RE: Stringing Issues
Can't wait to try that. One issue.. Still waiting for my email yet alone my printer (like so many of us.)
We made a video about our solution if you want to give it a try:
(Tried to link the video in our first post but it didn't show up for some reason)
We fixed our multicolour stringing/blobbing issues by modifying the gcode to move the extruder away from the print before every tool change.
RE: Stringing Issues
Well now ! Gonna give that a shot , thanks for the share
RE: Stringing Issues
No I did not forget that the XL with multiple heads is a tool changer and I can't see where I ventured off-topic. Just because I mentioned another previously unsupported printer? You did not answer my question though. What exactly makes the Orca Slicer incompatible with the XL? You seem to imply it has to do with tool changing.
It's an honest question, I am curious.
Mk3s MMU2s, Voron 0.1, Voron 2.4
RE: Stringing Issues
1. Set your temps correctly. I.e, pla should be 200c not 220 per the preset. PETG should be 235 not 240. The bed can be way lower for PETG and it can be the same as pla otherwise the xl fw won’t be happy, because the Prusa “Engineers” are not good at understanding requirements and constraints.
2. Set “Retraction when tool disabled “ for each extruder to around 11mm to retract out of the melt zone when parked.
3. Turn off the prime tower. You won’t need it.
4. Remember that Prusa is not the single greatest 3d printing know it all. It’s not.
RE: Stringing Issues
So it seems for some reason the wipe tower caused a big blob, which caused layer shifts, stringing etc and a huge bunch of problems.

I've set the "Wipe tower purge lines spacing" to 100% instead of the default 150% in the "0.20mm DETAIL @ XL 0.6" profile and it seems to have brought everything under control. YMMV.
RE: Stringing Issues
Well I used a method from the YouTube video that was posted to add a G code to the filament settings, which retracts the filament and moves the head to the back of the build plate for a second before docking. This pretty much alleviates the stringing ( also dropped my temperatures to 190 ) but did nothing in the way of fixing or helping the sheer garbage, poor layer lines, and inconsistencies in