Extrusion problems
Hello
I have had alot of problems with my factory assembled Prusa Core One, to the point where I do not know what to do anymore. I have spent countless hours on support chat (I really commend them for their efforts) and browsed hundreds of forum threads to resolve issues.
(Longer version)
I bought the printer in July, but didn't have time to start printing much until august/september. I also bought and installed the advanced filtration upgrade.
I soon ran into issues with random failed prints, at various stages on various models and filaments, clogging and sometimes broken filament in the extruder. I gradually learned the usual tricks to resolve these issues, including cleaning out debris with canned air, cold pulls - properly unclogging the nozzle, clean chamber, clean bed, nozzle cleaning, recalibration and so forth.
One clog was so problematic I was advised via support chat to remove the nozzle / hotend. I was able to unclog the nozzle by boiling it in water, lodging a 1mm drillbit in the filament, cooling it and pulling it out. I was extremely careful when handling the hotend, but when booting up the machine I got a «mintemp error». The thermistor sensor had broken, due to absolutely minimal manipulation. I ordered a new sensor from a local supplier, and seated it. Error cleared, hotend values looked good and I could continue addressing other issues. I got 0.4x40 surgical needles for future clogs. I got a Sunlu filament dryer, accepting that filament rolls exposed to air become more brittle with humidity and could be cause of previous issues.
I could make a list of various symptoms such as unexplicable level shifting time after time on models that have printed fine before on the same filament, different types of artifacts, creaking when lowering bed fully on z-axis, but the main issue has been proper and consistent insertion of filament into the extruder. Usually with the typical clicking/snapping sound implying that the gear can't properly grip/push the filament. I have adjusted the tension bolts on the idler on various occations, sometimes ever so incrementally, sometimes with apparant effect, did full rotations/inspections of the extruder gear while cleaning with air, and I have also realigned the extruder gear, which has sometimes appeared to have fully resolved the issue. Printing succesfully for a while and then suddenly starting to slip and click 1-6 hours into a print. If I am awake I can sometimes pause, unload, reload and resume for a while or maybe even complete the print, but other times it will just keep clicking and the problem usually returns. I have also attempted to use both structural and balanced slicer profiles, but without any effect.
I have picked up a p3 half-mask just so i can sand down failed prints and re-slice at the proper elevation to avoid just wasting rolls of filament due to failures.
I am currently printing rather big things, split into pieces, that I have sculpted myself and then gluing them together. I am currently building a 1:1 torso and will use that as a reference for current issues. I am currently using a generic PLA that looks a bit like light skin. Chamber is about 27-30 degrees when printing, but I can get it a few degrees further down with advanced filtration fan running at 100%. I am not sure what is better, I see all kinds of conflicting suggestions. Last failed print, printed at 225 degrees.
Current generic PLA i use in this project:
https://www.clasohlson.com/no/PLA-3D-filament-Universal,-1,75-mm,-1-kg/p/38-7986-10
(Short version)
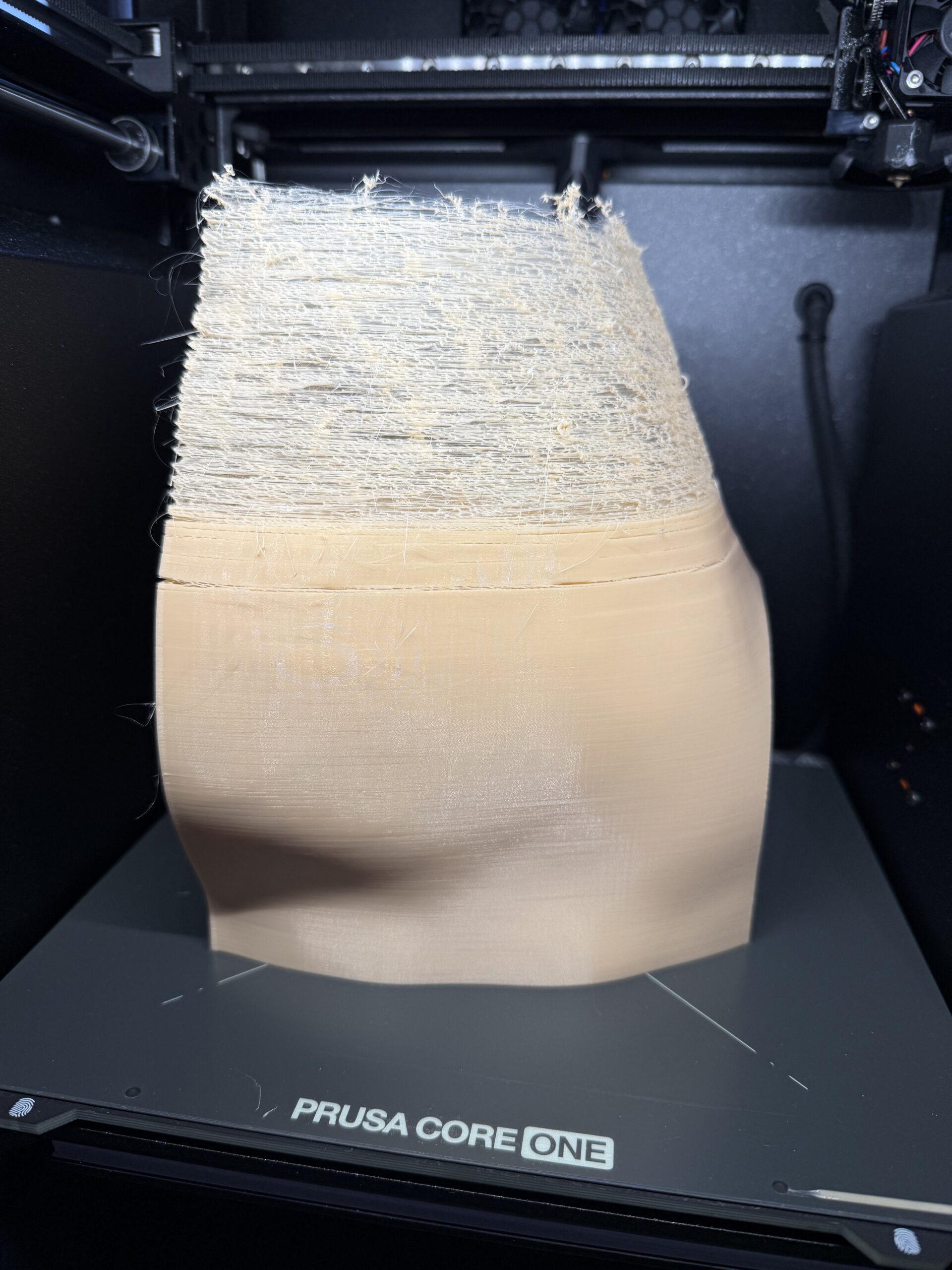
Had a bunch of issues with the machine since I started using it in august, to the point of having to replace parts, but the problem now is the printer can print fine for hours, even multiple 5-12 hour prints and then randomly stop extruding filament properly (even on the same roll), usually accompanied by the typical clicking/snapping sound as the gear can't properly push filament into the extruder. As seen in one of the pictures it can even resume printing properly after a while and then failing again.
