Massive under-extrusion?
I am doing my first large print:
Filament: Prusament PETG recycled
Current nozzle Temp: 237°C
Inputshaper Profile with 0.20mm layer high
i reduced the speed to 95%
I dried the filament now for one day with about 60°C
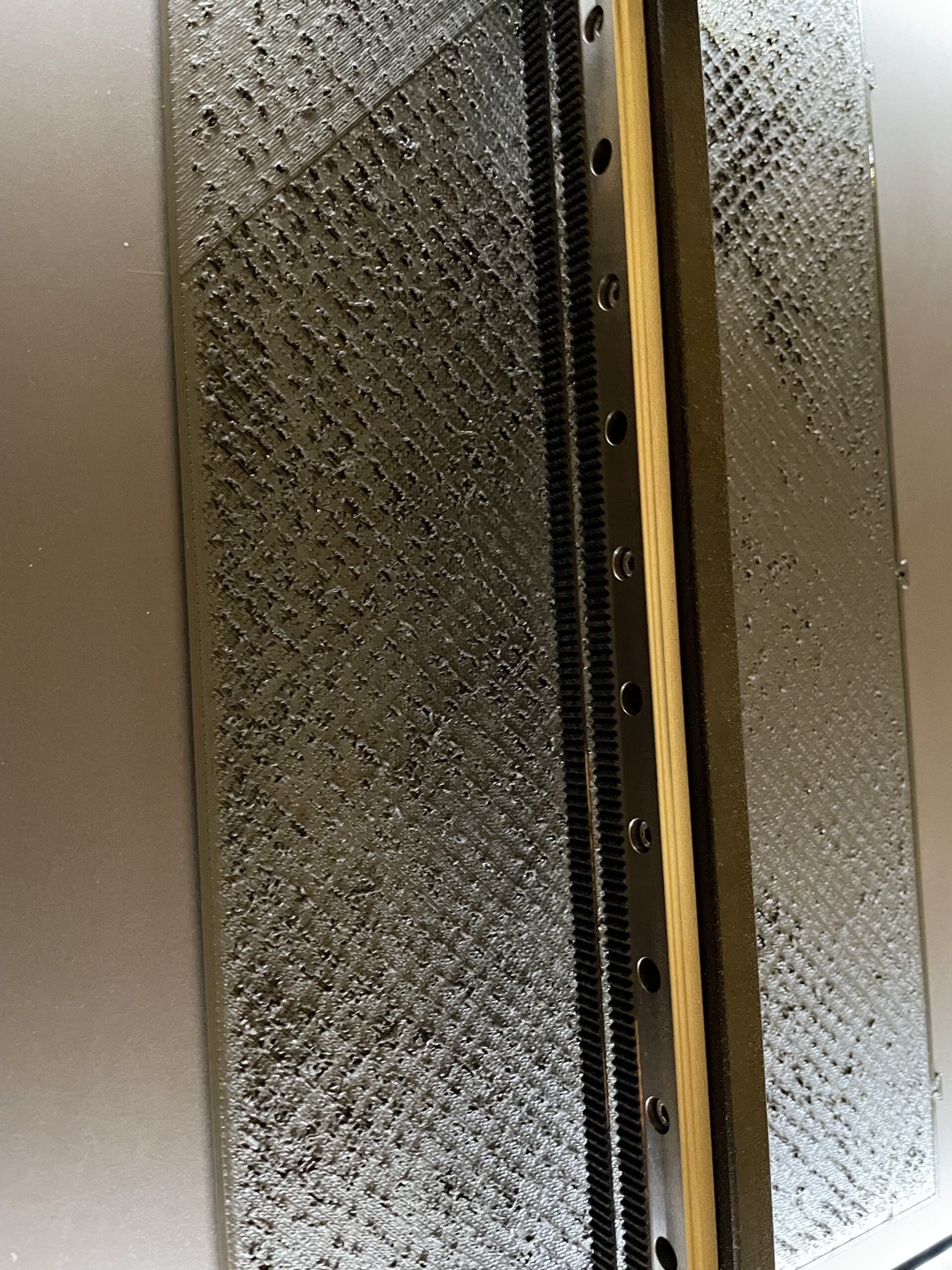
