Uninterrupted outer surface
Hello,
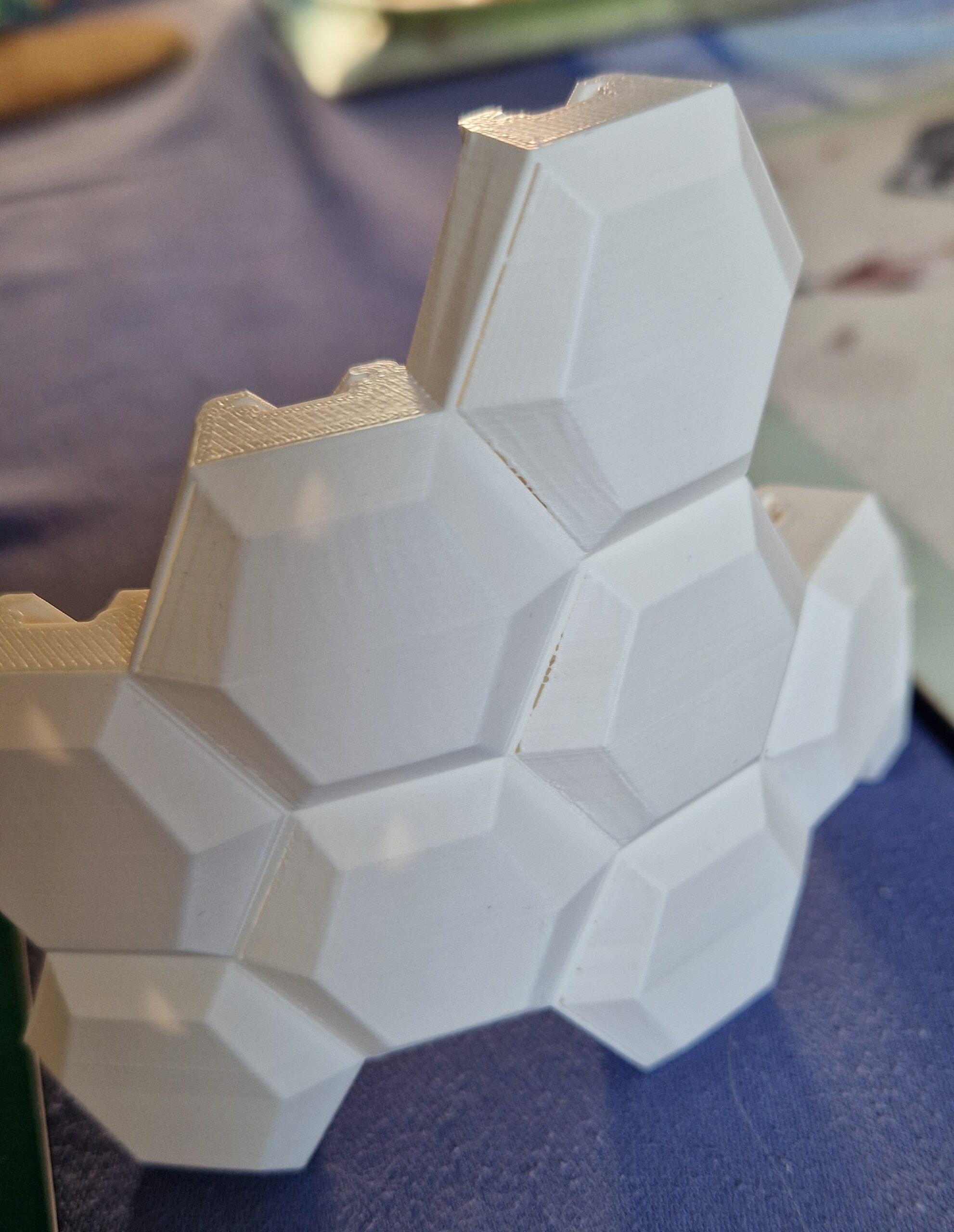
I am trying to print a 3-dimensional hexagon structure, see photo.
The outside surface is purposely a single layer thin, because it is supposed to be as translucent as possible. I noticed, that the surface is not closed along those edges of the hexagons, where the extruder *starts* to print each layer of each hexagon front surface.
When checking the extruder run in Prusa slicer, I noticed that the outer surface is not printed in one uninterrupted line but the extruder starts new for every hexagon front surface. This is probably what contributes to the issue.
In the 3D design, the outside surfaces are fouled, so the 3D design is not what is causing it.
Here is my question: Can I get Prusa Slicer to extrude the outer surface in one uninterrupted path per layer?
In advance thanks for your help!
Regards
Thomas
RE: Uninterrupted outer surface
Sorry folks, bear with me, first post. I was too stupid to get the photos right. Now with photos:
I am trying to print a 3-dimensional hexagon structure, see photo.
The outside surface is purposely a single (0.4mm) layer thin, because it is supposed to be as translucent as possible. I noticed, that the surface is not consistently closed along those edges of the hexagons, where the extruder *starts* to print each layer of each hexagon front surface.

