RE: How feasible is printing PETG for PLA supports?
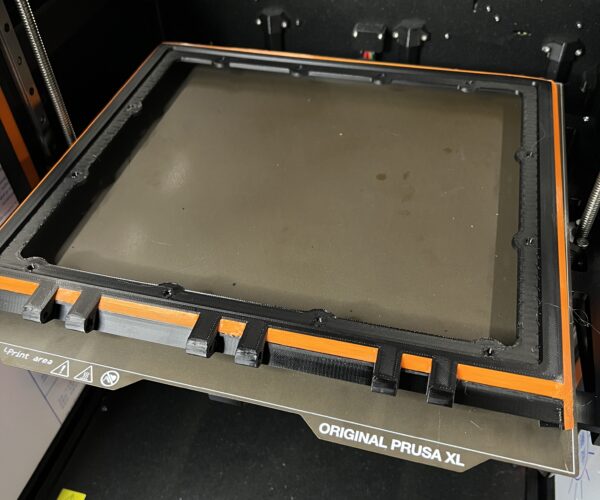
Another pic before I remove the supports
What about parts with small details? I have a test item I print to determine how well they'll work together and I couldn't get PLA and PETG to stick well enough to complete the test. Part of the test is the wipe tower.
The best combination of materials I've found is Essentium HTN with Amazon Basic PETG as supports. It works perfectly. I'd love to know of other similar combinations that stick together when hot but not when cold.
RE: How feasible is printing PETG for PLA supports?
Wipe towers only work if the materials in the tower each have their own column all the way up the Z axis. Cura does it correctly. PS can’t do it for five materials. It can for two. However, I didn’t use a wipe tower at all for the pics above.
I would have to see the object to judge if small details would work. Keep in mind the toolchanger maxim; large toolpaths are good, tiny toolpaths not so much. The drawer in the pic above has small cylinders in the back each of which had supports going to them and they worked ok.
When the underside has a lot of texture and variations in shape as with a scanned in statue, it can get tricky. Where the materials meet the object surface won’t be shiny as the surface where the supports are not against. Regardless, it is way way better then same material break away by far!
RE: How feasible is printing PETG for PLA supports?
How small is small?
Generic cheap [silk] PLAs with generic cheap PETG supports work with little issue. No tower.






XL-5T, MK3S MMU3 || Printing with multiple nozzle-sizes: Official Guide, Unofficial(old) || PrusaSlicer Fork || Other advanced slicer tactics || TPU || HF Nozzles
RE: How feasible is printing PETG for PLA supports?
How small is small? Hard to generalize. If the toolpath i.e., the amount of material it puts down for one layer is short it’s harder for the extruder to get up to ideal pressure and optimal material flow. So tiny toolpaths are not easy to do. As such larger items will print way better. When you have tiny toolpaths in your object a priming tower is essential.
Its like that for auto loaders too by the way, not just Toolchangers.
RE: How feasible is printing PETG for PLA supports?
I have been printing PETG with PLA for support and it works well as long as your printer is not one of the ones that seems to be impacted by extrusion issues.
I have set the bed temp to 70c which is a little high for PLA and a little low for PETG but it seems to work.
What extrusion issues? Is that a manufacturing fault or something fixable?
RE: How feasible is printing PETG for PLA supports?
Serious question to those posting pics here, I'm just curious and haven't started playing for real with PLA/PETG supports myself:
Why is nobody using clear filament for the supports? Are you just burning off the filament that needs to go? Or does it really always leave zero color residue on the prints?
RE: How feasible is printing PETG for PLA supports?
I’m just using up whatever I have. I don’t get much if any colors from the supports to the object at all. The stuff doesn’t fuse and it wipes right off. Keep in mind that depending only on PS auto support placement won’t be optimal. You have to look at your overhangs and paint on the optimal locations manually.
RE: How feasible is printing PETG for PLA supports?
Why is nobody using clear filament for the supports? Are you just burning off the filament that needs to go? Or does it really always leave zero color residue on the prints?
'Saving' the clear filament for when I need clear filament since most others are opaque.
Yes.
Yes.
