Spool join results in bad layer
I have been using spool join for awhile without issues and it has worked well up until now. This feature is important because my main application is a 600g print which leaves a third of a roll unused.
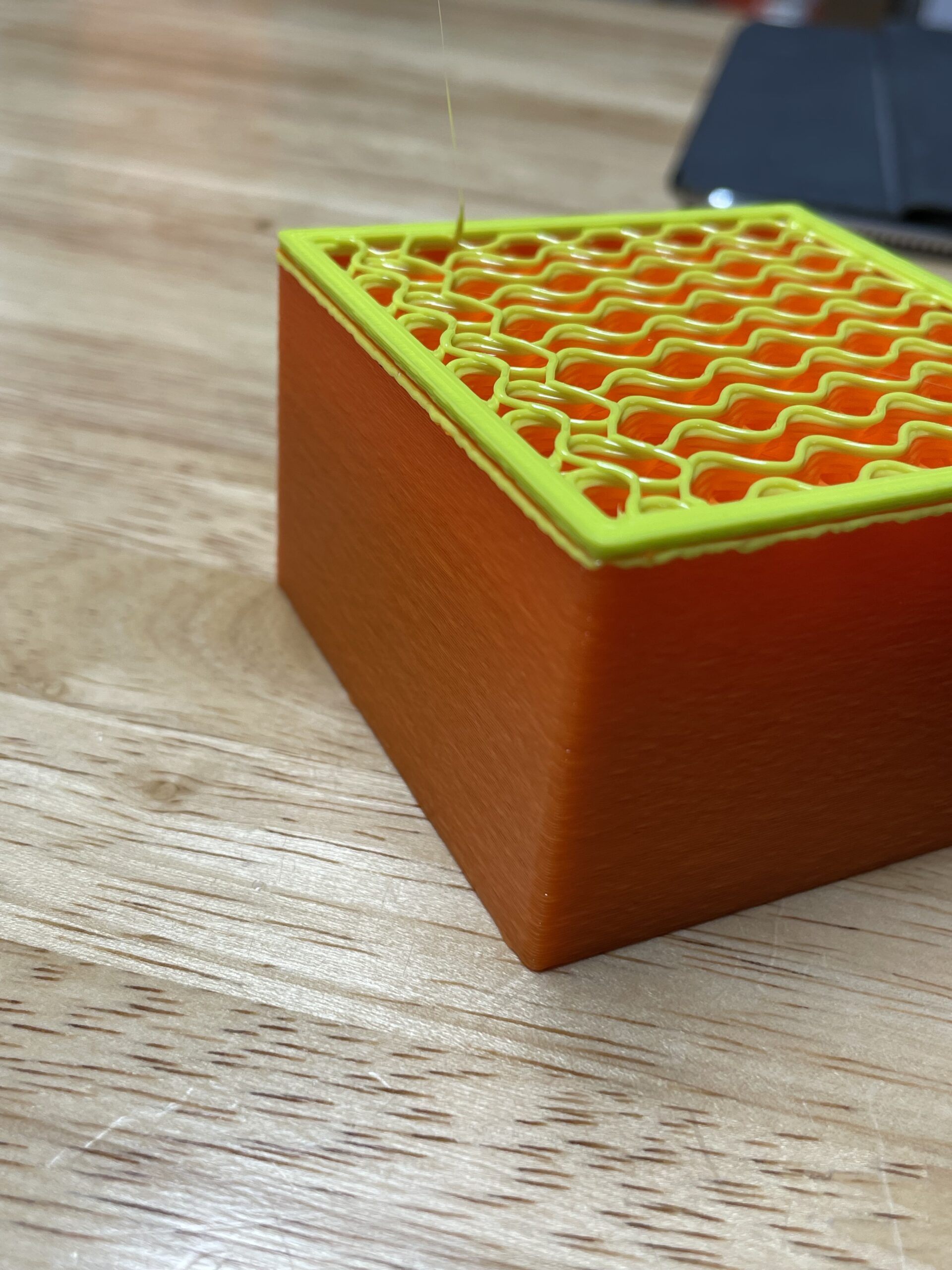
Recently I have been getting a rough layer where the spool join occurs. Filament appears to be oozing out of the sides at the join location.
The first layer of the join appears to have zero offset from the previous layer but then prints normal on layers after that.
The issue has come up after I changed nozzle 0 and did a recalibration, and rechecked belt tension. However all of these things appear to be set correctly as all non joined prints come out fine.
The print that requires the spool join only uses tools 2-5. The join is on tools 4 and 5.
I have ruled out calibration because multi colored prints with tools 4 and 5 come out fine.
Are there any suggestions for things to try?
Since this began after a calibration I would guess that is the first place to look. My theory is maybe the updated z offsets do not get applied correctly for the spool join.
I am tempted to try setting the offsets for tool 4 to zero and set the other tools relative to that (I am not using tool 1).
I printed a homing tower to confirm belt tension, and it came out perfect.
