RE: How feasible is printing PETG for PLA supports?
I have been doing this a lot. I use the soluble support profile, which sets the supports up to touch the actual print. I have used Prusament PETG as supports under quite a few Prusament PLA models with great success.
The one catch is that you MUST set the wipe tower extruder explicitly and not leave it at 0; I usually set it to PETG. I did notice a fair number of tiny bits of PETG that fell onto the build plate before/after wipe moves, so perhaps leave a little gap around the wipe tower. Beyond that, it really works well, and the PLA literally lifts off the PETG supports with zero force.
Brand new to 3D printing and my 5-tool XL is my first 3D Printer!Check out my Multi-Tool fork of PrusaSlicer to mix and match nozzle sizes.
RE: How feasible is printing PETG for PLA supports?
What bed temperature setting have you used with success? I'm going to print a PLA model with some PETG support. I've seen people mention both 70C and 85C for the bed temp. Prusa's article seems to show an 85C setting.
RE: How feasible is printing PETG for PLA supports?
I recently printed a PETG model with a bridge section, to allow interface with a metal device. I am using a Mk3.9 with MMU3 so different mechanism, but similar idea.
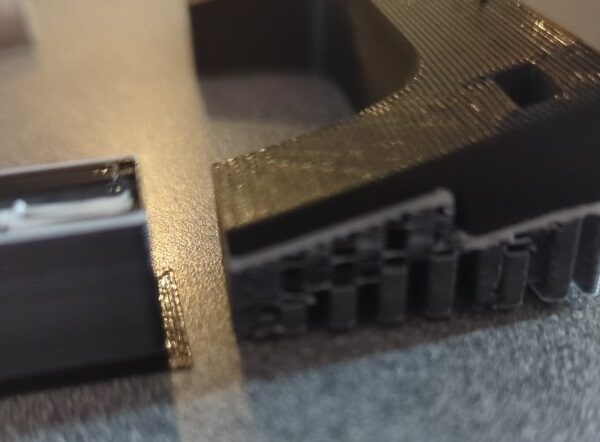
Using PETG interface, and 0.2mm removeable supports, the support material was virtually impossible to remove, and left an ugly scar, in the interface area
I don't have any soluble support filaments so I Tried PLA as a Support Aaaaannnd... It didn't play nicely
the PLA Support area did not form very well and it easily fell over / fell apart....
PLA and PETG do not bond well, and I suspect that the Multitool XL printer has an advantage in this area.
With the MMU, I boosted the Purge value on filament change to clear the mixed filament out of the shared nozzle. (Something the XL shouldn't need to do)
next I Tried using the PLA for only the interface layer (Minimising the number of changes) and the results were better, but the supports were not very robust.
so I increased the density of supports, and that improved matters immensly
the support area now gives an excellent breakpoint which parts cleanly
the only problem, is that the PLA Interface can't make it's mind up, whether to stay on the lower part, or the upper part.
Either way, it comes off the remaining side.. easily. 
copy of .3mf file enclosed to show how I increased the density of supports to promote better adhesion between PLA and PETG
I wanted the PETG parameters for my model, so used PLA as the removable Support
I Could easily have used the materials the other way round.
Regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: How feasible is printing PETG for PLA supports?
I had some great success with supported vertical holes. Custom supports with zero spacing against the model. The cross-section is perfectly circular and dimension-accurate. The underside looks and feels smoother than the top layers. White = PLA.