XL-5T, MK3S MMU3 || Printing with multiple nozzle-sizes: Official Guide, Unofficial(old) || PrusaSlicer Fork || Other advanced slicer tactics || TPU || HF Nozzles
RE: How feasible is printing PETG for PLA supports?
Small PETG on PLA print test. PETG not touching the bed; PETG printed directly on silk PLA. Just a couple perimeters to hold a couple edges up. Went fine.



And some ASMR of the removal: https://www.youtube.com/shorts/riRlcXGkUqU
Current print with a thicker version of that currently going well and without incident. Hopefully removal is not that much more difficult.

I guess whatever makes silk PLA different from normal PLA its just enough to get it to work with PETG - contrasts my previous black/white square test with regular PLA. I'm basically all in on silkPLA/PETG as support/model, on bed/model. All that organic support fiddling may have been for naught. Doesn't seem to be a need for much caution at all - set to snug and go ham.
XL-5T, MK3S MMU3 || Printing with multiple nozzle-sizes: Official Guide, Unofficial(old) || PrusaSlicer Fork || Other advanced slicer tactics || TPU || HF Nozzles
RE: How feasible is printing PETG for PLA supports?
I've heard silk PLA incorporates some kind of elastomer to produce the silk effect. It might well provide more adhesion to the PETG.
Might also be worthwhile to try various PLA+/PLA Pro/PLA-AT blends. These are all just "whatever the manufacturer wants them to be", but are generally PLA plus some additives. I've seen somewhere that Polymaker blends PMMA with theirs, and it does change characteristics like bed adhesion, so it might also make PETG stick better. Of course, "PLA+" from one manufacturer won't necessarily be the same thing as "PLA+" from another. Maybe someone will make PLA blends specifically to support/be supported by PETG.
RE: How feasible is printing PETG for PLA supports?
