Prusia i3 Mk3 Multi Material @ MRRF 2018
Here are my photos of the Prusa i3 mk3's all new multimaterial. I brought the first photo to the internet on here. And to my knowledge the first detailed write-up here.
THIS IS MY UNDERSTANDING, UNTIL AN OFFICIAL ANNOUNCEMENT, ANYTHING I SAY HERE IS HEARSAY
I discussed the operation of the device and many design concepts with its actual designer. Some, all or none of what I say may exist in the final product. Do NOT start rumors they help no one. I am simply informing the community of what the future of multimaterial MIGHT become.
Hardware overview:
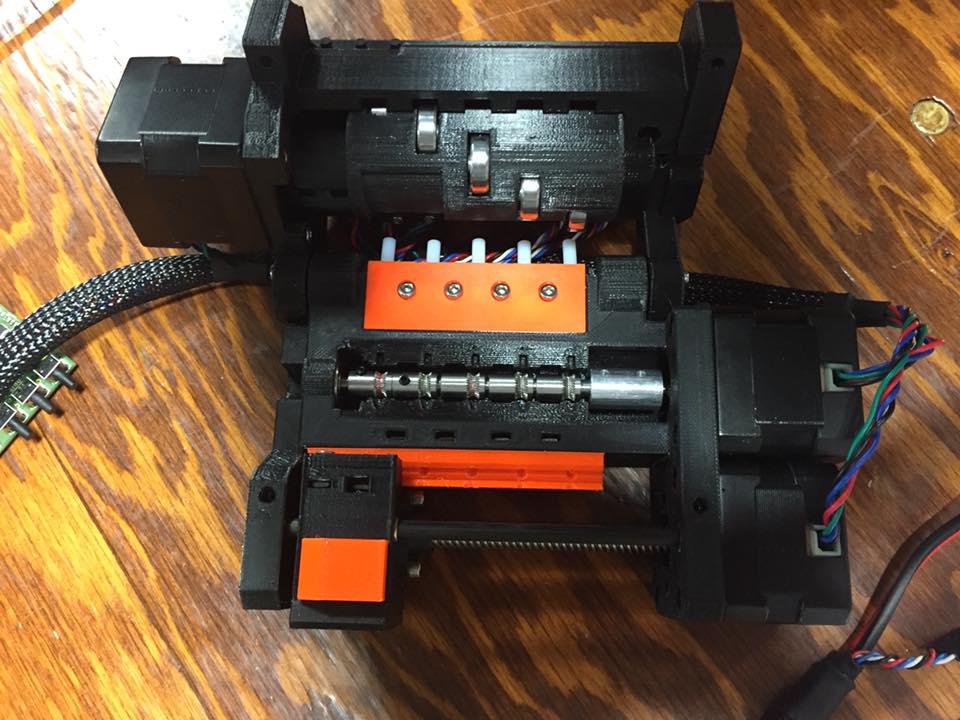
The muli material device has 3stepper motors. They are not all the same size. (Weight savings)
The multimaterial for the mk3, runs off an an arduino-like board, digitally connected to the printer with 3 trinamic drivers. It has 3push buttons. And a LED for each filament(can't recall the color). It also has a USB connector.
It has a roller bar that functions as a filament selector due to eccentric bearings, so as the bar rotates, it applies pressure to only ONE filament at a time. The drive shaft has 5 basic extruder gears, one for each filament. The filament selector assembly is on a horizontal screw. It moves the Bowden tube that is connected to the x axis. There is a cutter inside of the filament selector.
MOUNTING IS UNKNOWN
My understanding of operation.
You load your 5 filaments into multimaterial.
(I don't know how it goes from this point to a filament loaded.)
When a filament change is requested of multimaterial, it will fully retract the the filament back into the multi material assembly, move to the next filament and feed it into the extruder.
When printing, the eccentric pressure rollers rotate into a neutral position and the primary extruder feeds the filament directly from the spool.
