PLA and PETG warping and x,y shifting - solved but might prove helpful to others
tldr: The warping causes the print head to hit the warped up side and slide off the current position on the band. This means the printer thinks it's printing somewhere and reality it is printing in a different x,y coordinate. Resolution: clean with 99.9% IPA (not 90% as documentation suggests) on a smooth base (not textured for PETG) and adjust the tension on the bands so they are in the correct range.
The blurb:
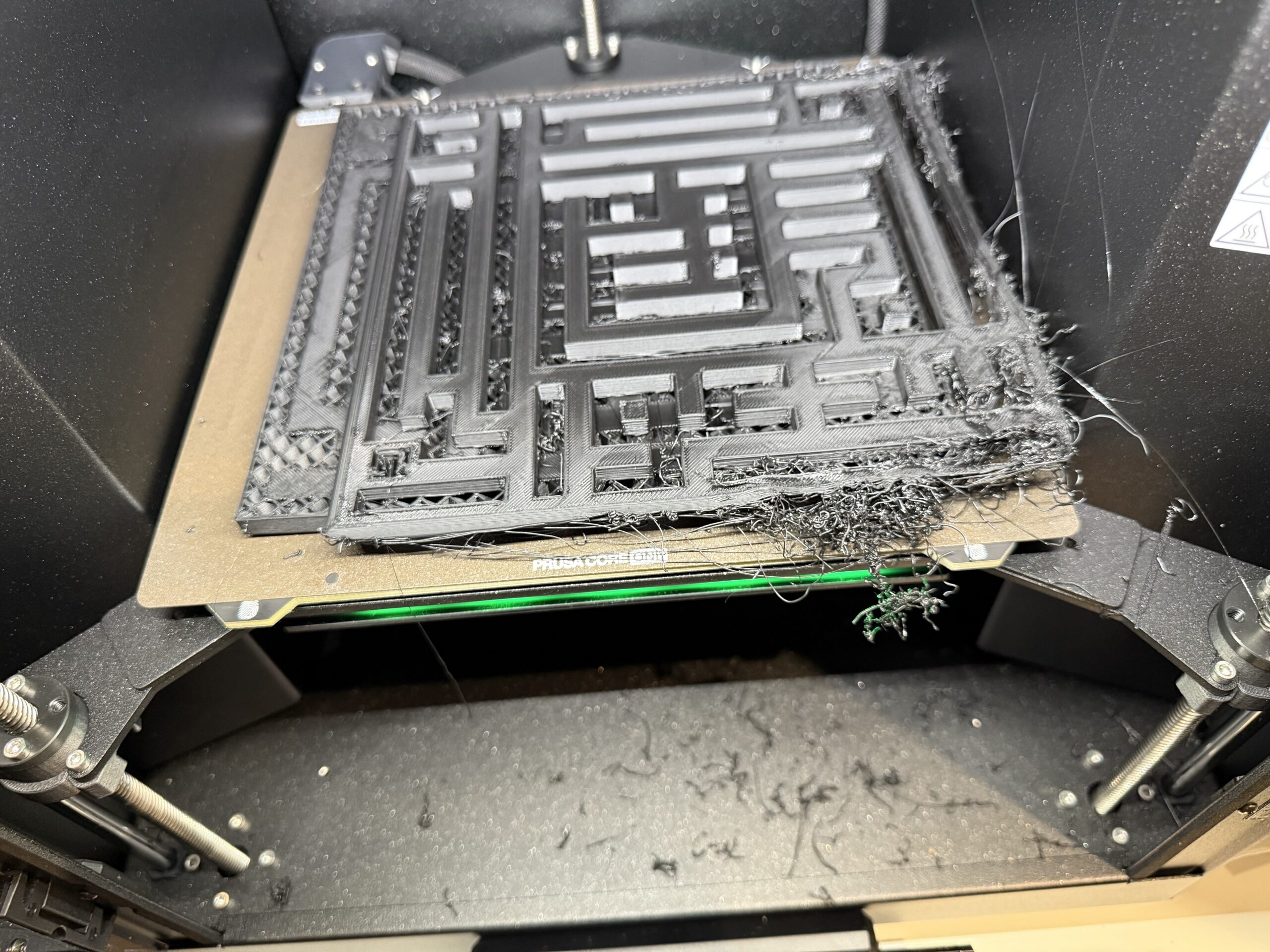
I've tried to print this 200 x 200 x 15 mm piece. I designed it myself - basically some calligraphy. Initially with PLA it seemed to have shifted the x/y position twice during the print. The bottom of the piece exhibited warping (edges turned up). But what puzzles me is that the print seems to have just continued at a completely different x/y position (this is obvious since the stringing has occured where there was no base support after the shift.