Yea I remember reading something like that about silk PLAs somewhere. I mainly buy cheapo spools so I'm used to standards being more of a suggestion. Picked up 10 spools of 'SUNLU recycled silk black PLA' from a recent sale and while it prints well I dont see why its called silk anything.
Rule of thumb seems to be that if your PLA 'sucks itself back up towards the nozzle' instead of just 'drooping down lifelessly' when you're purging filament during a nozzle load, then it's probably the sort of 'silkPLA' that will work well with PETG. I do have a copper/orange silk PLA with the 'silk shine' that doesn't do that weird rebound thing so its not 100%.
XL-5T, MK3S MMU3 || Printing with multiple nozzle-sizes: Official Guide, Unofficial(old) || PrusaSlicer Fork || Other advanced slicer tactics || TPU || HF Nozzles
RE: How feasible is printing PETG for PLA supports?
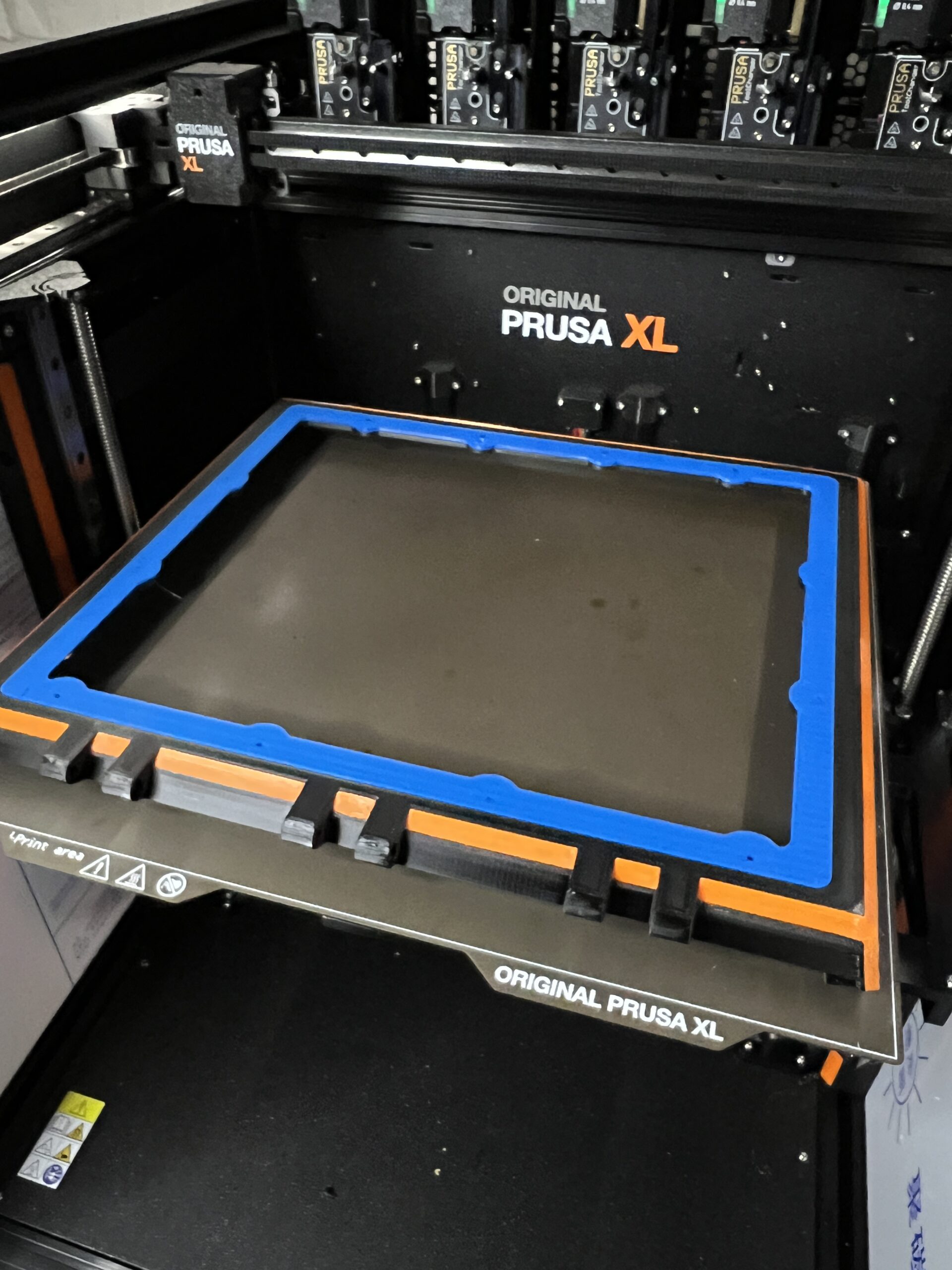
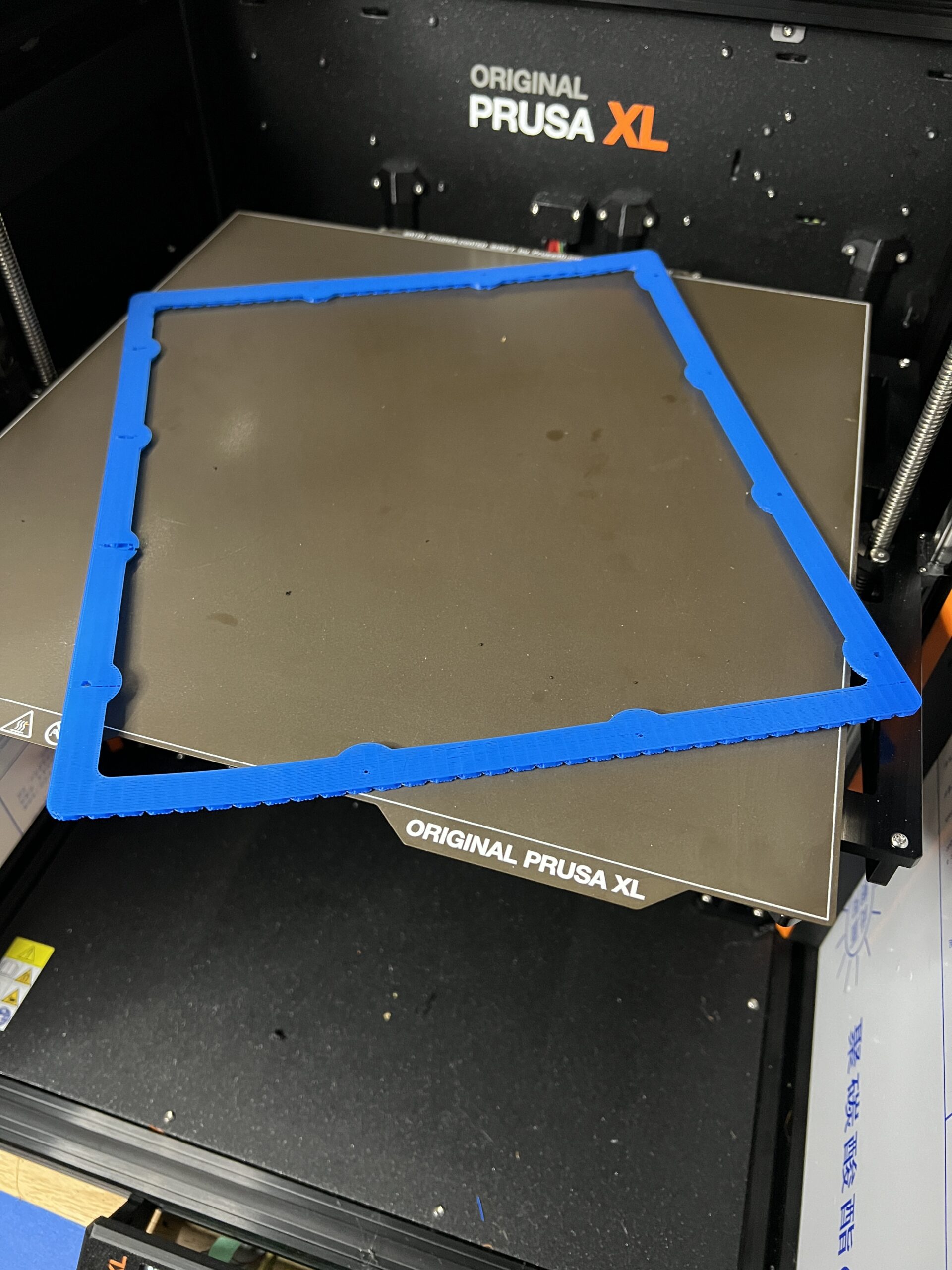
I haven’t done much with PETG as PLA supports but have done TON of PLA as PETG supports and it works like a champ. I don’t do autogenerated supports at all, just paint on’s with smart bucket fill and snug fit. Most of what I’ve done thus far have been print bed supported but I did do several parts for my enXLosure and the modded parts I’ve done for that where I’m doing PLA supports on top of previously printed PETG areas and just like with the bed based supports it just popped right off, in one piece. I’ve had zero issues getting the PLA to pop off (and I’ve had a couple doozy’s there there was a huge amount of support areas. I had one part that covered almost the entire bed and had a grooved flange (a pocket recess for Plexiglas) both on the inside and outside edges of the part that resulted in a contiguous support that literally ran around all 4 edges of the bed (part was 13.2 x 11.5) and the entire support came off in a single piece with no fuss whatsoever and left absolutely no artifacts on the surface.
