RE: Higher Density Prints - Issues and Problems
OK, let's check the fundamentals/
Please show us your hotend/nozzle assembly from two different angles.
Cheerio,
In one word: Ugh!
It's quite messy. My previous hot end was a mess when I removed it and I was planning to clean it off when I had time to pull the top off the buddy board and hook it up to the connections in there, but I was surprised at how messy this hot end had gotten in less than a week - and I've been cleaning it with a soft wire brush between prints or if I looked from the side and saw anything that looked like a mess on it. I found multiple issues and concerns. I'm not sloppy in my work, but I realized two of the wires on the hot end do not have a protective sleeve, like my old one does. (I don't know why I didn't notice that when I installed it.) I do remember placing the wires so they'd avoid the hot surface.

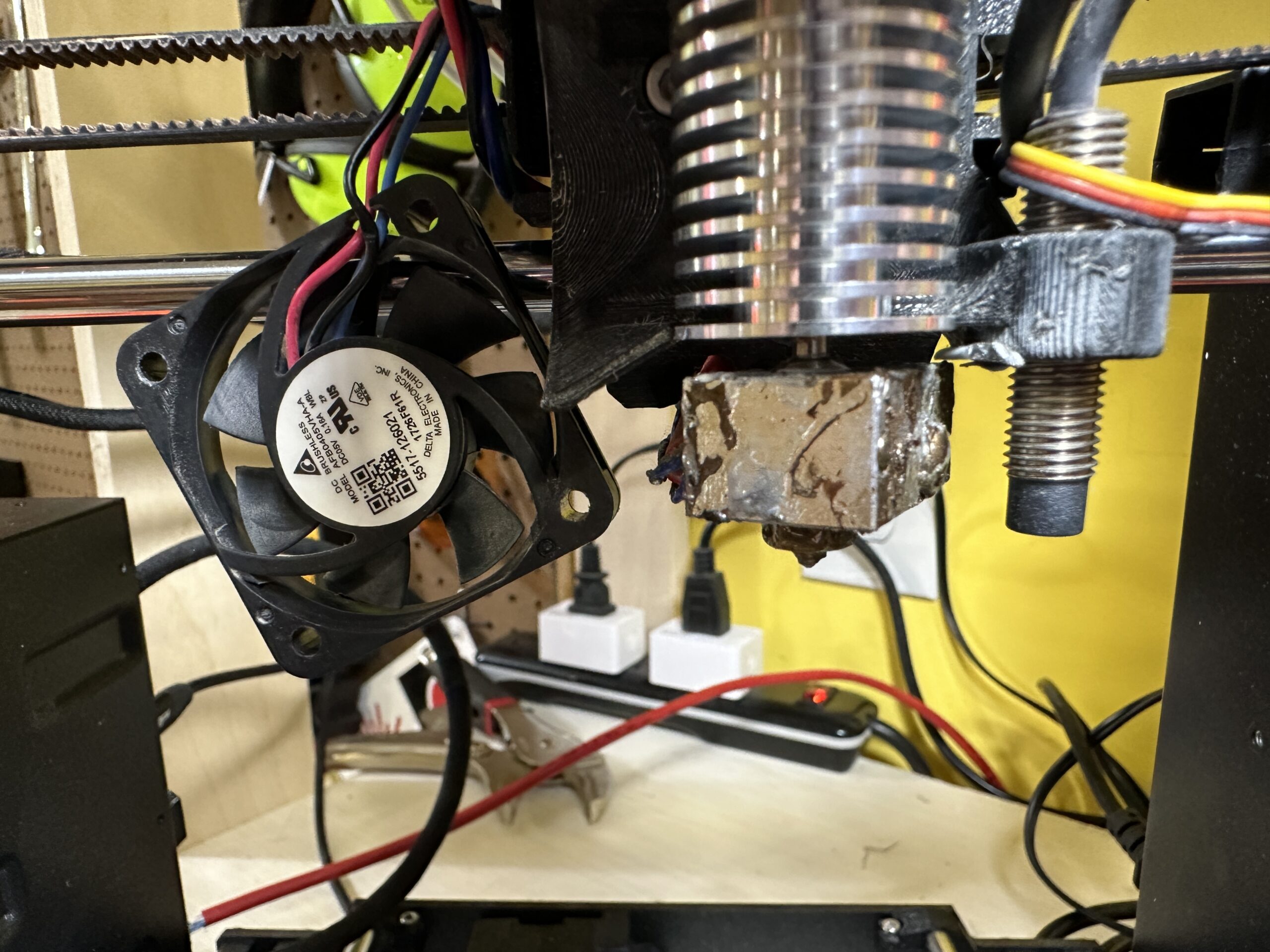
I also noticed the big glob of filament in there. Did not expect that at all. So I took the head apart:

I have other photos of it, but this makes the point. It looked like filament had been oozing out from the connection between the heatsink and the hot end. (Just using that as a description of what it looked like. There is NO sign of filament coming out of that joint, since the threads on both the hot end and the heat sink were clean.)