extrusion during multi tool usage. The photo on the left is of the piece I did with the updated G code settings and the 190 temperature. The object on the right was the one done straight off the USB Gcode code provided by Prusa. This machine has hard evidence of extrusion issues, probably related to pressure advance ( Prusa calls ) linear advance with configurations of the new design extruder. If I do a single tool head print, print quality seems good and acceptable with the G code and temperature settings. Soon as I try a multitool usage its absolute garbage extrusion layers. The lower section that prints with just the one extruder and doesnt bounce back adn forth between tool heads printed flawless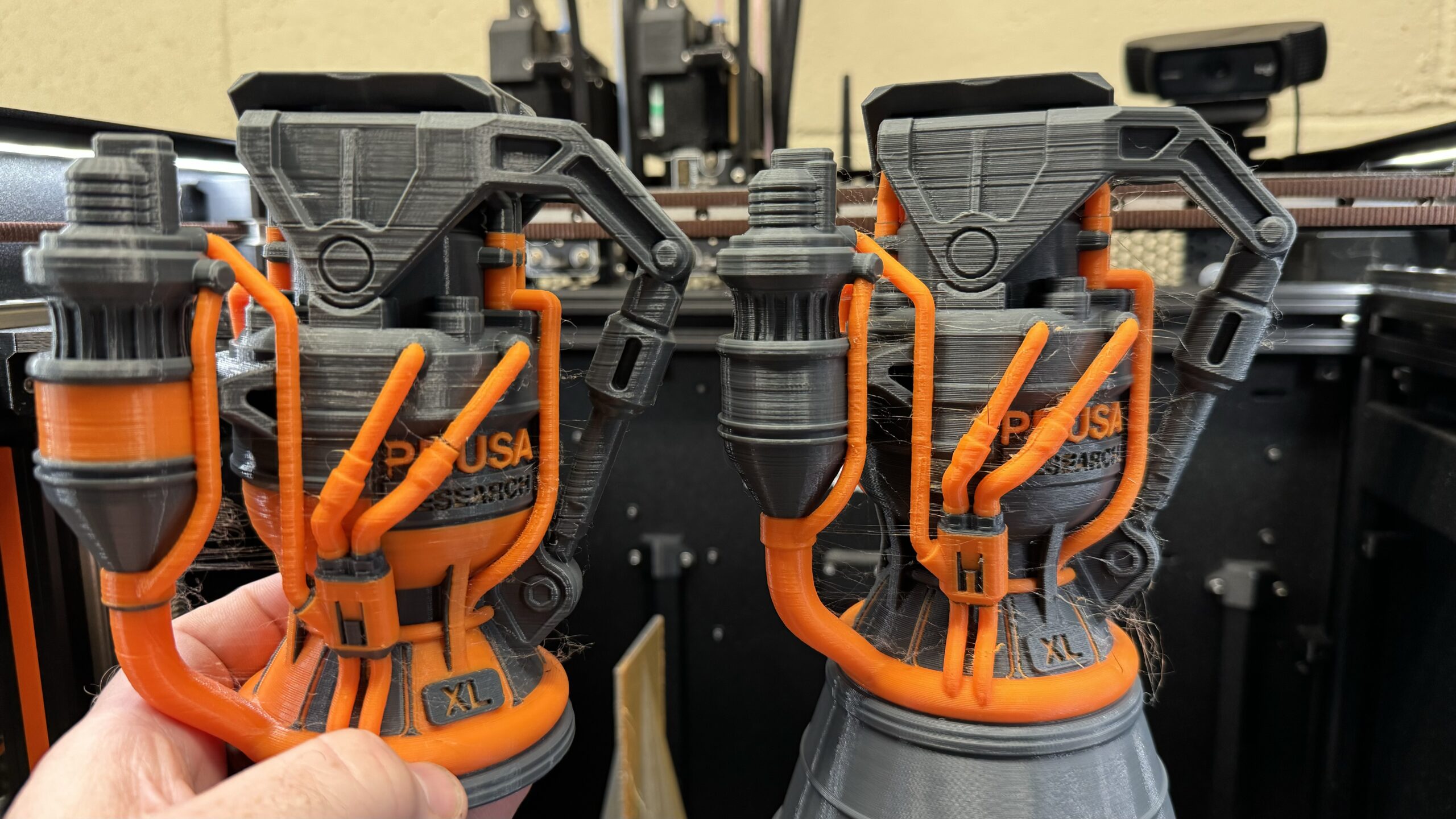

RE: Stringing Issues
190 is on the low side. I’d up it to 200(assuming pla). Also I’d look at testing small cylinders similar to those orange tubes to see if you can replicate the effects we’re seeing in your pics.
RE: Stringing Issues
if you see the second photo on the post that was at 190 as well printed perfectly , anything higher even at 195° it starts to ooze blob and string badly . The layering on the photo on the Right is the Prusa default settings on that one and was printed at 215°
RE: Stringing Issues
I have been printing a few different types of PLA filiment and have found not all can be printed at the same temps. Just a example. The Sunlu Black likes 220 first layer and 205 for all other layers. Their Silk Orange Shiny likes 235 first layer all other layers 215. Just thought I would throw in that 🐒🐒 wrench into the mix. The Prusament seems to like 220 first layer and 195-200 all other layers.
Still messing around with different filaments to get a Temp consensus / consistency. Just haven't found one yet. Seems colors and brands are all a little different when it comes to the temps they like.
RE: Stringing Issues
well here we go ! Installed the new Alpha release firmware , few new menus with the update . Started their pre-Slice half hour benchy 🤞 the dev details in the firmware notes has this firmware with full input shaping and pressure advance . Really hoping this machine will moving at its full potential now !
RE: Stringing Issues
Fingers crossed!!!!!