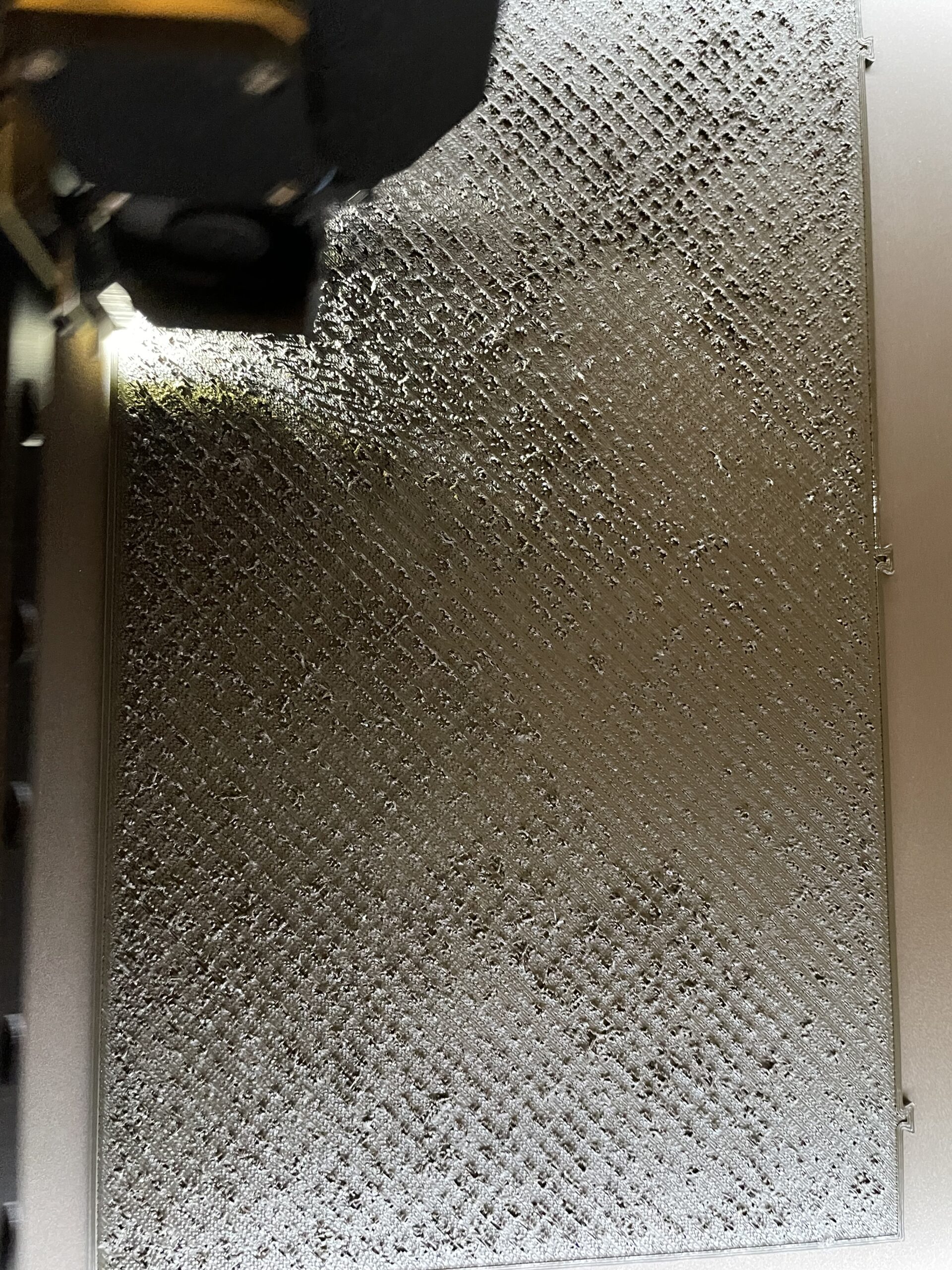
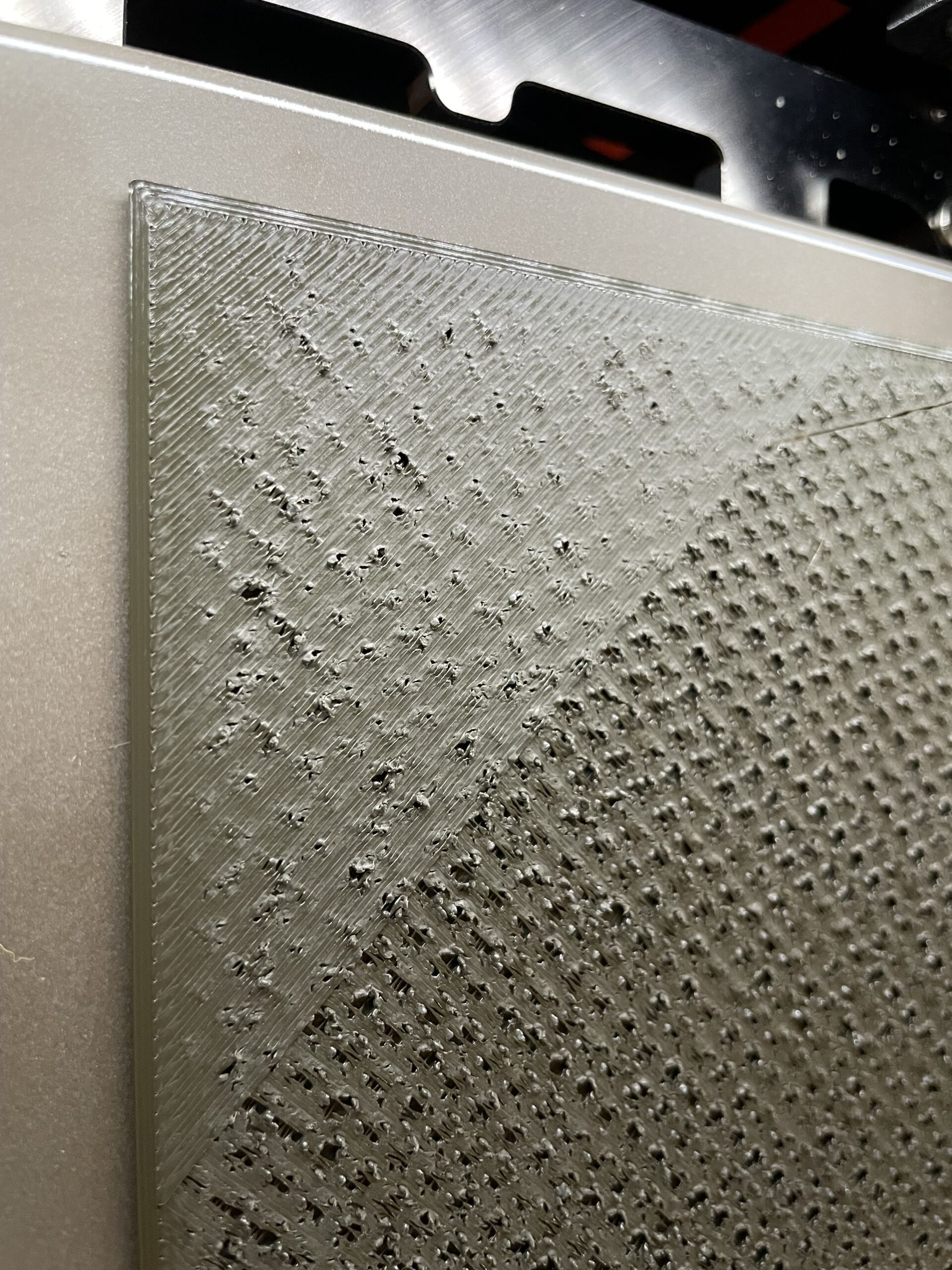
I looks like there is massive underextrusion. Does anyone know how to fix this?
