Problems with Seams in Large 0.8mm Nozzle Prints and Quality Issues with 0.6mm Nozzle
I'm currently attempting to print a large planter (X:320mm, Y:220mm, Z:200mm) using the PrusaXL 5-tool machine with a 0.8mm nozzle. I'm up to date with the latest firmware, including input shaper, and the most recent Prusa Slicer release. For this project, I'm using Prusament PETG Signal White filament.
Typically, for round objects with opaque filaments, I prefer setting the seam position to "Random" for a visually smoother finish compared to a single seam line. However, I had to halt the print due to large holes appearing at the seam positions.

I utilized the "0.4mm QUALITY" profile for this print. Here's a close-up of two such holes:

It's quite disappointing, as the perimeters with the large layer height printed beautifully. My theory is that due to the "large" movement of the printer head, stringing occurs, leaving insufficient material in the nozzle to continue at the new point. But I'm not experienced enough to confirm this.
Here's how it looks on the inside:

Therefore, I've temporarily given up on using the 0.8mm nozzle (due to this and the over-extrusion of infill mentioned in another post).
For my next attempt with the 0.6mm nozzle, I switched to the "0.32mm STRUCTURAL" profile, again using Prusament PETG Signal White.
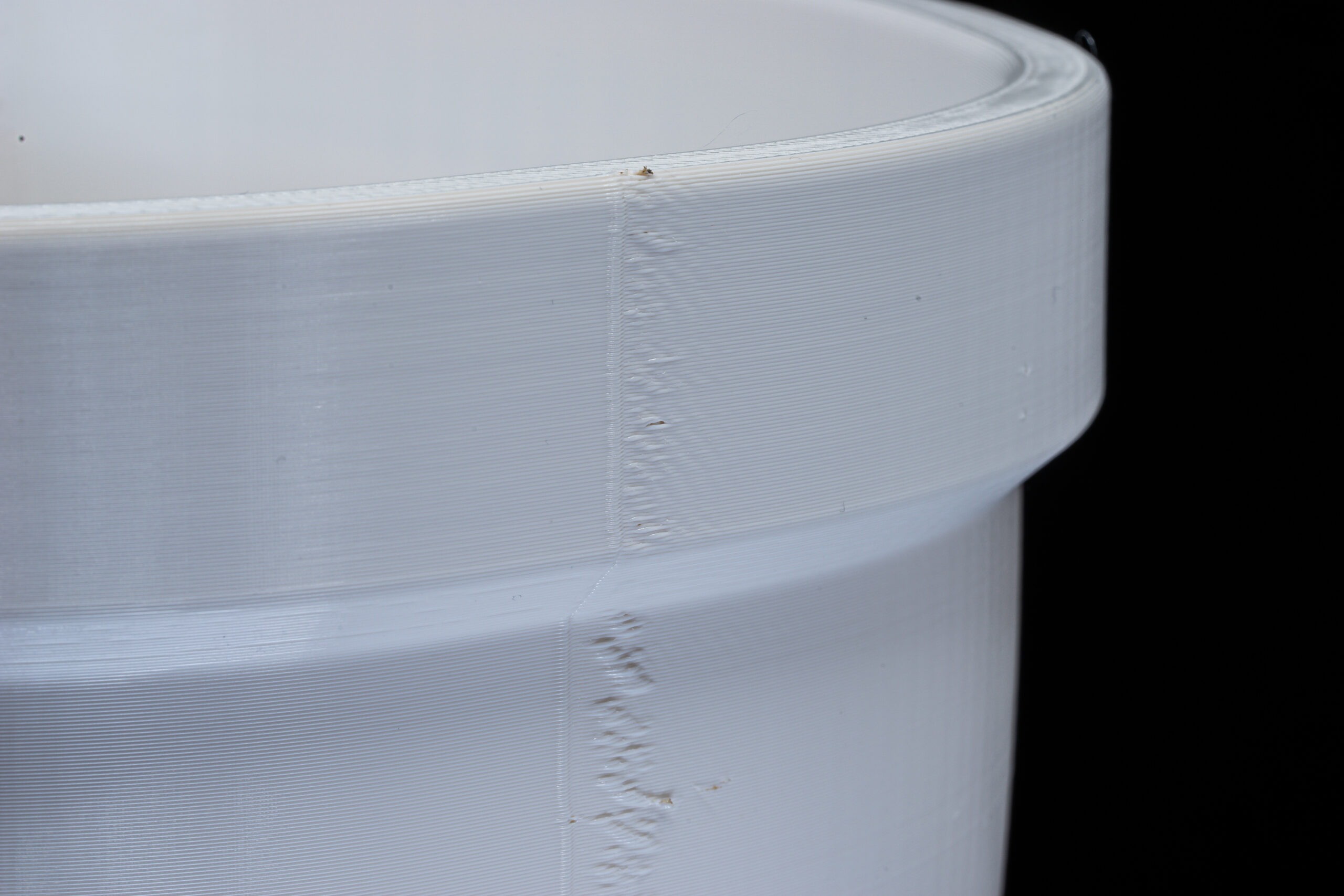
With the 0.6mm nozzle, the issue seems to be the opposite. There's a thick blob of filament at the seam position, affecting not just that layer but also three or four layers above.
