Black SaniSmart TPU outer wall inconsistency
Hey guys, thanks for taking a look
I started printing TPU
I am not new to it. I’ve had some successful prints. I’m using black SainSmart and the SainSmart TPU profile with my MK3s.
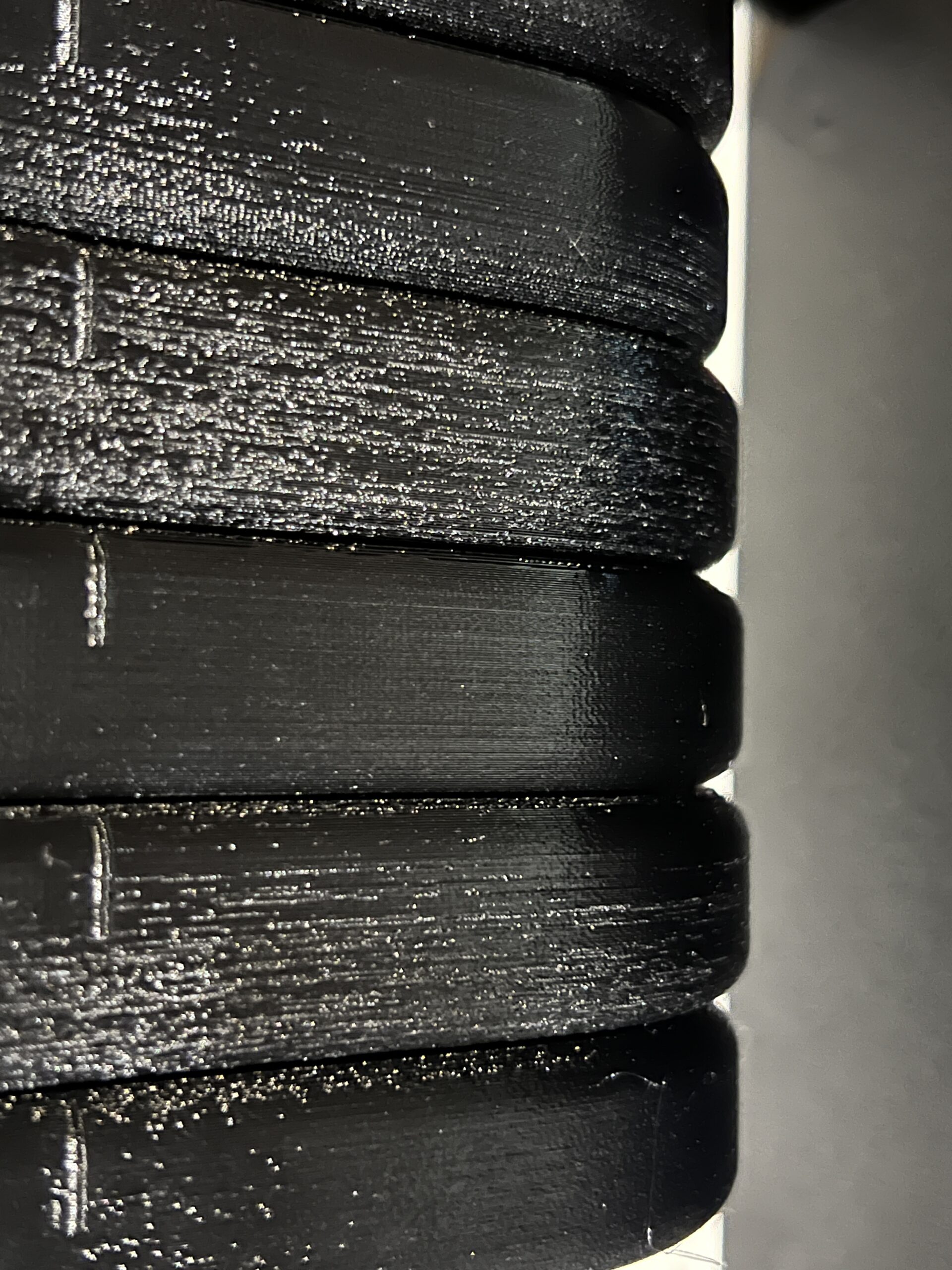
When using an old Roll and even a brand new roll and dried for 12 hours at 50°C. I’m not sure what I did differently but you can tell in the picture below that the outer walls are rough and smooth or glossy none of them are consistent
The top surface prints very smooth and gloss black - However, my subsequent prints are printing very hazy I guess you can say.
I’m not sure what has changed as earlier, I printed the same model and it was fine, but that was a few weeks ago - even some of the prints will start out gloss on the bottom of the outer walls but then finish cloudy at the top outer wall (or it’s almost like a rough textured appearance versus a smooth.)
This is the same model the same profile same settings so I’m not sure if it’s something on the hardware
my tension screw is relaxed. I always back it out just enough where the thread flushes up with the nut and everything does print fine so any ideas as to why the outer walls are printing like this it would be helpful. Thank you.
RE: Black SaniSmart TPU outer wall inconsistency
Possibly moisture. Try drying the roll and printing again.
RE: Black SaniSmart TPU outer wall inconsistency
OK cool - thank you - so perhaps more than 12 hours and 50°C.? Do you have a recommendation? The research that I’ve shown has all said 4 to 5 hours maximum 12 but if you have a idea or another suggestion, I’d appreciate it. Thank you.
RE: Black SaniSmart TPU outer wall inconsistency
OK cool - thank you - so perhaps more than 12 hours and 50°C.? Do you have a recommendation? The research that I’ve shown has all said 4 to 5 hours maximum 12 but if you have a idea or another suggestion, I’d appreciate it. Thank you.
Depends on how your drying it. In a filament dryer I'd say 60-65 C for 6 to 8 hours, 50 C would likely work too, just dry it for a few extra hours.
You could also check the recommendation from the manufacturer of your filament.
RE: Black SaniSmart TPU outer wall inconsistency
The photo looks pretty much like damp TPU. I dry mine in a PrintDry Pro at 65 Celsius at least 4 hours, or overnight.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: Black SaniSmart TPU outer wall inconsistency
I wouldn't dry TPU at more than 55C. Above that temperature, there's a chance of the filament softening a bit and the outer threads of the spool getting glued together. I had this problem once with a spool of Esun TPU95 on the same model of drier. Of course, different brands of TPU might react on a different way, but better safe than sorry. Besides, 55C is the temperature recommended for drying TPU in Printdry's manual.
RE: Black SaniSmart TPU outer wall inconsistency
Huh, I stand corrected! I just checked my dryer and indeed, the label I have attached to it shows 55 degrees, so that's what I've been using. When I wrote my note I wasn't in my workshop and so I looked at the manual on their website assuming it was the same and it said 65C, but that must be a typo as it also says 131F, which is 55C ☹️ . So, yes, 55C is the right value.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
Parts that print clean at the bottom but show moisture deterioration at the top may be caused in two ways:
Either, the roll was not dried for long enough and the first layers were printed with the dried outer coils from the spool and later ones from underlying coils that remain damp.
Or, the spool started dry but picked up moisture from a humid atmosphere faster than it could be printed.
Cheerio,