RE:
I can hear the nozzle scratching the bad surface. :O
Never had such a big issue with dry Prusament PETG recycled on my Mini. 🙁
RE: Massive under-extrusion?
The issue does not happen in first layers only later on.
RE: Massive under-extrusion?
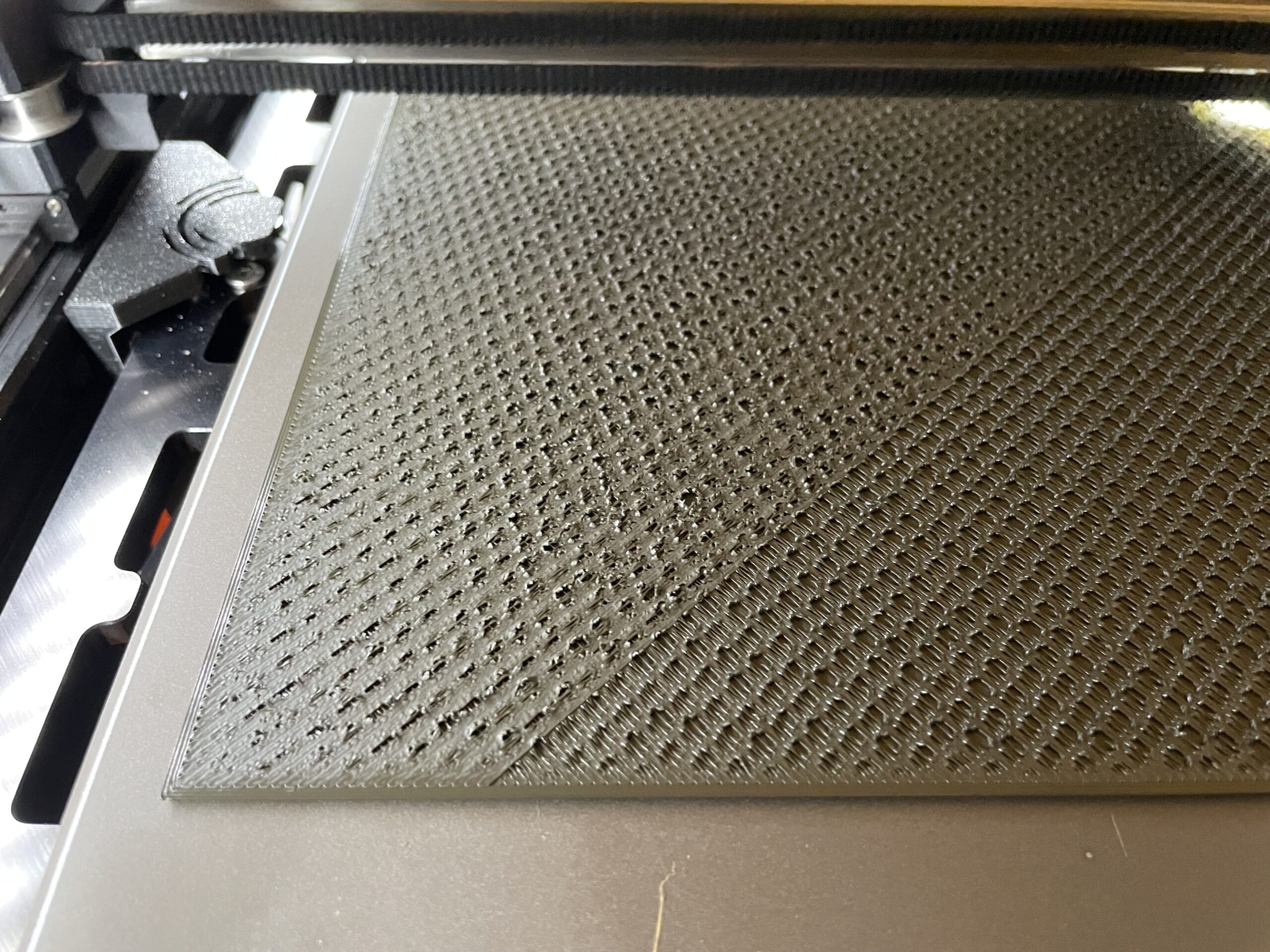
I stopped the print now. The first layer looks amazing, but there must be something going wrong later on. But What?