These blobs not only look bad but also appear to disrupt the overall print. The next photo shows the unevenness of the print, likely caused by dragging material from these blobs around the perimeter.
For another trial, I tried painted-on seams with the default "Align" setting, placing seams on the less visible outer side. I also opted for the "0.32mm SPEED" profile, hoping the faster speed would minimize blobs at the seams.
Indeed, the overall perimeter looks much better with aligned seams.
However, the seam itself is unsightly, with visible holes and defects dragged into the perimeter along the print direction.
The inner seam looks marginally better, but that's not my main concern.

- Are these issues common with Prusa XL prints?
- What can I do to mitigate these defects at the seams?
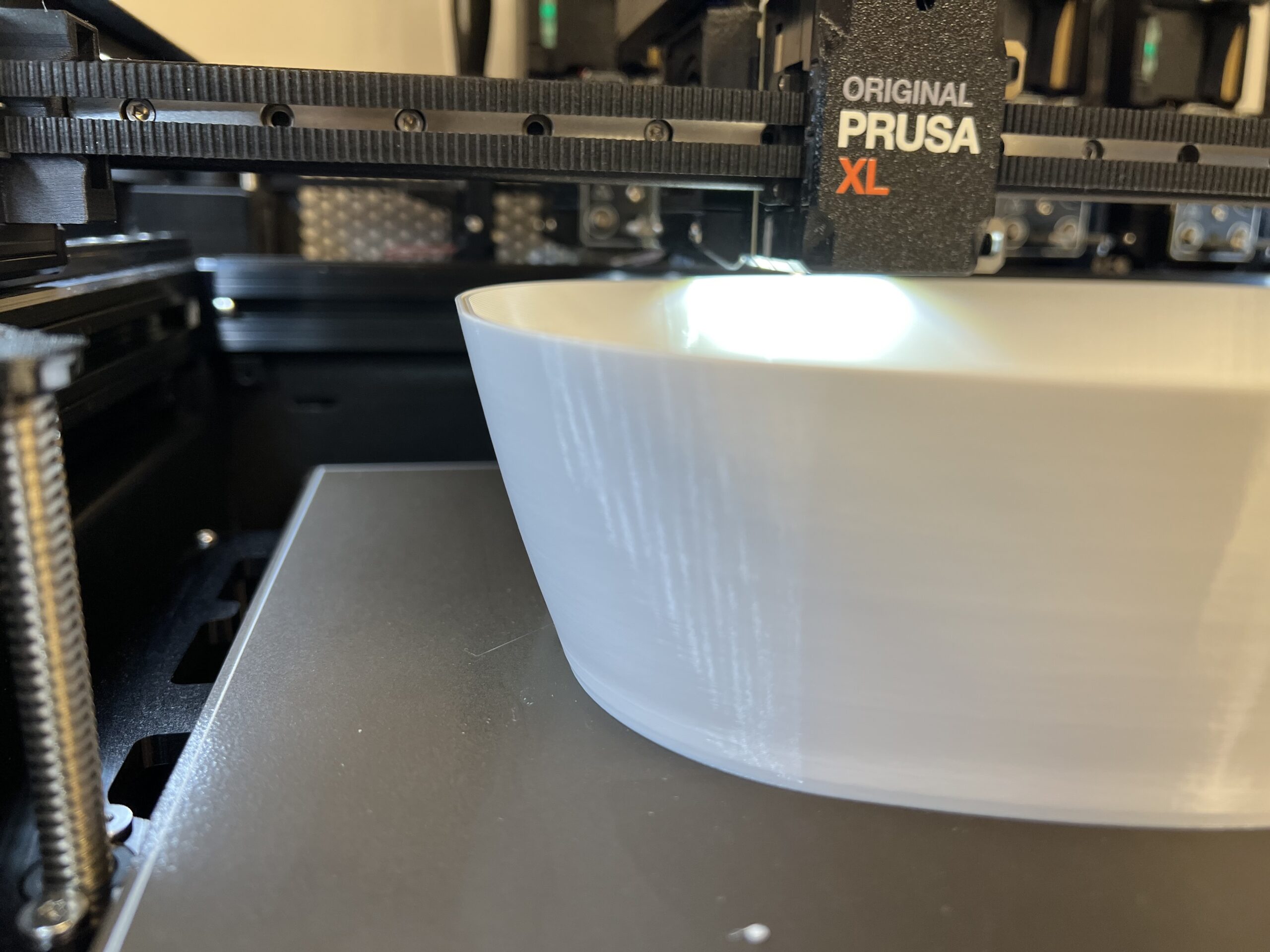
Detailed Photos of the Final Print and it's Issues
Here are photos of the finished prints, and close-ups of the issues at the seams.