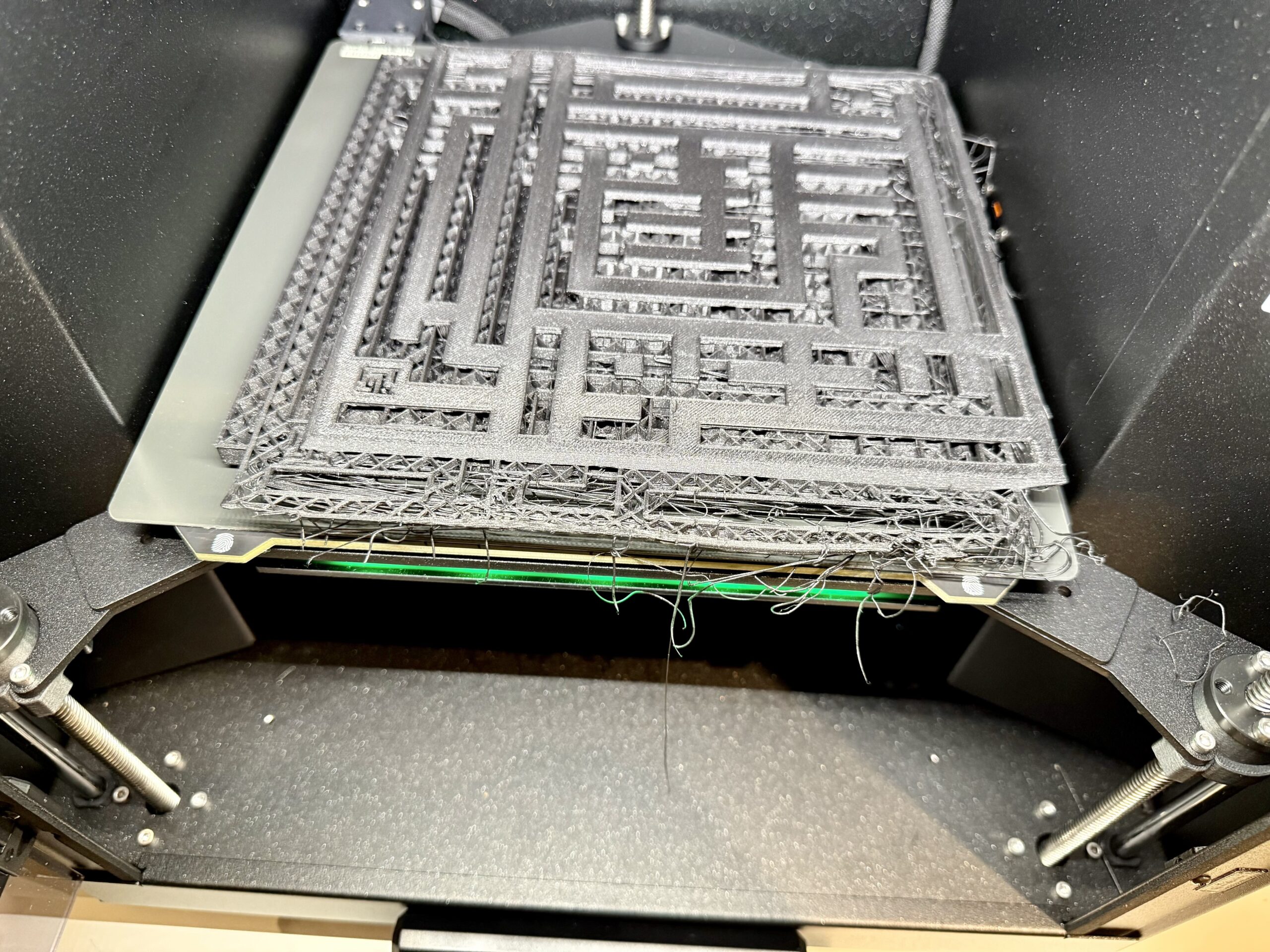
I then tried PETG on a textured base thinking the warping would be less of an issue at least. Turns out it also warped but this time only one xy shift. Again - you can see the printer continued to print completely away from the initial position...
In both cases the middle of the bottom of the piece was firmly in the correct starting position....
I should add that printing a benchy (which is taller than the thing I'm trying to print now) has shown no issues at all...
I haven't yet tried this with PLA but the PETG seems to behave now with a strong adhesion to the smooth sheet.
