Ensure vertical shell thickness does indeed ensure thickness
Hey, so this has been an issue with prusaslicer since forever and it's never bothered me too greatly until right now when I want to print a quick wahl clipper guard to buzz my hair before I shower and go to bed. It should be a quick 20 minute print but due to the inclination of the model there's no way around not having the model essentially print solid because of the 'Ensure vertical shell thickness' setting, either way I tick it, I'm looking at an hour print time. Listen to me, what a neat little first world problem to get upset over to write like this huh, lol. I don't have another slicer installed on my computer because I streamline through prusaslicer. It's printing now, I'll just stay up a little bit longer which is no biggie for a night owl. Anyway... when you bigbrains do have a good sit down to mull over a solution for that sometimes frustrating setting maybe use these models to brainstorm with? 😉 good night all.
https://www.thingiverse.com/thing:2363600
RE: Ensure vertical shell thickness does indeed ensure thickness
You can 'shave' time off and make it sub 1 hour by increasing perimeter count to 6 and also turning off ensure vertical shell thickness (51 minutes using a 0.2 Speed profile with 6 perimeters) 🙂
The extra infill on slopes even with the setting off has been reported numerous times over on github though.
RE: Ensure vertical shell thickness does indeed ensure thickness
The overly-exuberant infill seems to be triggered when PrusaSlicer determines that the amount of overlap between overhangs and the layer below is too low to provide good results. I find I can usually make small adjustments to one or more of the setting to get rid of that effect:
- Layer height
- Perimeter count
- Extrusion width
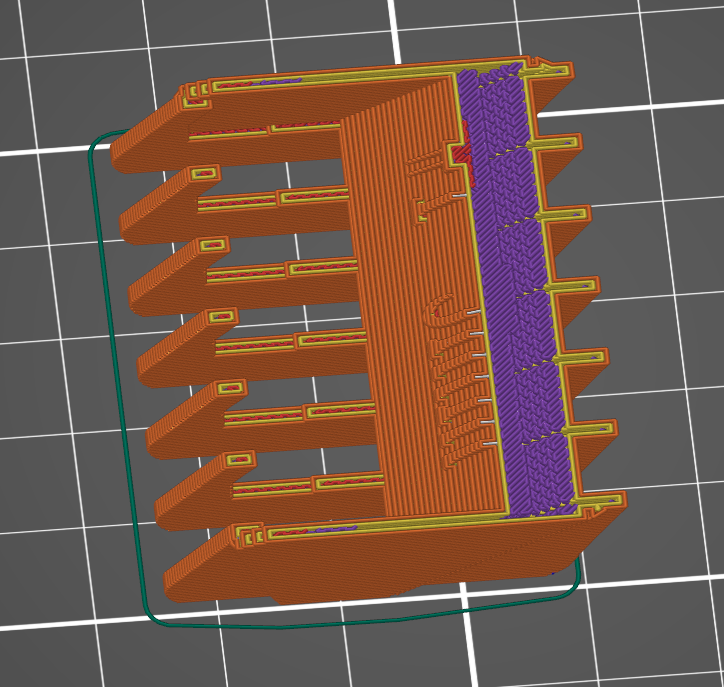
Printing the #2 shroud with defaults showed a 1h21m print time. By making a few tweaks:
- Reducing perimeter count to 2 (to reduce print time)
- Increasing perimeter and external perimeter extrusion width to 0.6 (to maintain the original ~1.2mm wall thickness for strength)
- Reducing layer height to 0.19mm (to slightly increase overlap ratio with underlying layers)
the print time estimate has dropped to 50m with none of that printer-shaking infill pattern:

The specific settings that work will depend entirely on the model and degree of overhang, so you'll have to experiment. Sometimes simply adding a perimeter for thicker walls does the trick. Other times, a slight adjustment to layer height does it. This time took all 3 tricks. YMMV and all that, but you don't have to live with that printer-slamming infill in most cases.
RE: Ensure vertical shell thickness does indeed ensure thickness
@neophyl
heh heh 🙂 I did see a github post about it but the last time it was commented on was of Janurary of 2020 so I thought it may be worth bringing up again in the chance of bringing it into limelight.
RE: Ensure vertical shell thickness does indeed ensure thickness
@bobstro
Thankyou for those tips! Just by changing the layer height to .25mm the 'thickness' is gone completely and the print time down to 30 mins 🙂 But now I think about this, shouldn't increasing the layer height have increased the chances of turning my printer into a vibrator?