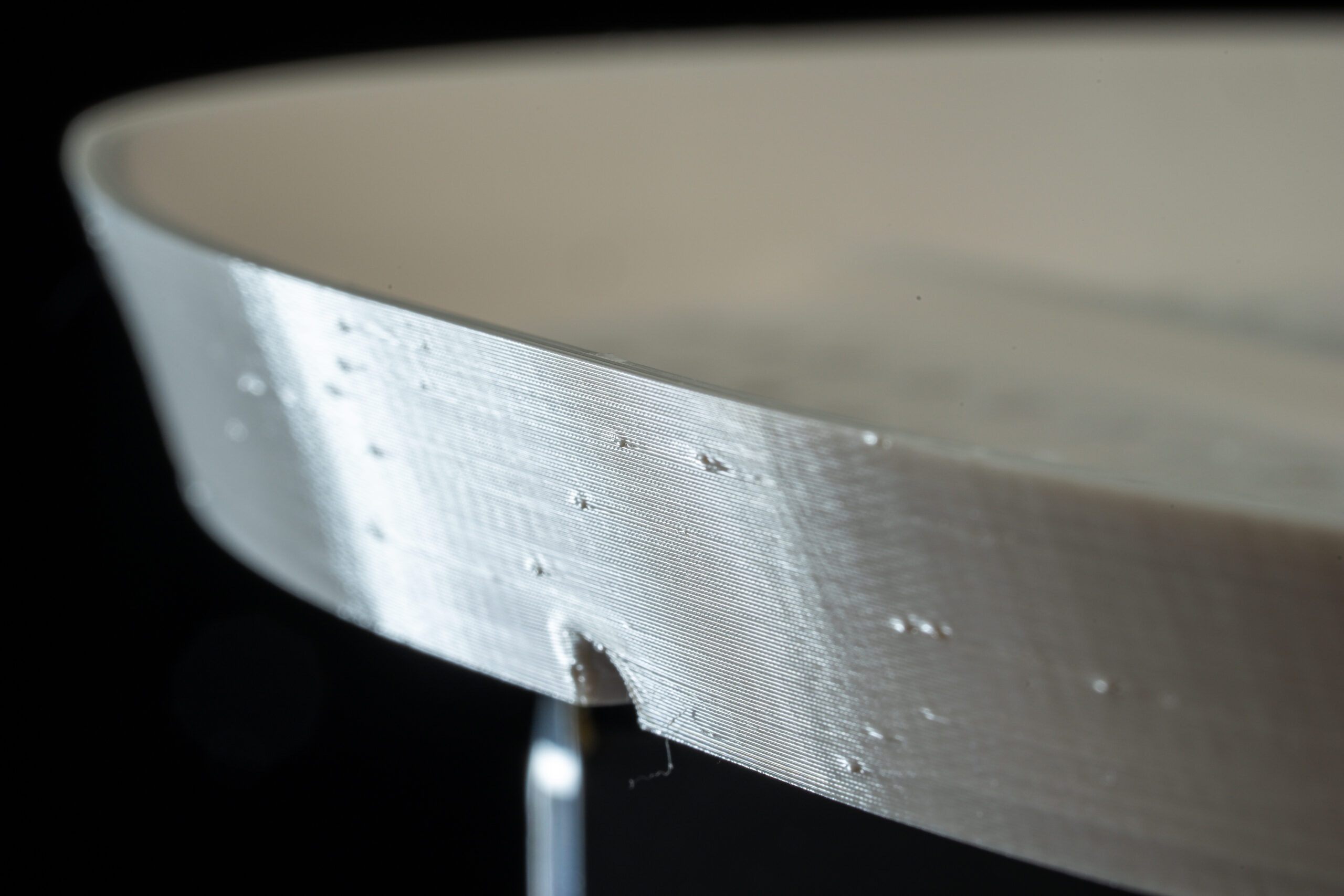
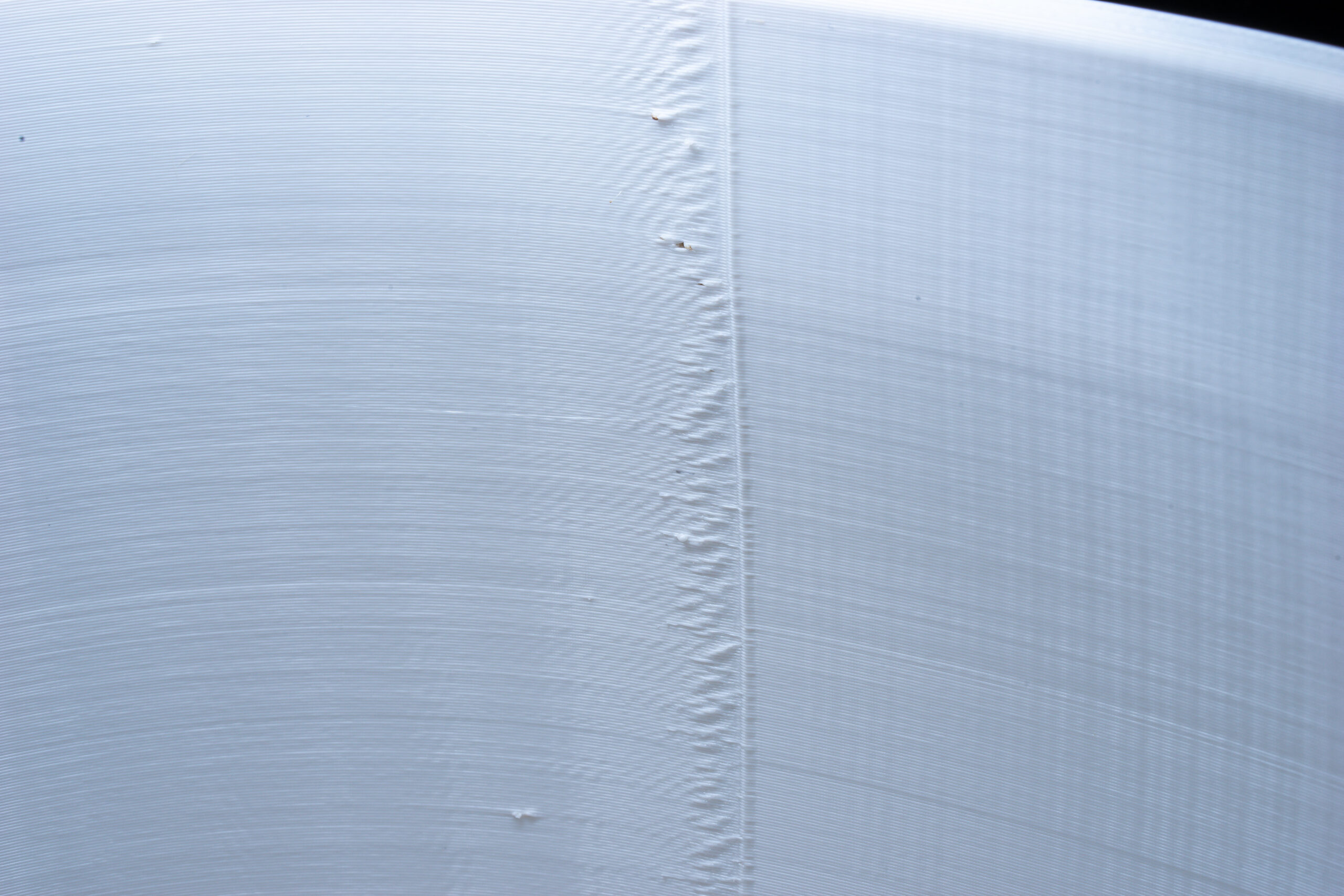
While the overall quality of the print is OK, the seam looks horrible.