RE: Stringing Issues
well here we go ! Installed the new Alpha release firmware , few new menus with the update . Started their pre-Slice half hour benchy 🤞 the dev details in the firmware notes has this firmware with full input shaping and pressure advance . Really hoping this machine will moving at its full potential now !
It’s still just an alpha, I would moderate my expectations. Maybe closer to full potential.
RE: Stringing Issues
I am also running Sunlu Black and White. Your first layer temp setting higher than other layer temp seems at odds with conventual practice. I am getting reasonable results with Sunlu PETG using 215/80 and 225/85 for the other layers.
RE: Stringing Issues
they are currently not using the full potential. The XL has an internal accelerometer, but in this firmware they don't use it from what I've heard. I hope this will be changed later.
RE: Stringing Issues
Use of an accelerometer is for on the fly tuning as well as manual tuning. However, you don’t really need to tune input shaping to get some advantage from it. RRFW can use it without any tuning. Although to really see the most benefit the best use of it is on the fly tuning ala Klipper. Rumors via the production community is that Prusa has not stepped up to fully investing yet in the XL fw nor PS sw.
RE: Stringing Issues
Wait so if the input shaper is hardcoded based on factory setting and never recomputed using the accelerometer.. does that mean that by removing the plastic covers on the extruders I'm shooting myself in the foot. Basically the hot end is now slightly lighter and thus the IS setting are no longer correct.
Those plastic cover are pretty useless, noisy and add weight for nothing so hope I don't have to put them back :\
RE: Stringing Issues
I wouldn’t worry about it. They will like tune on the fly eventually when Prusa bothers to do it.
RE: Stringing Issues
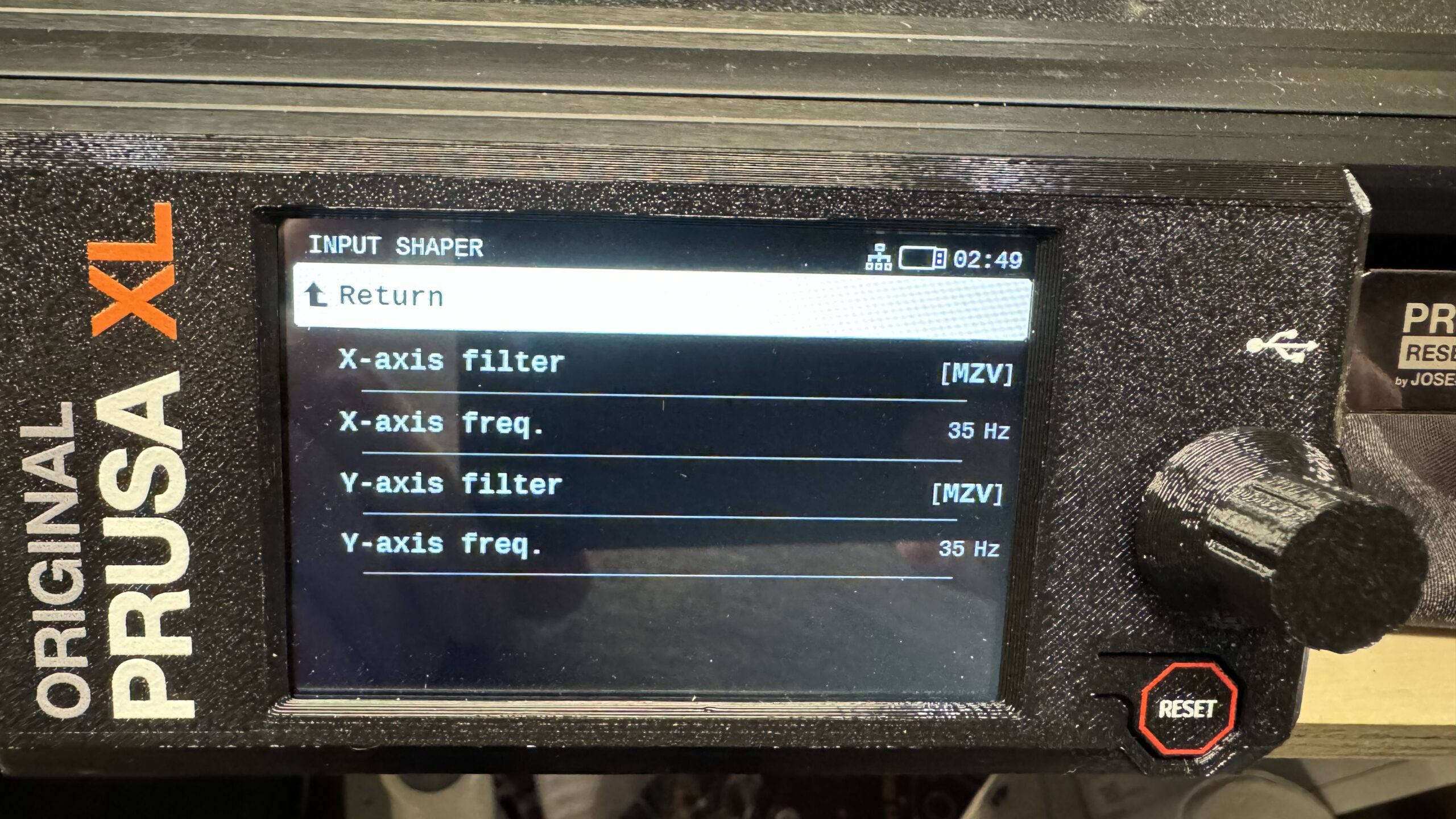
There is a lot of misinformation about input shaping that needs correcting.
Input shaping is open-loop (feedforward) control, it does not perform any "on the fly" tuning. Resonances are measured on X and Y axis, and in the case of Klipper and Prusa firmware, the input shaper (ZV, MZV, EI etc) is applied to each axis. One does not repeatedly calibrate input shaping as it puts the printer through mechanical stress, and the Klipper docs specifically caution against it.