RE: PLA and PETG warping and x,y shifting - solved but might prove helpful to others
Looks like I've got the same (or similar) problems. I'll give the belt tension adjustment a go to see if it helps. I was kinda hoping the Core One would get us into proper consumer (versus hacker) territory. Alas it seems we are destined to continually monitor and manage the various problems as they arise. This one (photo) happened 6hrs into a 13hr print - not funny!
RE: PLA and PETG warping and x,y shifting - solved but might prove helpful to others
Damn.. That's annoying.
The quick advice: if you don't have critical overhangs, set the chamber temperature (in Slicer "nominal temperature") to 28-32°C. You can also try to set the nozzle temp a bit lower to slightly reduce shrinkage after leaving the nozzle.
Then mechanically in the Slicer: the presets are a bit optimistic regarding the ramping lift. It's less than a millimeter, ramp angle 1° and deselected "steeper before obstacles".
Set the max lift to 1.5 mm and select "Steeper ramp before obstacles".
Beware of the settings being once in the "Printer" section and a second time in "Filament" - > Filament overrides. For PLA, only the max lift is overridden. Uncheck it or change it there.
Then there's also a bug in the Slicer: DON'T use "Avoid crossing perimeters"! According to the Github issue, it's either the massive number of tiny moves overloading the machine while printing and/or it's just the fact, that when looking at the travel moves in the Slicer when selecting to see "Actual Speed", longer lines make sharp turns at full speed. And I think that's overloading the belts, causing skips.
And then there's my experience with print sheets:
I roughed up an already damaged smooth sheet of my mk3 with 400 grit sandpaper and it's by far the stickiest sheet for PLA now.. By far!
I didn't to it well, I was just annoyed, grabbed the old sheet and sandpaper, made it wet and scrubbed it randomly until it looked kinda consistently across the full surface.
I also have an almost fresh smooth mk3 sheet, core one smooth and satin sheets, biqu frostbite, biqu textured/carbon and Aliexpress carbon/diamond sheet.
I designed a little "Warping torture test", printing a 5 perimeters thick rectangle from corner to corner, measuring the height of the lifted ends or how many layers were achieved before snapping from the print bed.
That scratched smooth sheet is the ONLY sheet that would complete the 5 cm height at all. I repeated the test 3x for every print sheet and no other sheet did it once, the rough smooth sheet did it 3x.
RE: PLA and PETG warping and x,y shifting - solved but might prove helpful to others
I should say when I tried PLA with a different shorter print I had the same issue with the belts. It’s been resolved now by me changing the temps and speeds:
- dropped nozzle temp 10 degrees and increased bed temp 10 degrees from defaults.
- dropped some speeds in slicer for the print head. Not sure which precisely had the effect but I suspect it was the high speeds for non print moves. New speeds: 20 for small perimeters, 200 for non print travel and 20 for first layer speed.
RE: PLA and PETG warping and x,y shifting - solved but might prove helpful to others
Printing with PLA leaves sugary deposits on the build plate which alcohol wont clean as sugar does not dissolve in alcohol, you have to use hot soapy water, then dry thoroughly using kitchen paper towel, then heat up on the printer setting the bed temperature to 115 Deg C or thereabouts to drive off any residual moisture. The IPA will remove any oils from your hands which may have rubbed off onto the build plate.
This step is especially important when going from PLA to PETG as PETG does not stick to sugar at all well.
I went through the pain of finding this out years ago with my Mk3.
Try it, you'll find adhesion better.
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: PLA and PETG warping and x,y shifting - solved but might prove helpful to others
Thanks. I didn’t know that about PLA. But the plate adhesion isn’t the problem. It’s an XY shift during printing and as others have mentioned it’s happening because the movement belts are slipping. The speed adjustments are the thing that seems to have sorted it but it means adding hefty %s to the build time. A bit disappointed that Prusa haven’t got a better method of calibrating for or sensing slippage.
RE: PLA and PETG warping and x,y shifting - solved but might prove helpful to others
Sorry thought your print was curling up and knocking the print head causing it to jump steps.
If you do ever get a print where an edge is curling just a bit, or a lump of accumulated filament has fell off the nozzle and it is now causing the nozzle to bump, you can save the print by turning the speed (tune) right down so the nozzle melts the bump and in effect irons it flat, once past the bump layers, turn the speed back up.
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: PLA and PETG warping and x,y shifting - solved but might prove helpful to others
Looks like my immediate problem was indeed belt tension. The belt on the left side was 91Hz (according to the app) and the right one was 81Hz. I tweaked them to be within 2hz of each other and I seem to be back in business. Ran a 15hr print overnight and all went well. Major thanks for the responses.