I followed the prusa article pretty closely and have cooked decendant profiles for the PLA’s I’m using as supports (which is mostly partial rolls of older filament I’ve had for a long time (one was 3 years old). I dry the stuff before printing, and run both the PETG and PLA’s bed temps at 85-87 and thus far I haven’t had but one part where the entire support didn’t come off in one piece, and that was on one with a oddball compound joint with a two very low but differing ascendent angles which resulted in a lot of layer based “stair stepping” in both x & y directions, and that one took a bit of work to get off and it did come off in pieces but when I finally got it all of the surface was clean. I’ve got a part I’ll finish up cadding tomorrow that has some unavoidable inner recesses that will be supporting a flanged overhand that’s internal to the part, so will be printing a bunch of PLA supports inside the model. I’ll probably have to muck what that one a little, but other than that, it’s been astoundingly painless and is infinitely easier than all “Diddle the settings, test a cutaway second to see if they’ll be removable, jack around with them until it is and then finally print the part” that I had to go through on the MK3.
This has been a game changer personally as I’m no longer having to spend a lot of time thinking about how to orient and factor the part just to mimize or preclude the use of the supports due to the sheer PITA of getting them off post print. Peeling off a support with a couple hundred square inches of direct contact with the part in a single two second operation and having absolutely NOTHING left on the model brings a shit eatin grin to my face every time I do it. It’s also a great utilization of those “not enough left to print a part, but too much left to just toss” one off rolls of filament I’ve had kicking around in the closet for years.