I repeat the routine of cleaning out everything and properly loading new filament and praying that it won't fuck up this time. This is not sustainable over time, but since I am on my 3D-printing honeymoon and just getting a kick out of the current project, I have just accepted it as a learning experience at the moment. The amount of hours I have spent troubleshooting and having to just setup again and pray amounts to about 20%+ downtime.
These images should give an indication of what is wrong, I am open to suggestions. Be happy to supply any additional information. The problem seems to return randomly and regardless of filament and other conditions. With basic reloading and cleaning routine it works fine for a random amount of time and then fails again.
Pictures attached:
Spectacular failure I had the other day:
Todays failure, printer printed amazingly throughout the night and finished a large piece effortlessly. Did a proper cleaning earlier (including probing the nozzle with a surgical needle to get a clean vertical purge and loaded filament, praying for another good session. Got this photo from my friend. (i bought the printer too early to get a free buddy camera, so I gotta have someone facecheck it)

Picture of current project, some succesfully finished pieces and some sanded down, glued together failures:


I really love this thing when it works, I really like the company, but I gotta have reliability in the long run.
Appreciate any help to solve this.
Brittle PLA is almost always due to damp so you are correct to dry it. Quality deterioration, late clogging or other delayed fails are often due to damp too - even though the spool was dried.
Two main causes:
Water absorbed from the workshop air while the part is printing - the first part prints fine then the spool slowly picks up moisture and the print deteriorates; this is common with PETG and Nylon but PLA absorbs water more slowly and the filament is usually used faster than it spoils; this can still be a problem with small nozzles.
And incomplete drying - Most drying time suggestions assume the whole spool started dry and absorbs water in the exterior layers first; BUT, if a spool has been on the shelf for a long time it may be damp all through in which case ordinary drying affects the outer layers but leaves the centre damp so again the print starts fine but once the outer, dried, layers are used up you are again into damp filament. When I suspect a spool of this state I leave it in the bottom of my dryer for a few days as I dry working filaments, even when the dryer is switched off deep moisture is working its way out into the dried outer layers so after a week it should be dry to the end.
Several (8?) years ago I too bought a load of 'flesh' coloured PLA, it was closer to surgical-appliance pink than any known flesh - but it was very cheap and I bought 20kg - it was a little variable in cross section, sometimes a little oval sometimes a little thicker or thinner than spec. I learned to measure the diameter and enter the true value into slicer which cured a lot of mystery problems; tweaking the extruder idler pressure helped too.
Cheerio,
RE:
Appreciate the input!
I eventually ordered a new 0.4 CHT nozzle, replaced the old one and the printer is working perfectly.
Pretty sure the thermistor sensor that came with the machine was compromised, whether the nozzle had a defect or the countless unclogging efforts caused some internal or structural damage I am not sure.
RE: Extrusion problems
The fibrous prints are very likely filled or just bad filament. Either the fillers are no longer properly bound in the plastic or are too large to flow through the CHT nozzle.
Brittle filament also comes with age, and filament left in a bag for a year or two will eventually become unprintable: snapping while you are printing. First time this happens for a spool, toss it.
Also, if you have ever pushed a needle up into the CHT nozzle, odds are it is damaged.
I've actually seen similar fibrous results on the C1, never o my Mk3: it was a wood filled filament and I had forgotten I was using my HF hardened nozzle (has internal structure like the CHT). I raised the print temp 20c and it started printing again. Next time I print that wood filament I'll install a normal brass 0.4 ... lol.