initial movement speed crashing Z axis
I have a i3 clone running a ramps board with Marlin 1.1.8 and TMC2130 SPI stepper drivers.
I have been using Cura and dont have any issues but wanted to try PrusaSlicer.
the initial movement is
; generated by PrusaSlicer 2.1.1+win64 on 2020-04-18 at 16:42:06 UTC
G1 Z0.220 F7800.000 <-- this is too fast for my printer and i need to adjust this setting to be able to even start a print.
Where is this speed setting? I have set all the machine settings to match those in Marlin firware but that speed is not changed.
RE: initial movement speed crashing Z axis
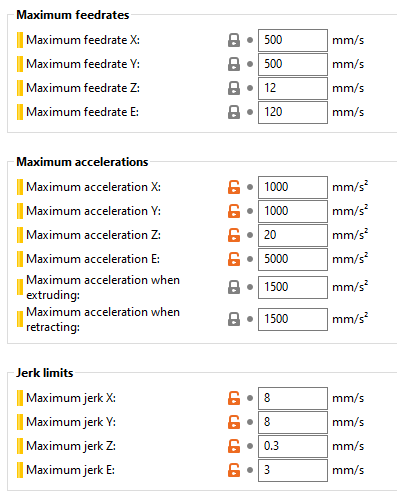
The maximum speeds for a machine in PrusaSlicer is configured in Printer Settings -> Machine limits. You can change the settings here if you switch to Advanced or Expert mode.
Have a look at my models on Printables.com 😉
RE: initial movement speed crashing Z axis
I have set the machine limits as per the settings I have in marlin and it makes no difference.
And the resulting GCODE:
; generated by PrusaSlicer 2.1.1+win64 on 2020-04-19 at 07:55:03 UTC
;
; external perimeters extrusion width = 0.45mm
; perimeters extrusion width = 0.45mm
; infill extrusion width = 0.45mm
; solid infill extrusion width = 0.45mm
; top infill extrusion width = 0.40mm
; first layer extrusion width = 0.48mm
M201 X1000 Y1000 Z20 E5000 ; sets maximum accelerations, mm/sec^2
M203 X500 Y500 Z12 E120 ; sets maximum feedrates, mm/sec
M204 P1500 R1500 T1500 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2
M205 X8.00 Y8.00 Z0.30 E3.00 ; sets the jerk limits, mm/sec
M205 S0 T0 ; sets the minimum extruding and travel feed rate, mm/sec
M107
M190 S50 ; set bed temperature and wait for it to be reached
M104 S200 ; set temperature
G28 ; home all axes
G1 Z5 F5000 ; lift nozzle
M109 S200 ; set temperature and wait for it to be reached
G21 ; set units to millimeters
G90 ; use absolute coordinates
M82 ; use absolute distances for extrusion
G92 E0
; Filament gcode
G1 Z0.240 F7800.000
G1 E-2.00000 F2400.00000
G92 E0
G1 X85.933 Y80.302 F7800.000
RE: initial movement speed crashing Z axis
It looks like an error - I think the right speed should be 60x12 mm/s = 720 mm/min, not 7800 mm/min.
Can you try using the latest PrusaSlicer release 2.2.0 to see if the output is the same or the error has been corrected?
Maybe you could zip and upload the project 3mf file.
Have a look at my models on Printables.com 😉
RE: initial movement speed crashing Z axis
Could it related to this open issue on Github https://github.com/prusa3d/PrusaSlicer/issues/2945 ?
That is about the z set speed not being independent of the others.
RE: initial movement speed crashing Z axis
@neophyl
Yes, that seems to be the problem. If I read right, it is not fixed in 2.2.0.
Still, Marlin should limit the speed to 12 mm/s even if a move is set to 7800 mm/min:
M203 X500 Y500 Z12 E120 ; sets maximum feedrates, mm/sec
I see this as two problems, the first is that PrusaSlicer should not generate speeds exceeding max feed rate for a given axe and second Marlin should limit speeds to max given in M203.
Have a look at my models on Printables.com 😉
RE: initial movement speed crashing Z axis
I have just downloaded the latest release of Slic3r and the creates exactly the same code without the block of code for limits.
I have not tried the code yet but I will and see if without the limits block marlin speed limits are adhered to. Ie if it actually gets the nozzle at a correct distance from the bed to print.