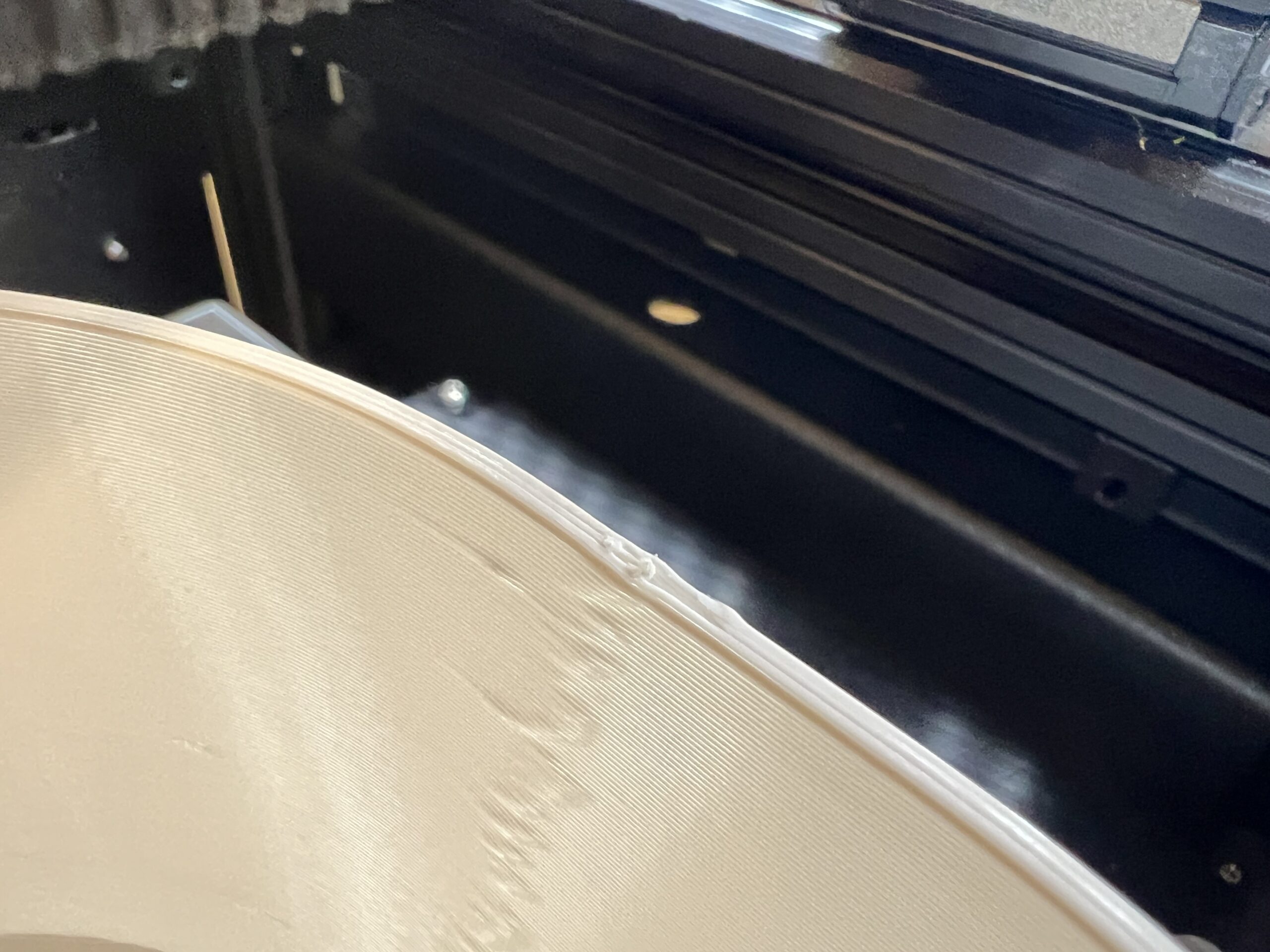
The strange part are these blobs after the seam.
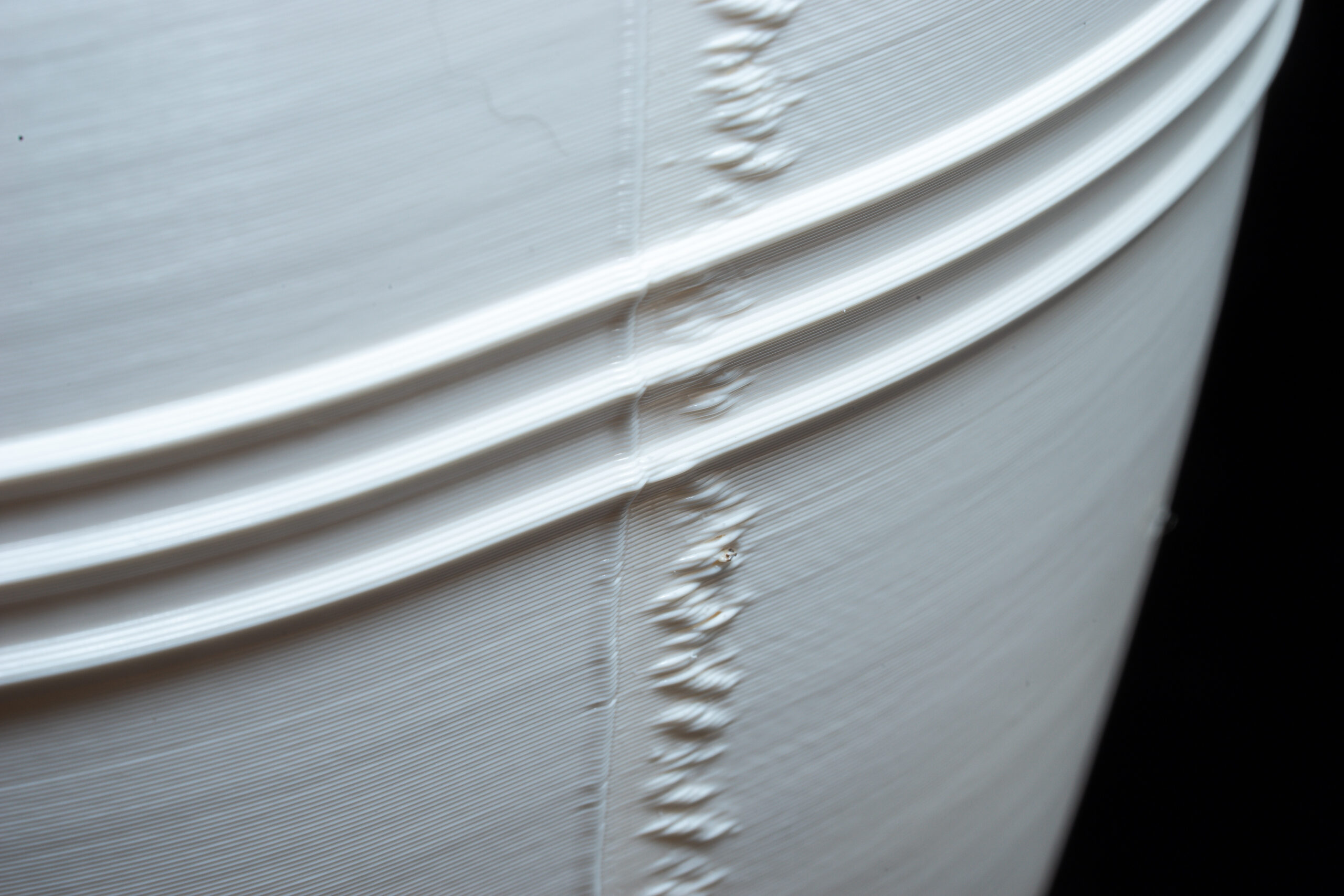
As you can see, the seam itself is a thin straight line, I could totally live with. But just after the seam, there are these large blobs of material that stick out of the print.