One of the test prints I did looked okay and I figured I'd let it run and left to take care of a few errands. When I got back, the printer was beeping and there was an error report that the printhead fan had stopped. (This was the first bad print in this thread - 3rd pic on the 1st post.) Filament had become tangled in the fan and had stopped it. I pulled it out. Now I suspect that more than a few strands of loose filament got tangled in there and probably even got through the fan and a decent amount was melted and stuck on the head. (That's the only way I can think of that I got all that gunk on the head.)
I removed the hot end and heat sink from the casing and heated it up to 170° and cleaned off all the filament and gunk on it. (Some gunk would not come off easily.)

That gap between the heat sink and the hot end (if I'm using incorrect or inprecise terms, feel free to correct me!) had been full of a big glob of filament. If there's some way the filament could have gotten in there, other than when it had globbed up during a bad print, or when the filament poked through between the fan blades and got stuck in there, I'm not clear how it could happen.
I also found, even after unloading the filament, some in the path:
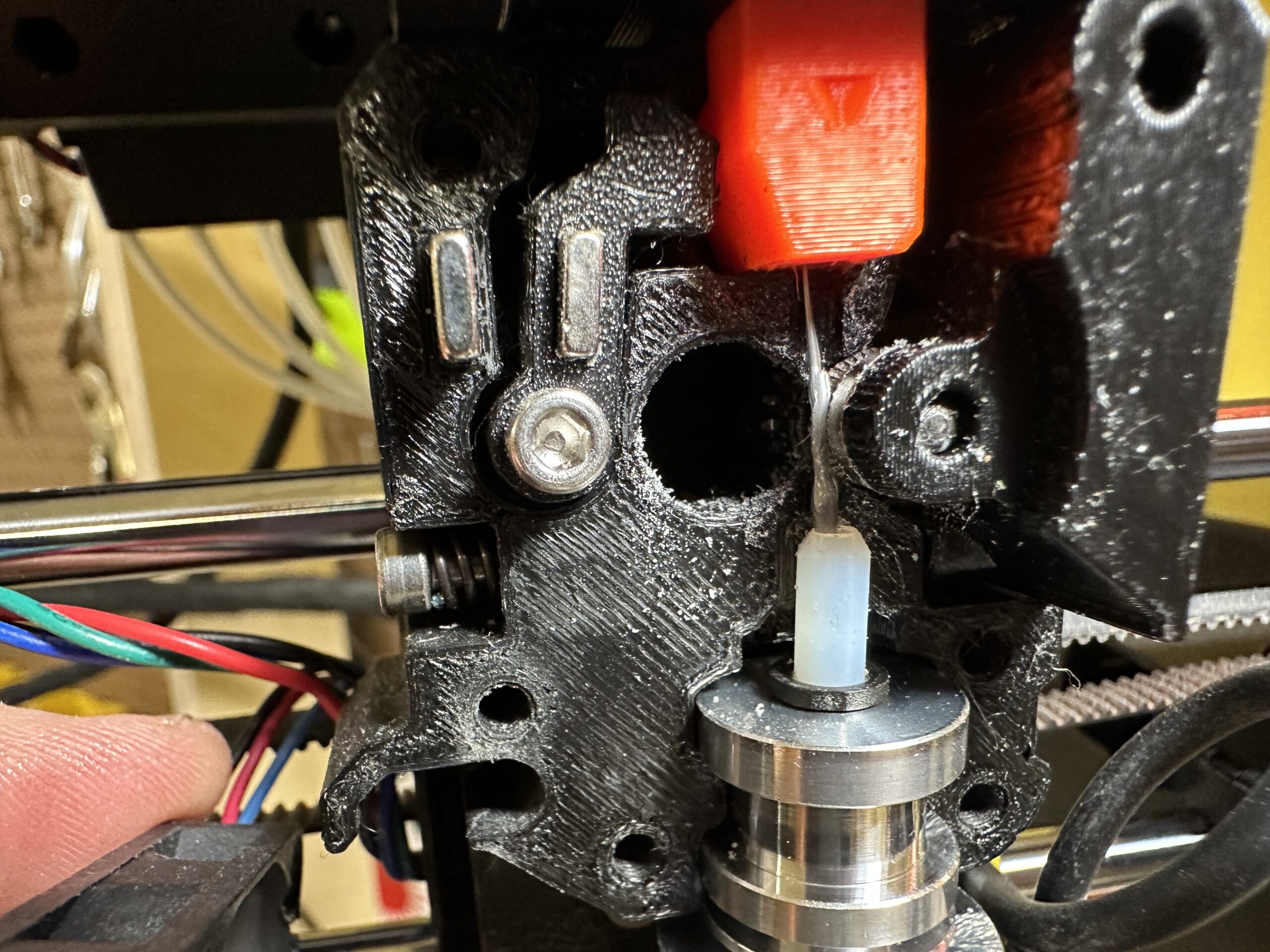
Aside from the gunk outside the filament path, this indicates issues within the filament path.
The simplest explanation I can imagine is that the blobs outside the filament path are from filament on a ruined print. While those globs don't seem to be directly blocking the path, they might have created a problem when they formed and the nozzle may have been blocked for part of a bad print, leading to a backup or mess in the filament path.
Considering all the blobs were gray filament, which I was using on the really bad and messed up print, and that the globs that formed on prints were the same color (even when I was using white filament), I think some of the blobs came from the blobs outside the filament path melting during operation and droping onto the print, then those blobs dropped on the print would block bed or head movement and cause the shifting.