RE: initial movement speed crashing Z axis
Hi Andy,
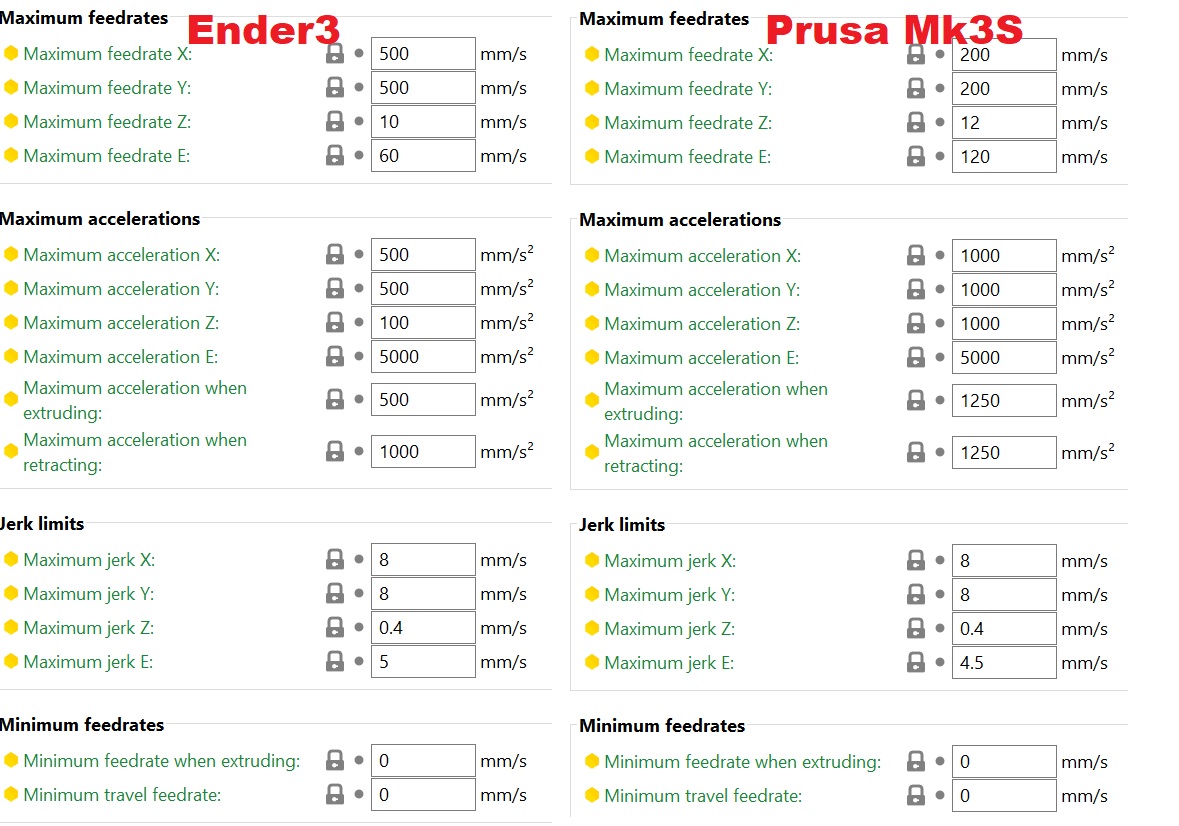
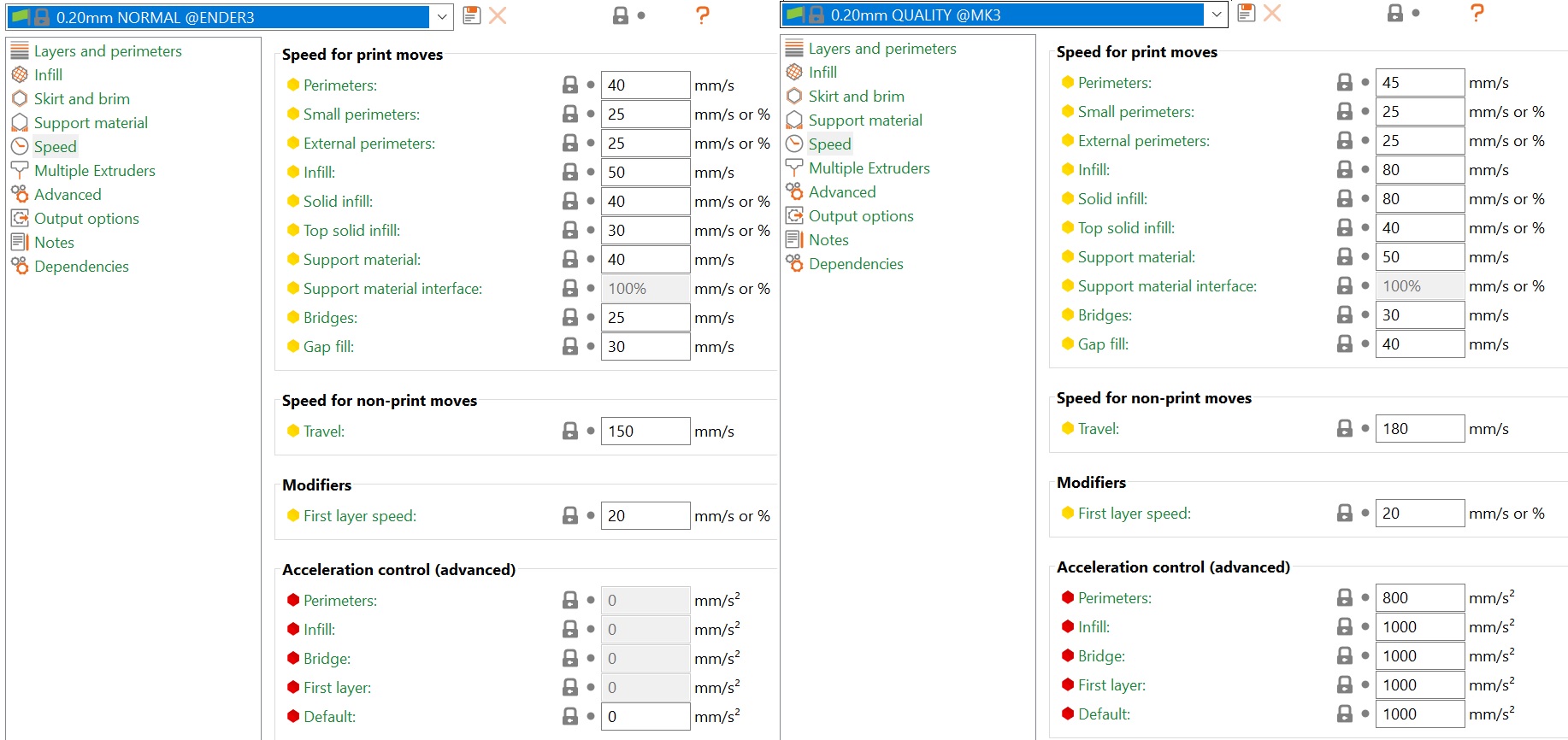
there are more settings here are similar comparisons for an ender 3
have you set up the print speed settings. for your printer?
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: initial movement speed crashing Z axis
from the above images you can see that the Maximum feed rates for the Ender3 match those of your setup, and are higher than those of the Prusa Mk3,
but the speed settings for the Ender3 in the 0.2mm layer profile are way below the settings for the Prusa. and way below the maximum settings,
I believe the Ender Acceleration settings on the Ender3, being set to zero, passes responsibility for acceleration to the Printer firmware.
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: initial movement speed crashing Z axis
Thanks for the suggestions Joan,
I have been through all the settings i can and set them to 0 or to match the Marlin settings for speed / acceleration. I have just tried a XYZ test cube print and still have the problem with the initial z move after G29 bed leveling.
I have tried Slic3r 1.3.0 too and its the same code and problem.
Guess I stick with Cura for now.
RE: initial movement speed crashing Z axis
@andy-6
Set your Gcode flavour to Reprap/Sprinter instead of Marlin. When in that flavour it doesnt put in anything automatically, it will only have your specified gcode from your start and the sliced stuff. Try it and do a compare.
RE: initial movement speed crashing Z axis
I switched to Reprap/Sprinter and see no difference