I just got a steel sheet for PLA use in (and now have all 3 of em) so being as I’ve had better luck getting tricky PLA jobs to stay put on that on the 3D will give that a whirl with PETG supports and probably some judicious use of glue stick for the PETG support areas. I’ll start small with that as it’s unknown territory) but I’ve had great luck with the PLA for PETG side of the equation on the satin sheet. Never did have great luck with PLA on the full textured sheet and so haven’t tried that combo yet.
RE: How feasible is printing PETG for PLA supports?
I am doing mainly PLA as supports to PETG. This is IMHO one of the strengths of the XL. But as some guys mentioned above there are some things to take in to consideration.
-I only use autogenerated supports from the bed. And even then if there is an overhang it may not work well since when the horizontal layer starts to print, chances are that it will not stuck to PLA. For that i create 1mm "columns" from petg in the corners of this overhang in order for the perimeters to "stick" like the columns on a house balcony. This are easily removed later.
-If there is a need for complicated supports, that prusaslicer would generate inside the model, i just create them manually in my CAD program in such a way that they reach all the way to the print bed.
-The wipe tower should be set to only one filament extruder. In my case i use one of the PETG. Even if the PLA doesn't stick to the wipe tower it doesnt affect it much. But as someone mentioned above it would be nice if you could use separate wipe towers for each toolhead if you wanted.
RE: How feasible is printing PETG for PLA supports?
I haven’t done much with PETG as PLA supports but have done TON of PLA as PETG supports and it works like a champ. I don’t do autogenerated supports at all, just paint on’s with smart bucket fill and snug fit. Most of what I’ve done thus far have been print bed supported but I did do several parts for my enXLosure and the modded parts I’ve done for that where I’m doing PLA supports on top of previously printed PETG areas and just like with the bed based supports it just popped right off, in one piece. I’ve had zero issues getting the PLA to pop off (and I’ve had a couple doozy’s there there was a huge amount of support areas. I had one part that covered almost the entire bed and had a grooved flange (a pocket recess for Plexiglas) both on the inside and outside edges of the part that resulted in a contiguous support that literally ran around all 4 edges of the bed (part was 13.2 x 11.5) and the entire support came off in a single piece with no fuss whatsoever and left absolutely no artifacts on the surface.
I followed the prusa article pretty closely and have cooked decendant profiles for the PLA’s I’m using as supports (which is mostly partial rolls of older filament I’ve had for a long time (one was 3 years old). I dry the stuff before printing, and run both the PETG and PLA’s bed temps at 85-87 and thus far I haven’t had but one part where the entire support didn’t come off in one piece, and that was on one with a oddball compound joint with a two very low but differing ascendent angles which resulted in a lot of layer based “stair stepping” in both x & y directions, and that one took a bit of work to get off and it did come off in pieces but when I finally got it all of the surface was clean. I’ve got a part I’ll finish up cadding tomorrow that has some unavoidable inner recesses that will be supporting a flanged overhand that’s internal to the part, so will be printing a bunch of PLA supports inside the model. I’ll probably have to muck what that one a little, but other than that, it’s been astoundingly painless and is infinitely easier than all “Diddle the settings, test a cutaway second to see if they’ll be removable, jack around with them until it is and then finally print the part” that I had to go through on the MK3.
This has been a game changer personally as I’m no longer having to spend a lot of time thinking about how to orient and factor the part just to mimize or preclude the use of the supports due to the sheer PITA of getting them off post print. Peeling off a support with a couple hundred square inches of direct contact with the part in a single two second operation and having absolutely NOTHING left on the model brings a shit eatin grin to my face every time I do it. It’s also a great utilization of those “not enough left to print a part, but too much left to just toss” one off rolls of filament I’ve had kicking around in the closet for years.
I just got a steel sheet for PLA use in (and now have all 3 of em) so being as I’ve had better luck getting tricky PLA jobs to stay put on that on the 3D will give that a whirl with PETG supports and probably some judicious use of glue stick for the PETG support areas. I’ll start small with that as it’s unknown territory) but I’ve had great luck with the PLA for PETG side of the equation on the satin sheet. Never did have great luck with PLA on the full textured sheet and so haven’t tried that combo yet.