RE: Massive under-extrusion?
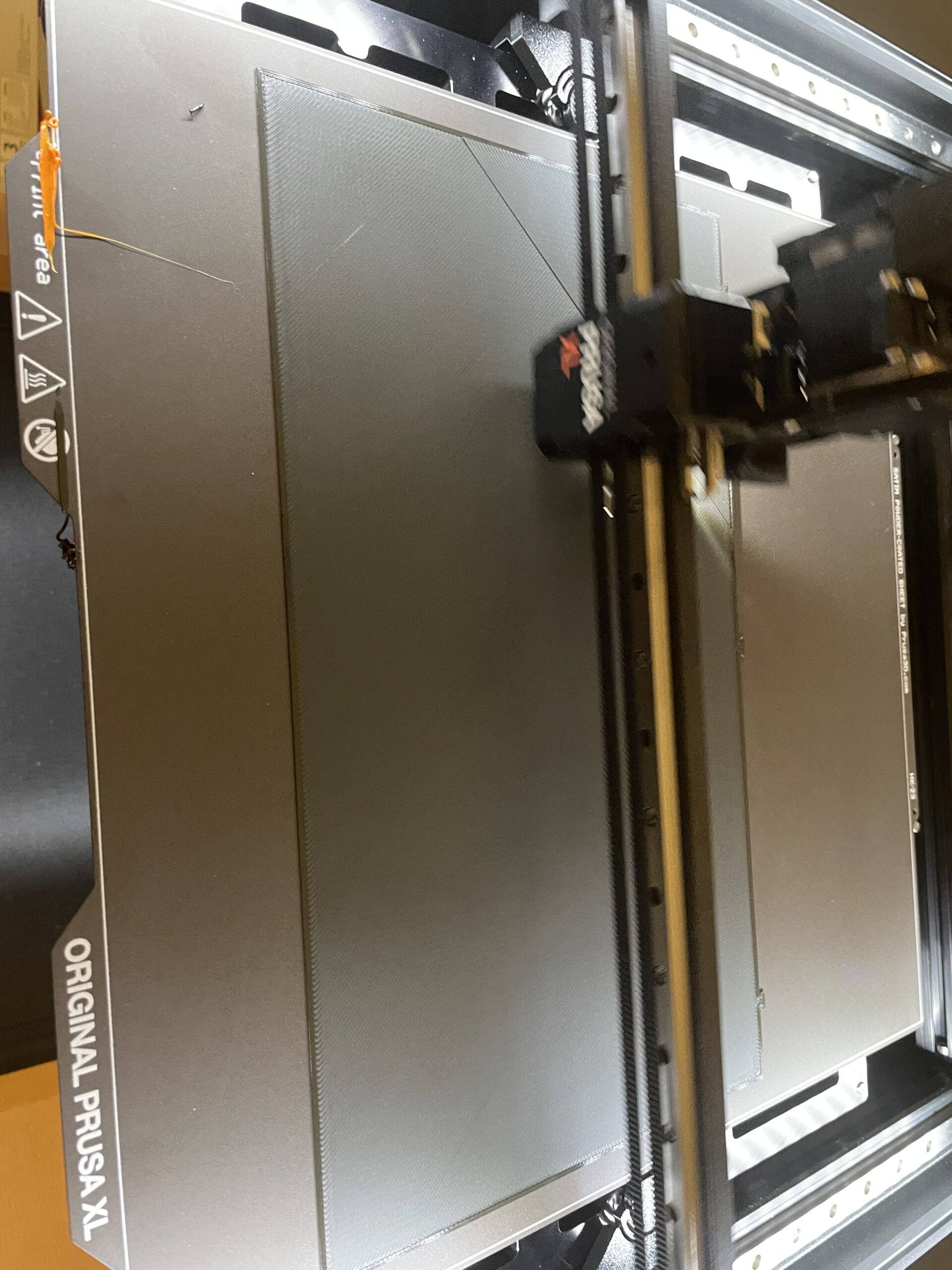
 New try. Perfekt layers at the moment. Let‘s see what happens when the infill starts.