But I'm guessing - hoping I'm right or someone can give me something more concrete.
Meanwhile I've cleaned it all up and am watching a test print that's already gotten farther without a shift or globs on the print than the last attempt.
One other outstanding issue. Due to the wires in the first photo not having protection from the hot surface of the hot end, when I put the hot end and heat sink back in, I did it an an angle amd rotated it about 45° on the Z axis, so the wires would not be close to the hot surface on the side of the hot end.
Yes, there's still a bit of cruft on it, but I could not get it cleaned off with a scraper or my soft wire brush. I notice the original hot end has insulation around those two wires and the thicker read ones as well:

I have found a few items on Amazon when I searched for "heat insulattors for wires", but nothing seemed quite like it would work in this situation. Can anyone recommend a heat insulating sleeve I can use on the wires on the new head (and on future ones if they don't already have heat protection)?
Pay particular attention to the diagrams at the bottom of this page:
https://help.prusa3d.com/en/article/changing-or-replacing-the-nozzle-mk2-5s-mk3s-mk3s_2069
Cheerio,
RE: Higher Density Prints - Issues and Problems
Pay particular attention to the diagrams at the bottom of this page:
https://help.prusa3d.com/en/article/changing-or-replacing-the-nozzle-mk2-5s-mk3s-mk3s_2069
Cheerio,
Thanks!
Doing a test print now, will double-check that the nozzle is locked as it says once I'm done.
I thought it was obvious to redo the Z-offset calibration, which I did for smooth and textured sheets - both when I put in the new head and when I cleaned it and put it back in. What surprised me was that the previous offset for both sheets was still the best offset. I would have expected the need for fine tuning.
(When I do Z-offset, I use the grid print I showed above, so it's not a case of doing the built-in zig-zag line with a small square. So it takes about 30 minutes for each sheet but I feel I get better numbers that way.)