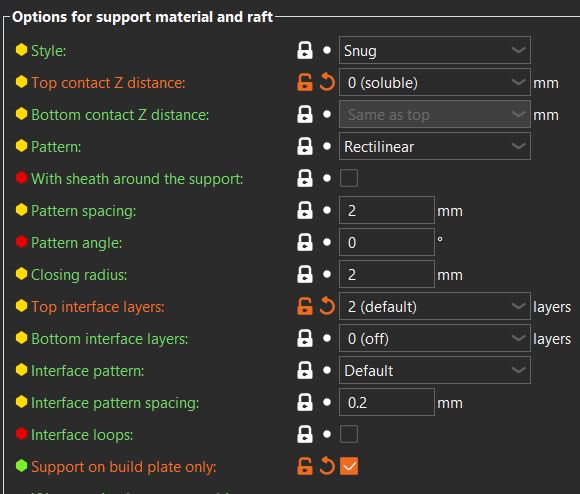
Settings:
- wipe tower extruder set to clear PETG (if you forget this the wipe tower will look like shit and might produce blobs on the print)
- check interface layers
- clone PLA profile with bed temp set to 85°C (like PETG)
- custom support structures printed with 1 base layer (none would probably work), 2 top layers, 15% infill
I wedged a small screwdriver between the supports & model, then levered them out with minimal force. I've since printed several similar designs and the results are awesome. This really opens up new possibilities.
RE: How feasible is printing PETG for PLA supports?
i have been printing PLA with PETG supports and have had no issues. i do notice though, that i may have to vary my support type (organic vs. grid/snug) at times. i had a recent model that the PLA just won't print/form until i changed my support.
RE: How feasible is printing PETG for PLA supports?
I've been using PLA as PETG support and vice versa for some time now.
For this I use my normal PLA/PETG profiles, which I copy and change the bed temperature to that of the respective main material and check the box next to "soluble".
As a print profile I use the normal stock profile "Soluble Interface", but I changed the distance to the print to 0.0. I never use the interface or support layer on the printbed, only on the main material. This way I avoid adhesion problems or different distortions.
This configuration works wonderfully for me with my MK3S+. However, since I made one of my models available for download on printables with such a preset, there have been a few people for whom these settings did not work 100%.
For me it is sometimes neither a problem that the tower is not assigned to a specific filament nor that the supports are not assigned to a filament. However, for others this seems to be causing problems.
It also seems to me that the MK4 in particular prints too quickly and doesn't wait until it has reached the printing temperature of PETG from PLA. This means that individual layer areas of the PETG can be missing, especially when there are many changes, which then becomes noticeable in later printing in terms of layer adhesion and sometimes leads to spaghetti and printing interruptions.
This seems to me to be an MK4 specific issue. Unfortunately, since I don't own an MK4, I haven't been able to deal with it any further yet. My approach here would be to increase the printing temperature of PLA. However, this would have an impact on the filament tip, which could also be a problem when printing with a lot of filament changes.
I'm not really familiar with GCODE and bgcode is where it stops for me. But I think it would make sense to integrate the "wait for temp" command when changing colors to make printing with different materials more reliable.
Printing PLA and PETG at the same time? See the Guide for MultiMaterialSupports ----- Ejecting Buffer cassettes is not satisfying? May the Fork be with you!
RE:
(MK4/MMU3) I print mostly with PETG, and have used some PLA supports. The results have been great, but over time on tall prints the stringing of the PLA will clog the FINDA and/or the nextruder and something will fail. Printing just the support interface really helps because then at least the supports and the object are all the primary material and only that tiny layer is the secondary.
I do agree with @saphir that having a wait for temp or other gcode to make sure multi-material is treated better. Of course on a print with hundreds of tool changes and the delays there, the time goes way up.

X marks the spot.
RE: How feasible is printing PETG for PLA supports?
I've been able to run some tests recently.
At least the MK3 makes it to the new temperature in time. Since both are based primarily on the same mechanics and the MMU3 is also the same, I would be surprised if the MK4 changed the filament significantly faster or took longer to heat.
So I continued searching and finally found what I was looking for when it came to purging volume. This seems to have the biggest impact of all the setting options! By default, the profiles of the MK4 work with smaller flushing volumes but more pressure, which may be why the problem was primarily noticed there. If you have problems with your print, increase the purging volume (sometimes massively) and you will see how the problems disappears.
This also means that (too) hot PLA is no longer needed; you can leave the temperatures at the optimal values!
I'm currently working on a tutorial and a test file on this topic. I'll let you know here when I'm done with it.
Printing PLA and PETG at the same time? See the Guide for MultiMaterialSupports ----- Ejecting Buffer cassettes is not satisfying? May the Fork be with you!
RE: How feasible is printing PETG for PLA supports?
Having tested this further, the interlaced PLA-to-PETG support layers fail because though the PETG sticks to the PLA beneath it just fine, the PLA detaches from the PETG beneath it. In the image, orange is PETG, yellow is PLA. I'm not sure how to turn off this interlacing, but even if I could, the PLA would still need to sit on top of PETG in some instances (using interface only PLA).
If I have pure PLA supports from the build surface and PETG on top, it works, but only for lower height prints. Anything too high, and things start stringing and getting weird. Perhaps with some beefier supports and a skirt it might improve.

