grabbed another file from CURA (dont hate me they are just tools) and the temp has been rock solid, i re-sliced the item in question in cura and will see if it does the same thing. I'll also download alpha 5 and see what's new 😀
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
Thermal runaway and temp fluctuations are hardware/ firmware related and have zero to do with the gcode produced. Longer prints are going to put more strain on the hardware as things are hot for longer.
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
Having trouble printing miniatures with Organic supports. I'm using 0.05 layer height, but first layer at 0.3. I *think it's a bed adhesion problem. During the print, one of the organic supports will break free of the bed. (Failed twice so far). I've re-levelled and set the height of the bed just in case and will try again. As far a options for organic supports are concerned, I tried to use variable layer height to make the bottom layers that don't need detail like a normal 0.2 layer height but this is not an option while using organic supports. And brim's don't include organic supports. Perhaps an option to change the base of the support to have a Propper brim?
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
Please add settings for a 0.8mm tips for the creality ender 5 plus.
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
Just wanted to give a heads up on the Alpha 5 version of 2.6. If you have two painted supports and place them close together the organic "tree" support will invade the space of one object. Not sure if this is the right area to post the issue, but at least we can be aware.
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
That’s not the alpha, supports have always done that in PRUSA slicer. It’s just more noticeable now with organic supports as they tend to be located outside the model more. Every object is sliced independently, so you can place 2 objects overlapping and it will do the same. The user is expected to place objects far enough apart or if they can’t you are supposed to merge objects and that way the supports will take it into account as a single object.
This is not a bug and intended design of the software.
RE:
Since the alpha 5 something happened to the overlaps of solid infills and bridges, in alpha 4 my bridges worked perfectly after tuning but with the same settings in alpha 5 they dont attach to the perimeters anymore.
Also the top solid infill gets holes because the overlap is non existent and it makes the parts weaker and uglier tbh.
I tried all settings possible, nothing helps (infill perimeter overlap for example)
can post more severe examples if needed
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
Wayne, not sure if you've got this solved, or if anyone else pointed this out yet, but when my organic supports were giving me grief, the best options were to change the tip size and the angle. I changed the angle to 8 degrees from 5, and I made the tip size 1.5 instead of 0.8. I know these are fairly aggressive, and end up using a little bit more filament, but .... this was critical, for larger prints especially. For 300mm tall models, I'd nearly have to set the tip size to 2.0mm or 3.0mm.
I've also experimented a little with Z hopping, and that seems to protect the supports too. I prefer making the supports stronger over Z hopping, because Z-hopping leads to stringing issues, for me :/
Having trouble printing miniatures with Organic supports. I'm using 0.05 layer height, but first layer at 0.3. I *think it's a bed adhesion problem. During the print, one of the organic supports will break free of the bed. (Failed twice so far). I've re-levelled and set the height of the bed just in case and will try again. As far a options for organic supports are concerned, I tried to use variable layer height to make the bottom layers that don't need detail like a normal 0.2 layer height but this is not an option while using organic supports. And brim's don't include organic supports. Perhaps an option to change the base of the support to have a Propper brim?
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
hi, after a quick look at current Alpha6 I'd like to ask if you plan to get Orcanic Supports working with Adaptive Layers in a futur 2.6 release?
and will it we possible to change the wall-count of the trees to 1?
thanks
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
This would be very nice indeed.
I tried adaptive layers with organic supports on alpha4 and got the warning it was not supported.
hi, after a quick look at current Alpha6 I'd like to ask if you plan to get Orcanic Supports working with Adaptive Layers in a futur 2.6 release?
and will it we possible to change the wall-count of the trees to 1?thanks
RE: PrusaSlicer 2.6.0-alpha5 is OUT!
I wish modifier meshes wouldn't create seams, for example when needing more perimeters in some areas and not the whole model, the slicer creates seams where the modifier meshes are