RE: Higher Density Prints - Issues and Problems
Here's the latest test: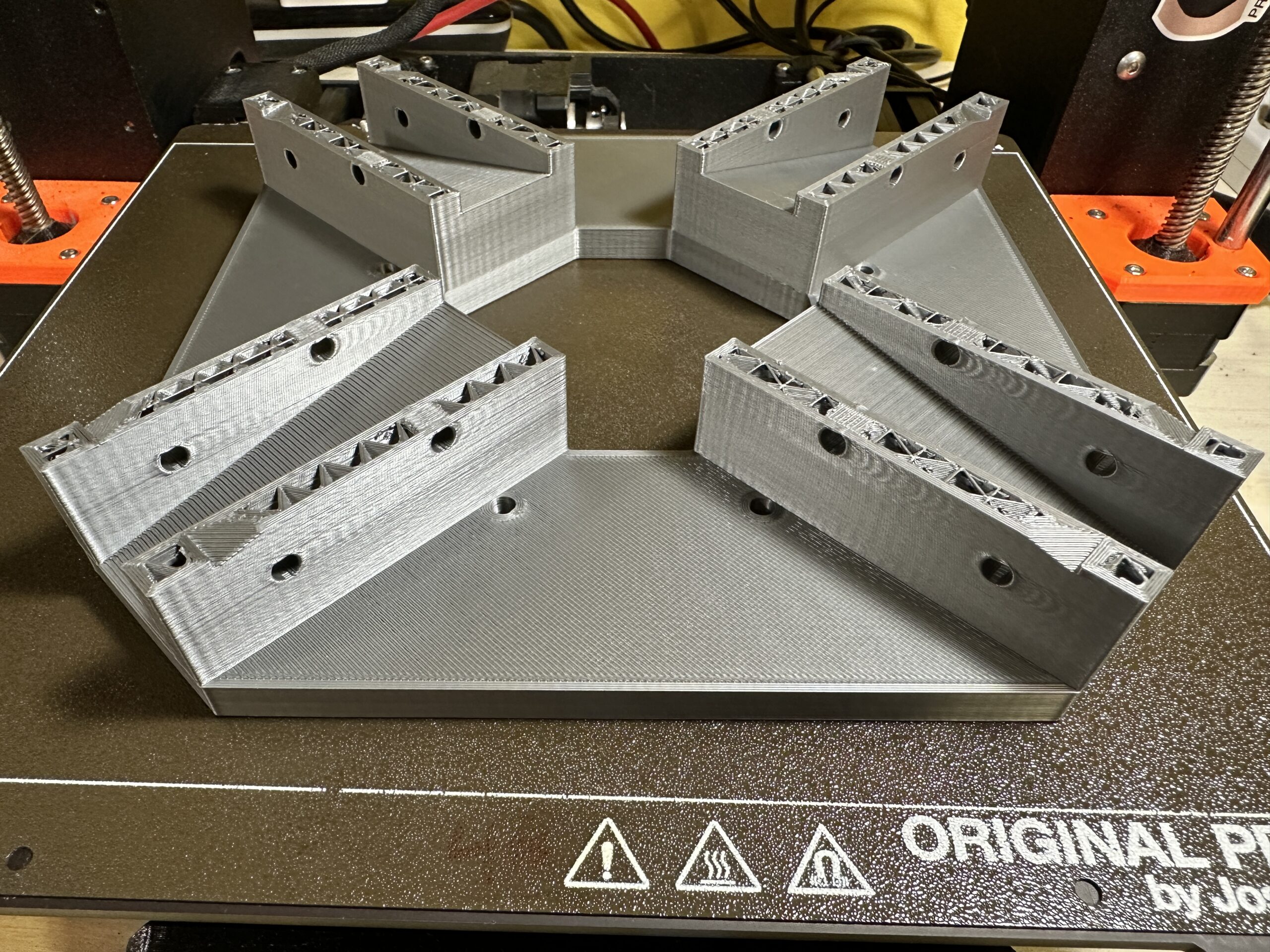
I stayed in the shop while I could and kept checking on it frequently while I was there. While I was up in the house, I checked on it with OctoPod. The first layers went down smoothly, with no issue, no globs, no shifts - just perfectly. The infill layers were clean and just as they should be as well.
Then it stopped printing. The head kept moving, but no filament. It turns out the feeder system I set up for my MMU3, to fit within the space I had available, jammed! The dowel that I used as an axle for the spool fell out of its holes and the filament spool stopped turning. So I was at about 90% completion, after over 8 hours. I didn't catch that on the webcam, but did when I got back to my workshop.
So this is about 90%-95% complete, up until this point, everything looks great, so I think the globs of filament were the problem. There is one other issue that I've seen a few times before that's quite frustrating. I have several filaments loaded into the MMU. I do not do any filament changes in the slicer and slice it as a Mk3.5 without an MMU. Yet, somehow, between 2 layers, the printer stopped and unloaded the filament, then reloaded the same filament, purged it, required my input to say it was purging the proper color, then continued. So, even when using only ONE filament, and slicing it for a printer with no awareness of the MMU3, it STILL did a filament change. It went back to the same filament I was using, but why would it do that?