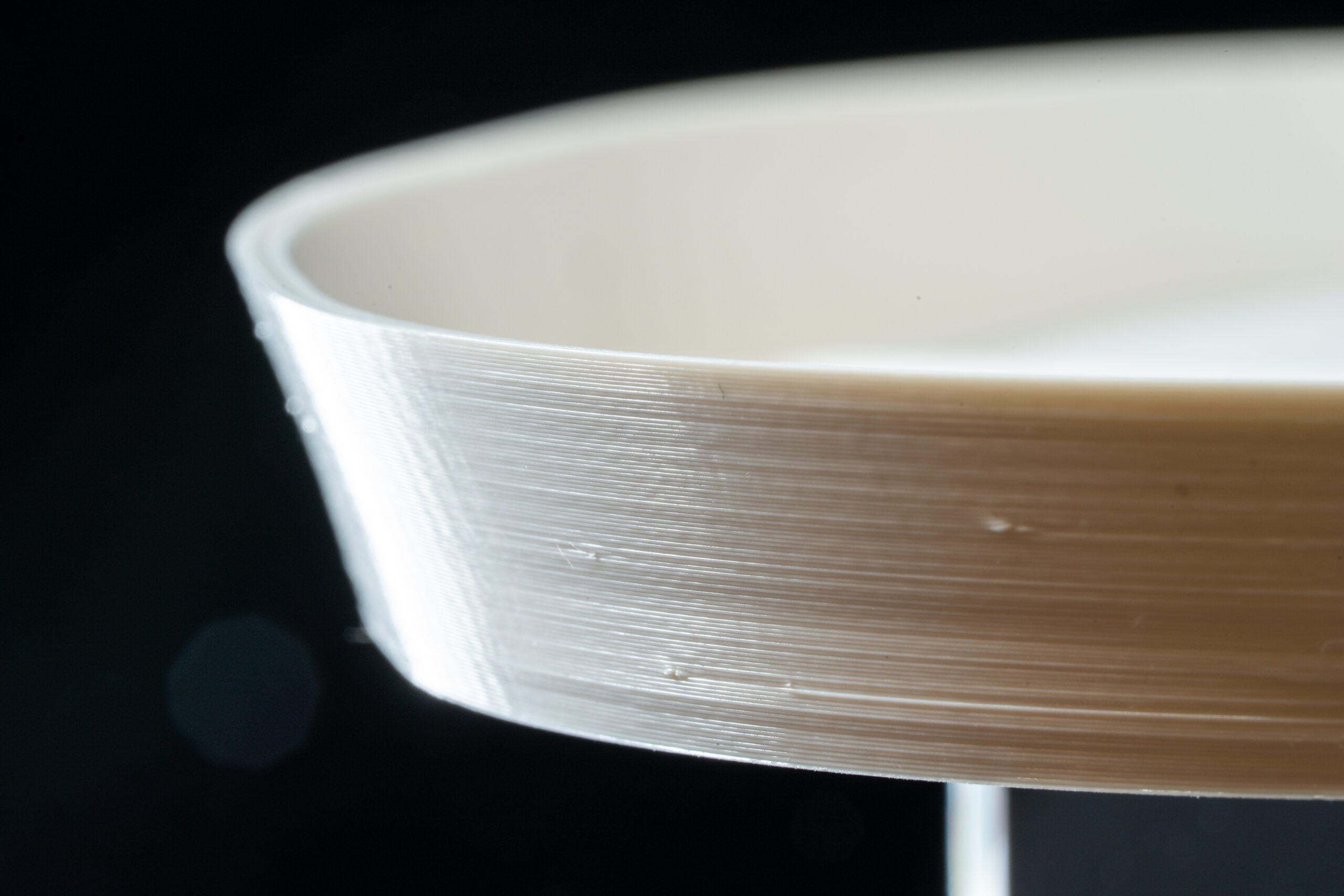
The same is true for the seam at the inside. Here, it isn't as bad as at the outside. But still, hard to ignore. These defects are also visible more or less on the other side of the planters wall.