X marks the spot.
RE: How feasible is printing PETG for PLA supports?
You can assign the supports to a specific material in the slicer. However, you should then have the support material printed from the same extruder as the main material (in your case PETG). This reduces material changes, ensures the best temperature on the print bed and prevents warping.
Based on your description of the error, I come to the following considerations:- Too much heat in either material.- Too little flushing volume with PLA- Too much cooling when printing PLA- Wrong PLA (PLA+?)- Too high printing speed with PLA
PLA sticks to PETG, it just depends on the circumstances.
If you print models with longer supported areas, does PLA adhere equally poorly everywhere? Or are there areas where it sticks better, especially towards the end?
Printing PLA and PETG at the same time? See the Guide for MultiMaterialSupports ----- Ejecting Buffer cassettes is not satisfying? May the Fork be with you!
RE: How feasible is printing PETG for PLA supports?
I just did a test with this same model and a huge reduction in infil speed (40mm/s) and it worked. Now I just need to work on some of these settings that you mention to see if I can get speed back up.
X marks the spot.
RE: How feasible is printing PETG for PLA supports?
My settings were wrong, which is why it was interlaced. (doh!)
Setting the support extruder to 0 (zero) makes the interlacing happen. Setting it to the specific main extruder resolves.

X marks the spot.
RE: How feasible is printing PETG for PLA supports?
The interlacing itself is no problem if the other settings are correct. But now you have something you can base on. I would start to tinker with the purging
Printing PLA and PETG at the same time? See the Guide for MultiMaterialSupports ----- Ejecting Buffer cassettes is not satisfying? May the Fork be with you!
RE:
I am happy to tell you that my small guide about MultiMaterialSupports is ready. You can view it here. It also includes a testfile where you can tinker and test in no time with only a small amount of needed filament.
Happy printing!

Printing PLA and PETG at the same time? See the Guide for MultiMaterialSupports ----- Ejecting Buffer cassettes is not satisfying? May the Fork be with you!
RE: How feasible is printing PETG for PLA supports?
Thank you for that long and informative advice on these support types.
I've been testing and have seen some improvements.
I've increased purge volume in mk4/MMU3 from default (80) to 100 and then to 120. I'm using white and black PETG with a red PLA interface only support.
The black causes streaking in the white (light grey). The supports work well. The wipe tower still has a lot of issues with clumping, layer adhesion, etc. This causes print failure eventually, either by layer shift or because globs of material break a support.
I tested lower speeds for the support material (100 down from 120 default) and support interface (40 down from 50 default), and that greatly improved the situation. I'm still testing this, but perhaps I can fix this using another way.
I also lowered the MVS -Max Volumetric Speed on my PLA support material from 15 (default) down to 10mm(3)/s.
X marks the spot.
RE: How feasible is printing PETG for PLA supports?
Apologies for the delayed response. I've been away from the forum for some time. To enhance the purge tower's appearance and reliability, consider adjusting the purge extra flow and purge line spacing values. Additionally, the sparse layers might play a role in this.
Printing PLA and PETG at the same time? See the Guide for MultiMaterialSupports ----- Ejecting Buffer cassettes is not satisfying? May the Fork be with you!
RE:
I print PETG and use PLA as support. So far without a problem.
PETG and PLA filaments (I do not dry them after unbox): Extrdur.com PETG and Extrudr.com PLA NX2
1. PETG:
Bed Temp: 70 celcius
First Layer: 220
Other Layers: 220
2. PLA:
Bed Temp: 70 celcius
First Layer: 200 c
Other: 200 c
What plate do I use?: Satin Coated with 3D Lack to improve adhesion:
I have 0 problems with stringing or adhesion on the satin coated plate, since I started to use the 3D spray above.
What was the key point for me to get good results?
- I have used a trummeter to measure the belts and adjusted them. They were extremley uneven and since I did that, my prints improved. Also one thing to consider: Once you adjust your belt tensions of the prusa XL, you need to run a full calibration again. People forget about that and only adjust the belts, without running the calibration again.
I hope that helps.