Thanks for sharing. In getting ready to print some PETG with PLA supports.
So you haven't had any issues with PLA sitting directly on a 90°C bed?
I am doing mainly PLA as supports to PETG. This is IMHO one of the strengths of the XL. But as some guys mentioned above there are some things to take in to consideration.
-I only use autogenerated supports from the bed. And even then if there is an overhang it may not work well since when the horizontal layer starts to print, chances are that it will not stuck to PLA. For that i create 1mm "columns" from petg in the corners of this overhang in order for the perimeters to "stick" like the columns on a house balcony. This are easily removed later.
-If there is a need for complicated supports, that prusaslicer would generate inside the model, i just create them manually in my CAD program in such a way that they reach all the way to the print bed.
-The wipe tower should be set to only one filament extruder. In my case i use one of the PETG. Even if the PLA doesn't stick to the wipe tower it doesnt affect it much. But as someone mentioned above it would be nice if you could use separate wipe towers for each toolhead if you wanted.
For the overhangs is it a shell you basically create around the pla support? Could you maybe share a screen shot?
I was wanting to print only say only 5 interfsce layers of my support from PLA and the rest of the support in petg to save to swaps, but I was worried that the PLA interface layers might not stick to the petg support like you mentioned.
RE: How feasible is printing PETG for PLA supports?
For the overhangs is it a shell you basically create around the pla support? Could you maybe share a screen shot?
Take a look in the image i attached. The yellow marked parts (thin wall with small columns) stabilize the overhang and are easily removed with no traces. The red are pla supports. Maybe there is a better orientation but i got a bit lazy with the ability to print PLA supports.
RE: How feasible is printing PETG for PLA supports?
Thanks for sharing.
RE:




So you haven't had any issues with PLA sitting directly on a 90°C bed?



I had some issues at 90, where they would peel up in some areas. Turns out that was related to a 1mm+ z delta across the bed and a high tile which Prusa support gave me a procedure to fix. Still the PLA stuff was a bit on the tacky side, so dropped all my PETG bed profiles to 87, and added a couple clones of some of my PLA spools that are near empty to use as supports and raised those profiles temp to 87. Havent had any issues with it aall since doing that. And as mentioned, I’ve done some really big honking supports.
RE: How feasible is printing PETG for PLA supports?
Have either of you tried only printing the PLA on the interface layers? Aka all of your supports are petg except for a few layers of pla at the interface of your support?
I had some issues at 90, where they would peel up in some areas. Turns out that was related to a 1mm+ z delta across the bed and a high tile which Prusa support gave me a procedure to fix. Still the PLA stuff was a bit on the tacky side, so dropped all my PETG bed profiles to 87, and added a couple clones of some of my PLA spools that are near empty to use as supports and raised those profiles temp to 87. Havent had any issues with it aall since doing that. And as mentioned, I’ve done some really big honking supports.
For the overhangs is it a shell you basically create around the pla support? Could you maybe share a screen shot?
Take a look in the image i attached. The yellow marked parts (thin wall with small columns) stabilize the overhang and are easily removed with no traces. The red are pla supports. Maybe there is a better orientation but i got a bit lazy with the ability to print PLA supports.
RE: How feasible is printing PETG for PLA supports?
Have either of you tried only printing the PLA on the interface layers? Aka all of your supports are petg except for a few layers of pla at the interface of your support?
With the lack of adhesion between the two, you'd pretty much need the PLA to be anchored to the bed at least long enough for the PETG to mechanically pin it down, and the interface layers to be adequately connected to that anchored PLA, whatever the geometry of the interface layers ends up being.
A more practical variant might be to use PLA supports with some interlocked PETG structures holding them more firmly to the bed.
RE: How feasible is printing PETG for PLA supports?
I think I'll cut my model into a small test piece and try some interlocking columns like was mentioned earlier to lock the PLA in place. If I don't have success with this I'll just have the pla come directly from the bed like others have done.
These are some 20 hour prints with the support interface happening late in the print so I've been a little concerned of the prints failing 18 hours into the print.