Other than those 2 issues (the surprise filament change and running out of filament), it's a good print.
If I've missed anything along the way I should be paying attention to, feel free to let me know and I'll post my results of the overnight print tomorrow.
RE: Higher Density Prints - Issues and Problems
It seems to be printing okay for the current print, except, even when I've turned the MMU off, there's still a filament change. Can anyone tell me why I'd have a filament chagne at the start of layer 6? I have no idea how it got in there!
RE: Higher Density Prints - Issues and Problems
It seems to be printing okay for the current print, except, even when I've turned the MMU off, there's still a filament change. Can anyone tell me why I'd have a filament chagne at the start of layer 6? I have no idea how it got in there!
Found the filament change and what caused it. In PrusaSlicer, when looking at the sliced version of the print, if you click on the "+" on the slider, it adds a filament change. I didn't know I did it. To stop it, look at the right of the vertical slider for marks indicating filament changes. Move to the ones you want to remove and a small X will appear to the right of the slider. Click it and it'll delete the filament change.
RE: Higher Density Prints - Issues and Problems
Got it! Considering I had one print go well until the filament feeder (my own build - not part of the Prusa system) jammed on the previous one, and this one went well, and there is no mess on the print head now, I think I've got it all fixed and working.

RE: Higher Density Prints - Issues and Problems
Glad things are working. Not sure in all of this what the culprit was in the end but it shows that sometimes the first hunch (in this case infill) is not necessarily the right one.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
I suspect we had two or more issues interacting - warping and wrongly tightened nozzles share some symptoms and the slicing assumptions were not optimal.
However, a fix is a fix.
Cheerio,
RE: Higher Density Prints - Issues and Problems
I think @Diem is right that it was multiple issues interacting.
- My old nozzle and print head needed serious cleaning. (It was messier than I thought it was from looking it it without using a mirror or a cell phone to look from under it.)
- The infill with the high density was a problem - and might not have been an issue at first if it wasn't for the old nozzle/head needing some cleaning. Also betting the heavy infill was causing some warping.
- I switched to grid infill, which people here have now advised me to avoid. That's when the multiple shifts per print were happening and things got messy. After the first print or two like that, I changed to the new head/nozzle.
- I don't think it was a nozzle issue, but I did a print with 50% grid infill that went really bad. That's when stray filament blocked the print head fan and I'm pretty sure that's when I got filament all over the print head and it melted into a big glob
- Once I had the glob on the print head, I think it would melt while printing and the motion of the print head led to parts of it falling off and onto the print - and causing more shifting.
My guess is that if I had switched to 4 perimeters and 30% infill very early on, it would have printed okay. I would have still needed to swap out print heads or clean my old one, but I wouldn't have had the issues I ran into.
RE: Higher Density Prints - Issues and Problems
If part of the problem was warping (I'm not sure that it was ) you’d benefit from a stronger adhesion to the bed. IMHO satin or textured sheets aren’t the best option then. For this model, I’d use a smooth sheet applying glue, to improve adhesion to the bed and also for protecting the PEI surface when removing the parts. I prefer 3Dlac ( other hairspray based products will do as well). I don’t use stick glue anymore because it’s messy and gives a rough bottom layer.
applying glue, to improve adhesion
Glue is used to *reduce* adhesion.
Cheerio,
RE: Higher Density Prints - Issues and Problems
It can really act as both. I use glue stick as a separating agent to keep TPU from sticking to the steel sheet. But I have also used it for years as one tool in my arsenal to deal with adhesion issues. One of my best selling dog training gadgets is basically a large PETG brick that loves to warp despite brim etc. etc. Glue stick is the one thing that reins it in.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Higher Density Prints - Issues and Problems
I have ruined satin sheets by printing PETG on them. Granted, that was my first few prints with PETG, but PETG does not come off a satin sheet easily. While glue often reduces adhesion, unless someone has used it with PETG on satin and can assure me it doesn't make it stick more. I've seen PETG actually pull the surface of a satin sheet up.
As to whether it was warping, I remember we had one case where someone identified warping from my photos, so, yes, it was an issue here.