New try. Perfekt layers at the moment. Let‘s see what happens when the infill starts.
RE: Massive under-extrusion?
 Starting with second layer of the infill i gets worst again. Maybe there is a bug in the new bgcode format?
Starting with second layer of the infill i gets worst again. Maybe there is a bug in the new bgcode format?
RE: Massive under-extrusion?
 I guess i have to contact prusa support on this.
I guess i have to contact prusa support on this.
RE:
I would think this is a partial clog, or maybe something wrong with the filament? For example printed way to hot. If you have another, check if this happens with a different nozzle.
Edit: Could also be problems with the infill? Try if it happens with Gyroid.
RE: Massive under-extrusion?
I was having a similar probably with TPU. first layer perfect, and less than 1/4 into 2nd layer it started under extruding and then simply stopped extruding, and when tpu stops extruding it starts getting caught up in the gear. in this case I went from 214C to 218C for the extrusion, problem solved. I've not got any experience with the recycled petg though. maybe you're trying to print too fast, or not hot enough?
RE: Massive under-extrusion?
I would think this is a partial clog, or maybe something wrong with the filament? For example printed way to hot. If you have another, check if this happens with a different nozzle.
Edit: Could also be problems with the infill? Try if it happens with Gyroid.
The filament works fine on the Mini+. I did the print two times with different infill patterns. Always the same. 🙁
in this case I went from 214C to 218C for the extrusion, problem solved. I've not got any experience with the recycled petg though. maybe you're trying to print too fast, or not hot enough?
I am using the input shaper profile with nothing changed on speed. The nozzle temperature was 237 C. I even have set the printing speed lower to 95%.
RE: Massive under-extrusion?
Just a quick update:
Prusa support first wanted me to check the extruder gear.
Then i should check if this happens also on the other extruder, what i am doing at the moment.
RE: Massive under-extrusion?
I would first check and clean the extruder gear. You can rotate it under the control menu. I had a issue similar to this and the filament was binding in the PTFE tubes. Check near the rear to see if the tube has a kink at the wire tie or a kink where the tube enters the extruder. The side filament sensor could also cause some binding as well.
RE:
The extruder gear is clean. It always starts at same layer high, right after the infill pattern is printed. Even if i sliced the file new the issue exists. I had a longer chat with the prusa support now. They suggest to use a higher infill rate (going up from 25% to 30%) and another pattern. (using gyroid instead of honeycomp).
I also printed the two head keychain example from the USB drive without any issue.
If the issue still exists on current try, then i will contact prusa support again.
RE: Massive under-extrusion?
This is now confirmed as an issue by the prusa support. This seems to happen with a combination of certain things. The model has only one layer of infill (given by the thickness) and is printed in 0.20 mm layer high.
The solution should be (did some tests) to print at 0.32mm layer high with gyroid infill at 32%. 0.32mm is the prefered layerhigh on such big prints. I am going to switch to 0.4mm nozzles soon.
Nevertheless, the issue will be reported to the prusa development team for a closer look.
RE: Massive under-extrusion?
Could the issue also be caused by a too hot bed temperature? I had once a similar surface that was caused by a too hot bed temperature. That might be an additional checkpoint.
The other check I'd do is to print the same model with another PETG material, from another manufacturer. If the problem is gone, then clearly a filament issue. But you said it worked on the Prusa Mini. Hmm. ok
RE: Massive under-extrusion?
Could be possible. I used the satin steel sheet with standard settings for the bed temperature. If i have time i am going to do a test and lower the temperature for the bed. Thanks for that info.