G1 Z0.100 F7800.000
G1 Z0.200
preset crap before printing is there again.
Many people want to do a drip clean up at this point (home position), and go up very slowly to Z15, or Z10.
This method is very effectiv. The filament is pulled up and does not smear around the nozzle and bed like with an "intro line".
With this preset, not removeable code, the nozzle runs into that dripped filament again... 😠
RE: initial movement speed crashing Z axis
I did a bit of experimenting. That G1 Z0.100 F7800.000 is the extruder moving to the start of the print job after all the start up gcode. The Fxxxx.xxx seems to be directly set by the Travel speedx60 as configured under the Print settings>Speed>Speed for Non Print Moves>Travel.
If I set 100 in there the F value becomes 6000, if I set 120 it becomes 7200 etc. I think the x60 is fixed as I couldnt find anywhere where a value of 60 was used elsewhere in my configuration but it could be some other resultant of several values being plugged in.
It could still possibly be a bug but its also possible that 'some' firmware is expecting those in xx/per minute which would make sense as the setting is set in mm/s, then a multiply by 60 would give you a per minute value.
Anyway you now know what setting controls that value. As far as I can see the same value is used for ALL travel moves so that feedrate will be scattered throughout your gcode.
RE: initial movement speed crashing Z axis
Is this bug going to be fixed?
As of v2.2.0 I'm still confirming this behavior.
Setting travel speed to 30 mm/s gives
G1 Z0.400 F1800.000
As a first move, which is too much for my printer.