RE: Problems with Seams in Large 0.8mm Nozzle Prints and Quality Issues with 0.6mm Nozzle
Might not be your issue but have you done a temperature tower test print? I did it with mine and soon realised I was printing at too high a temperature. Once I lowered it I've had much more success.
I'd also check that the bed is actually level. Mine passed all calibrations on different occasions but the bed still looked slightly off to me. Put a ruler up to it and it was off by 1mm right to left. I manually turned the lead screw until it was visually level, checked with a ruler, redid the bed levelling and nozzle calibration and my prints are noticeably improved with better layer adhesion.
RE:

I'm having exactly the same problem.
My settings are: Prusa XL5, 0.6 mm nozzle, 0.32 mm structural, IS, Generic PETG.
I'm using Overture PETG filament, white.
This problem seemed to start in January, after several successful prints. At first, I thought it was a bad batch of filament. I swtiched rolls. I dried the fresh filament. Then I tightened belts and recalibrated multiple times. Then I tried clicking and unclicking various boxes in PrusaSlicer settings (arachne / standard, and so on), and it seemed that the more I did, the worse things got.
The one thing I can add, is that when I tried to switch to "external perimeters first" it changed the blobs into holes.
How thick are these walls? You will have issues with any wall less than 5mm thick with a 0.8mm nozzle.
Cheerio,
RE: Problems with Seams in Large 0.8mm Nozzle Prints and Quality Issues with 0.6mm Nozzle
How thick are these walls? You will have issues with any wall less than 5mm thick with a 0.8mm nozzle.
Cheerio,
The walls in the photos I posted are 2.5mm thick, and were printed with four lines with the 0.6mm nozzle. So, quite thick and sturdy walls for a print.
I invite you to download the model from here and try a test print on your PrusaXL 5T IS is you like to confirm this problem.
2.5mm thick, and were printed with four lines with the 0.6mm
Not quite enough, you begin to get stability with 5 or more extrusions.
Cheerio,
RE: Problems with Seams in Large 0.8mm Nozzle Prints and Quality Issues with 0.6mm Nozzle
Did you test that? Can you show some example prints from Prusa XL with a 0.8mm nozzle?
2.5mm thick, and were printed with four lines with the 0.6mm
Not quite enough, you begin to get stability with 5 or more extrusions.
Cheerio,
No. Basic principles; try for yourself.
Cheerio,
RE: Problems with Seams in Large 0.8mm Nozzle Prints and Quality Issues with 0.6mm Nozzle
But, just in order to put your advice into context:
- Do you own a Prusa XL?
- Do you use it with input shaper enabled?
The described issue with the holes in the perimeters happens, if the head of the Prusa XL has to travel long distances to the new seam position. This is something that can easily happen on large prints, where the head has to travel 200mm and more to the new location.
No. Basic principles; try for yourself.
Cheerio,
Do you own a Prusa XL?
Yes but this applies to any printer, not just thec XL.
Do you use it with input shaper enabled?
Rarely, it already prints faster than I can design and I usually need to prioritise the strength of the part. This issue is not IS related 'though it may exacerbate the symptoms.
Cheerio,
RE: Problems with Seams in Large 0.8mm Nozzle Prints and Quality Issues with 0.6mm Nozzle
I printed two test rings, both with a diameter of 250mm. One with a thickness of 5mm, one with a thickness of 3.5mm. Both printed with the PrusaXL, Prusament PETG Signal White, with the 0.4mm Quality profile +aligned seams.