I am on firmware 6.2.0 v2
RE: Spool join results in bad layer
You need to recalibrate the nozzle offsets and make sure your nozzles are completely clean. They can have absolutely no plastic residue on them or else the offsets will be incorrect.
Unload the filament from each head and then heat to 260 and clean with a brass brush. If some residue remains from a stubborn material like PCCF you can go hotter. You may have to resort to carefully using some needle nose pliers and gently scraping the plastic off after the nozzle cools.
Regular PETG, ASA, ABS, PLA ect will come off easy just be heating and brushing.
RE: Spool join results in bad layer
Thank you for the response. That was my first thought, so I went through re calibration and manual calibration, and I ensured that the nozzles are clean during homing. If the nozzle offset were wrong, then multi color prints would see this issue, but this does not occur with multi color prints. It only occurs when doing a spool join.
RE: Spool join results in bad layer
I tried doing a hard reset and loading 6.2.0 alpha 1. This did not fix the problem.
RE: Spool join results in bad layer
Try setting the temperature for the spool join nozzle to 170 so that it doesn't take so long to heat up. This is just a suspicion that I have. The spool join nozzle does not preheat like when you have a multi head print.
I also suspect a possible area of no extrusion as the nozzle won't be primed. If this happen during infill then no big deal, but I've had it happen on perimeters and it leaves a blank spot because of it took a short time for the nozzle to prime
I've honestly stopped using the spool join and I just make sure that I'll be around when the spool runs out or make sure I have enough material to not need it. I have removed partial rolls and switched to fill rolls before if I suspected it would run out when I'm not around. I just use the partial spools later. I do this because even with a manual filament change if the print sits for a long period of time waiting for you to change the filament the part shrinks and you end up with a line in the part.
Try the temperature thing.
RE: Spool join results in bad layer
Another thing to watch is if when the nozzle change happens if it leaves a blob on the print. Can you create a spool change by cutting the filament part way into the print. That way you can watch to see exactly what's happening.
Maybe it's leaving a blob causing a crash.
I'm running production so I can't myself test right now.
RE: Spool join results in bad layer
Thanks for all the replies.
To test, I have been printing a block and cutting the filament to trigger a spool join. I watch when it happens and every time. The top layer is flawless before the join.
After spool join it seems to run with zero offset from the previous layer for a portion of the next layer. Then the rest of the print does fine.
I will try a wipe tower next. If that fails I will just give up on spool join. A shame because it had worked flawlessly in the past.
RE: Spool join results in bad layer
I want to add to this issue. I am having the same problem with spool join. It used to work fine across two or even three different spools in the same print. That was before updating to the latest firmware.
Currently, if it changes to a new tool with spool join, the part that is printing when the change happens will have a loose layer following the switch to the new toolhead. As if the nozzle is too far from the printed part. However, when it moves to the next part on the bed, during the same print, that part and the rest of the parts on the bed print fine.
I think this is a slicer or firmware issue. I have updated the printer firmware and slicer version since the last time I successfully used spool join.
RE: Spool join results in bad layer
GitHub is the best place to put this, especially if you suspect it's firmware. What version are you running?
RE: Spool join results in bad layer
Firmware is the latest. I don't know the version number off-hand. I am currently testing if the 2.8.1 slicer version has the same problem.
RE:
Tried spooljoin twice last week and this week - failed both times: the XL didn't recognize the first spool was empty. Any changes done here the last firmware-versions? Have I to "reactivate" the filament-sensor e.g.?
RE: Spool join results in bad layer
I can reproduce it in 6.2.0 alpha 1 and alpha 2. I currently have alpha 1.
I did post on the closed issue in the github page here: https://github.com/prusa3d/Prusa-Firmware-Buddy/issues/4030
I recalibrated nozzle offsets a couple times with 6.2 alpha 1 and alpha 2 firmware.
It looks like only a portion of the next layer has the wrong Z height. It looks like just the remaining g code of the current layer is wrong, and then it is correct in the following layer.
The next theory I want to test is that it ignores the Z offset for the remainder of the current layer, and then applies it at the next layer. Is there any way I can monitor the z position as it runs?
RE: Spool join results in bad layer
I sliced a new print job with slicer version 2.8.1 and ran a six hour print with two spool joins during the print. No problems during either join. You might try an older slicer version and see how it goes for you. Maybe this is just a slicer bug.
RE: Spool join results in bad layer
I ran the same gcode again. Three parts were ruined after the first join. All parts were good following the second spool change.
I would say it isn't a slicer problem and something is going on with the printer mechanics or firmware.
RE: Spool join results in bad layer
Update: Still returns to the Z height in Firmware 6.2.4
The new firmware addresses the wrong Z position after a pause, but this does not appear to fix the spool join issue.
The important part is that normal multicolor prints turn out fine.
RE: Spool join results in bad layer
Typo in my last reply: Still returns to the *wrong* Z height in Firmware 6.2.4.
RE: Spool join results in bad layer
I have similar issues to the ones described by the OP, did you guys find any reliable solution? It seems that spool join feature always produces some sort of artifacts, but the multi color prints work just fine...
Using XL 2T