Is it going to acknowledge machine limit settings?
RE: initial movement speed crashing Z axis
I mentioned this on a different thread on github as someone was having a slightly related issue. The view is that machine firmware is supposed to limit anything from going beyond what it’s capable of. So the question is why is your machine firmware not obeying it set speed limits ? It shouldn’t go faster than the limits set in its eeprom.
RE: initial movement speed crashing Z axis
So the question is why is your machine firmware not obeying it set speed limits ?
Actually, a good question)
Set me a
#define LIMITED_MAX_FR_EDITING
and
#define MAX_FEEDRATE_EDIT_VALUES
This fixed the problem
RE: initial movement speed crashing Z axis
@all-registers
do you solve it, changing values in marlin or in the prusaslicer?
RE: initial movement speed crashing Z axis
Ive been getting this problem too. PrusaSlicer, Marlin 2.0.5.3 Tornado.
Its really weird - setting M203 and M201 via Repetier, I cant exceed the maximums set ( e.g. G1 Z100 F6000 moves slowly )
BUT it seems that reading similar values from gcode file and it crashes the Z axis stepper. Horrible one layer prints.
The retracts are set with Z hop and inserted in the gcode as G1 Z0.6 F6000 - a crazy value that should not be adhered to but clearly is.
(It didnt use to be a problem until I recently upgraded my Zaxis stepper to 0.9 degree. Currently very stuck by this.)
And yes my code has a G1 Z5 F5000 at the beginning but that one seems to work okay.
( I dont understand the reference to a bug - where is it? In PrusaSlicer/marlin?)
RE: initial movement speed crashing Z axis
I'm attaching and pasting test code that demonstrates this problem.
If I send this code via repetier its not a problem
If I run this code from the SDcard, the Z move near the end crashes the stepper.
I believe this is a marlin issue since its not obeying the Z speed limit, but not always the case. maybe line 57 G1 F1500.000 is the problem?
; generated by PrusaSlicer 2.2.0+win64 on 2020-10-02 at 23:04:44 UTC
; NOTE I removed extrusions and heatups to test the fast move Z problem
; Resultv - sending this file over repetier and it moves okay
; - runnibng tbis file from in the Tornado it stops at Z=20 - crashes the stepper !!
; - tested on Marlin 2.0.5.3
; Just for thin wall wings
; external perimeters extrusion width = 0.44mm
; perimeters extrusion width = 0.44mm
; infill extrusion width = 0.45mm
; solid infill extrusion width = 0.48mm
; top infill extrusion width = 0.40mm
; support material extrusion width = 0.40mm
; first layer extrusion width = 0.40mm
; external perimeters extrusion width = 0.44mm
; perimeters extrusion width = 0.44mm
; infill extrusion width = 0.45mm
; solid infill extrusion width = 0.48mm
; top infill extrusion width = 0.40mm
; support material extrusion width = 0.40mm
; first layer extrusion width = 0.40mm
M201 X600 Y600 Z500 E10000 ; sets maximum accelerations, mm/sec^2
M203 X200 Y200 Z12 E120 ; sets maximum feedrates, mm/sec
M204 P1500 R1500 T1500 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2
M205 X10.00 Y6.00 Z0.20 E2.50 ; sets the jerk limits, mm/sec
M205 S0 T0 ; sets the minimum extruding and travel feed rate, mm/sec
M107
;M190 S90 ; set bed temperature and wait for it to be reached
;M104 S250 ; set temperature
G28 ; home all axes
;G29
G90 ; absolute mode all steppers
G1 Z50 F5000 ; lift nozzle - what speed?
G1 X40 Y2 F6000 ; avoid binder clips
G1 X120 F600 ; prime nozzle (extrude 10mm plastic over 80 mm in X)
G1 X150 F5000 ; quick wipe
G92 E0 ;zero the extruded length
G1 Z2 ; move up ready for print
M117 Ready to print...
G21 ; set units to millimeters
G90 ; use absolute coordinates
M82 ; use absolute distances for extrusion
G92 E0
; Filament gcode
M117 Initial moves okay
G1 Z20 F9000.000
G92 E0
G1 Z60 F9000.000
G1 X57.942 Y44.807
G1 Z20 ; it gets to here
G1 F1500.00000
G1 F1800.000
G1 X58.886 Y43.588
G1 Z60 F9000.000 ; this move fails - overloads the stepper
G1 X131.585 Y61.130
G1 Z100
M117 End of test - is Z=100? No - its at 20
RE: initial movement speed crashing Z axis
@all-registers
THANK YOU - fixed it for me - though it seems more by coincidence than by design. So the limiter of the speed limit settings limits the z move like it should. Hope this is well understood by the marlin developers