Here the 5mm one:

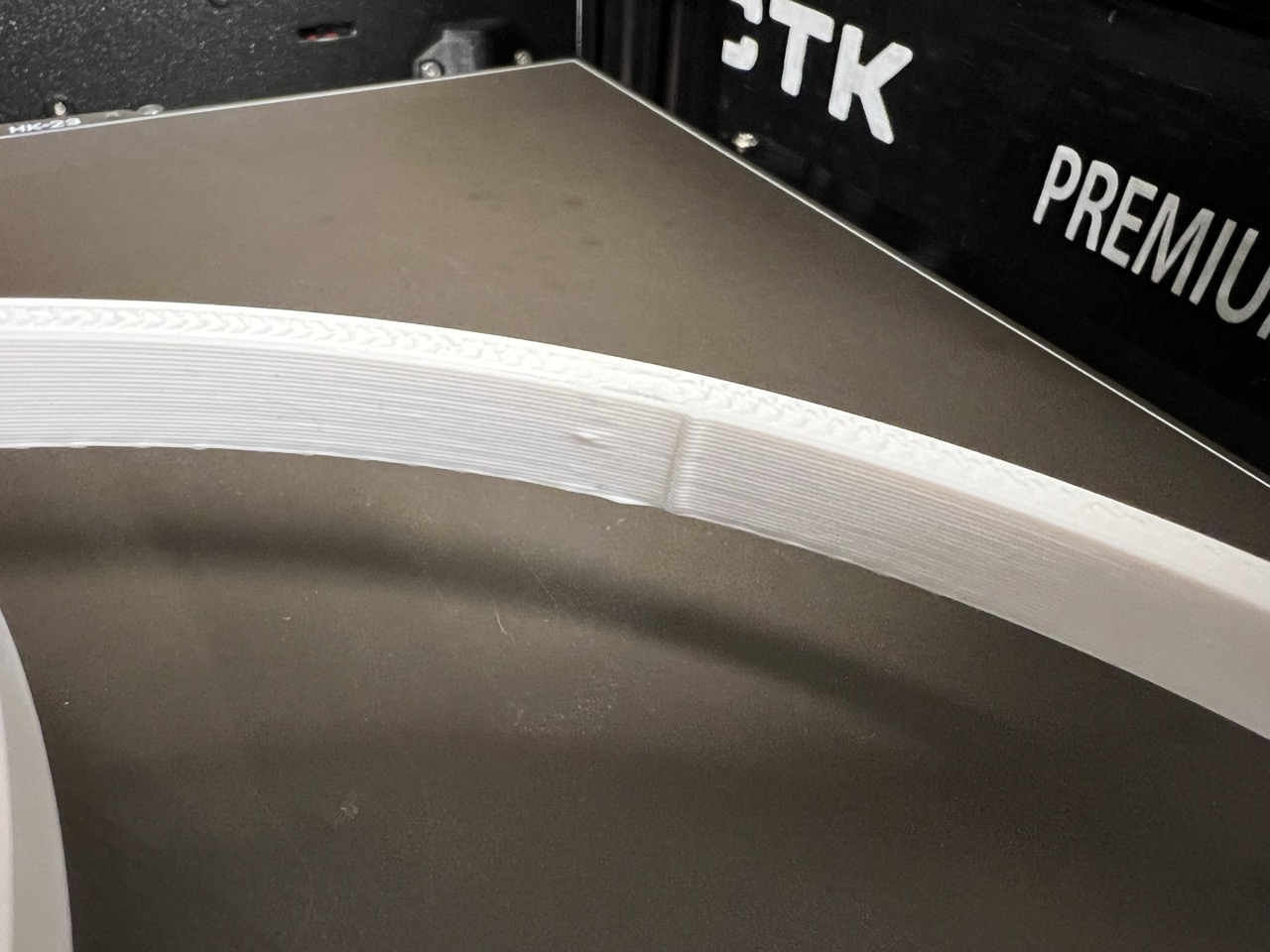
Here the 3.5mm one:

In both prints, there was a large gap at the inner perimeter that went through the whole ring vertically. The only difference between the 5mm and the 3.5mm version was, that in the 5mm version the top infill covered the gap, so it wasn't that well visible as in the print that only consists of perimeter lines. You can also see, the blobs after the seam, already start forming in the 5mm version as well.
I'm pretty sure, that's not normal. There should be no gap in the (inner) perimeter like this.
The only difference between the two thicknesses is, that in one case the problem is clearly visible and in the other case, the defect is covered by the top and bottom infill. Yet, both prints have the same defect.
Try going to 6mm and randomise the seam. You'll probably do better with clear, or dark coloured filament. White is always tricky.
Cheerio,
RE: Problems with Seams in Large 0.8mm Nozzle Prints and Quality Issues with 0.6mm Nozzle
Thank you for your suggestions regarding my issue with the print issues on the PrusaXL. I appreciate your input and the time you've taken to offer advice. Neither can I print objects with any wall strength to solve a printer issue, nor I can just switch the filament colour for that reason. Randomising the seam makes things worse, as the travel length of the printer head increases.
The issue depends on the travel length between seams, and has nothing to do with the thickness of the printed walls (as I demonstrated). If you think otherwise, please do a few prints yourself and show how it solves this issue. I attached the PrusaSlicer project that you can use to reproduce my print.
Try going to 6mm and randomise the seam. You'll probably do better with clear, or dark coloured filament. White is always tricky.
Cheerio,
Neither can I print objects with any wall strength to solve a printer issue,
It's not a printer issue - the original part is not designed for the medium.
nor I can just switch the filament colour for that reason.
Why not? If you're using PETG for a planter you are going to have to paint it against UV damage ...
Randomising the seam makes things worse, as the travel length of the printer head increases.
and
The issue depends on the travel length between seams, and has nothing to do with the thickness of the printed walls (as I demonstrated).
This I don't understand. The move from one layer to another doesn't require any significant head movement - other than the characteristic wiggle. I printed a 250mm hoop like yours with a thickness of 3.25mm - picked to suit a 0.6mm nozzle. The filament came straight from the dryer, no IS, no excessive speed, and the results are, imo, acceptable - yes the 0.6mm seam bulge *is* noticeable but if that's an issue then a smaller nozzle will reduce it.



Cheerio,