When checking the extruder run in Prusa slicer, I noticed that the outer surface is not printed in one uninterrupted line but the extruder starts new for every hexagon front surface. This is probably what contributes to the issue.

In the 3D design, the outside surfaces are fouled, so the 3D design is not what is causing it.
Here is my question: Can I get Prusa Slicer to extrude the outer surface in one uninterrupted path per layer?
In advance thanks for your help!
Regards
Thomas
RE: Uninterrupted outer surface
Mildly related, what helped me with printing single line things and also with surface on the outside is to enable scarf joints. That significantly reduced the number of similar gaps. That said, it probably won't help here as the print is not a continuous perimeter on the outside.
I have a feeling that something related to filament retraction/pressure might help, so looking forward to hear from others on that. 😊
Also it might be that travel moves of the nozzle could be changed. Like there might be some setting that helps, but causes e.g. some slight internal stringing which is likely unnoticeable.
You may be asking for the impossible - try drawing the honeycomb outline in one pencil line without running over the same line twice...
Cheerio,
RE: Uninterrupted outer surface
@tbr, thanks for your suggestions! I am currently trying a print where I reduced the retraction length from 2mm to 0,5mm. Will see how that goes...
@Diem, yes, drawing the outer honeycomb surface in one pencil line is exactly the idea what I was proposing above. I was hoping there would be settings to force that. But apparently not.
RE: Uninterrupted outer surface
I have tried to reduce the retraction from the standard 2mm to 0.5mm. It did not make a noticeable difference. I also tried reducing the extruder temp. from 220°C to 200°C, in addition. That made things worse, ie. the opening got wider. I tried two perimeters for the outside surface, which led to a flawless surface, because the outer of the two perimeters was extruded in a single path. Of course, it was less translucent, not my favorite for that reason.
Luckily, my Fusion360 model is parametric and I had divided the honeycomb separator wall into a front and a rear part. Due to that I was able to reduce the wall thickness of the short (1mm) front side of the connecting wall between the diffusor (the outside facing surface) and the thicker separator wall between the honeycombs to 0.2mm, which later on led to a single nozzle pass, if two honeycombs are adjacent. See screenshtot.

This also reduced the spacing between the edges of the diffusor surfaces of the adjacent honeycombs to zero, so no gap any longer, thereby enabling a single pass surface. In addition, I have combined all honeycomb outer surfaces into one single part. I am not sure if that made any difference though, as I did not try to slice it with all honeycomb surfaces being separate parts. Anyway, when I sliced the model with these modifications, there were single Extruder passes across all honeycomb front surfaces and the previous openings were gone in the test print. Retraction was set to default (2mm) and extruder temp. was set to 220°C with this matte PLA from 3D Power.
Greetings
Thomas