In Prusa printers that have input shaping, Prusa has determined the input shaper based on what they know about the printer's design, weight, belt tension, accelerations etc. This default value in an input shaper such as ZV or MZV should already counteract resonances/ringing with a visibly better outcome than without input shaping. Should we expect Prusa to allow manual calibration, by displaying the measured frequencies so that the user can make a better determinant on the shaper to use? That would certainly be useful. A nice side effect is that belt tension can be measured as well.
RE: Stringing Issues
Actually there's quite a bit of discussion around what is referred to as "Dynamic Input Shaping" where the resonances in the toolhead change depending upon the toolhead location as in a Delta. As such the measurements ARE made on the fly and the shaper's model is changed per the resonance recorded via the accelerometer. Right now the only FW that's being explored with is Klipper. There was a push a year or two ago to look into it for the E3D TC and RRF but I suspect that was abandoned. Assuming resonance is stable everywhere in the build area then yes one can pick specific shaper models and see an improvement without having an accelerometer. However, with an accelerometer one can measure the resonance and, with RRF, the select the shaper model by comparing the resonance cancellation models (ZV, MZV, EI etc) on a line graph. With Klipper thats not necessary. It picks it for the user. Thats what I'm referring to.
So what will Prusa do? I seriously doubt they will provide the user with the analysis tools i.e., the graph for user selection of the optimal counter-resonance model. I also doubt they'll do what Klipper does.
Do we know what processor they used in the XL controller board?
Are there accelerometers in the Nextruder tools?
RE: Stringing Issues
Seems this thread is going offtopic now that it no longer is about stringing, so I will not rebut each and every point. However, as posted earlier, your statements about input shaping is causing a lot of confusion for others. There is no such thing as "dynamic input shaping" because it is an open loop control system, as explained earlier. Think of input shaping as a simple predictive model for reducing resonances. Also… Klipper does not "pick for the user", it recommends the input shaper based on measured resonances.