I am unsure on the cutter. I was thrown a bunch of ideas that vastly differed from each other in concept. I don't want to mislead anyone or start rumors that may be extremely incorrect. I will IGNORE any and all questions about operation of this aspect. Others will say things. Just give it some time, both Joel (3d printing nerd) and tom (Tom's 3d) had EXTENSIVE interviews with Prusa. When those are released I will update/fix/remove inconsistencies from this post.
edit: The subject edited for easier searchability. Jakub
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
More pics
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
Last one.
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
Looks interesting, did they have an idea on the new price? Supposedly it's supposed to be cheaper than the first mk3 design iteration.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
Looks interesting, did they have an idea on the new price? Supposedly it's supposed to be cheaper than the first mk3 design iteration.
Cheaper yes. They are not even throwing numbers around. "Not yet decided." Was the official statement regarding price. I'm confident about that one. 😛
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
Great explanation and photos... I have been wondering how the MMU2 was working. I have added a few more photos found online (not taken by me - credits to original poster) of the MMU2 where some of the functionality you describe can be seen in detail (the LED not LCD above each filament to show the active one filament as well as as the roller bar with the eccentrically placed rollers/bearings)


Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
Thanks for the update and photos, have one of these on order.... Look forward to trying it out.
Prusa MK3 > MK4s
Prusa MK2.5 kit > MK3 > MK3s > MK4s
Prusa SL1 3D printer + Curing and Washing Machine (day1 order)
Taz6 - taken apart for space
CR10s4 - upgrading
Delta 3ku - dont use
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
So from the pictures this does NOT change the printer into a bowden system, it is still a direct drive printer.
All this really is, is an automatic filament selection and initial feed system. The print head extruder drive still works as normal once the filament is in place.
Does that sound right?
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
I’m curious to see how it knows how far to retract the filament. If it is using filament sensors I hope they have figured out how to make them work with shiny filament. I print with petg and get lots of false readings from the current sensor operation.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
I’m curious to see how it knows how far to retract the filament. If it is using filament sensors I hope they have figured out how to make them work with shiny filament. I print with petg and get lots of false readings from the current sensor operation.
I'm guessing that's part of what the cutter is for. It would make sense to trim off 1-2cm of filament on every change in order to have an exact known length of filament in the system and also make sure there are no blobs on the end that might get in the way of a clean feed. Having an exact endpoint also means it doesn't need to depend on the filament sensor to get the right amount into the extruder.
To put this in context, the Palette+ filament splicer builds 130mm of purge into every filament change by default. Compared to this, snipping off the ends is nothing--it will still have 75% less waste than the Palette.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
As I understood, the cutter (if there really is one, has this been confirmed?) sits at the bowden part (I know that theres also the direct drive motor at the extruder), so I'm not sure I get your assumption as to why it should only cut a few cm?
Maybe something like this (no/almost no retraction needed):
* Known bowden length => cut just before needed filament in active color exceeds bowden length (filament below the new switching aparatus)
* Switch to new color, pushes the already loaded "old" color further, still printing with "old" color
* Just before no more "old" color is needed, go to purge tower/infill until its safe to assume that the new color is extruded
That would lead to just a small amount of wasted color for the old and new one (depends on how safe you want to play it)
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
Great explanation and photos... I have been wondering how the MMU2 was working. I have added a few more photos found online (not taken by me - credits to original poster) of the MMU2 where some of the functionality you describe can be seen in detail (the LED not LCD above each filament to
oops, I fixed that. I typed it late. I had about 6 hours of sleep over the past 3 days. I was also sleeping in my car and saturday night was rough. 20f (-4c) and it was super windy. didn't sleep much at all. I planned on the cold, but with the wind, even in my car it felt 10f (~3c) colder than I had planned. Couldn't keep my feet warm so every few hours I ended up waking up, and had to warm my car up. 🙁
Thanks for the update and photos, have one of these on order.... Look forward to trying it out.
So do I!!! I originally wanted the multimaterial, but after actually getting my mk3, I decided to NOT get multimaterial due to the bowden system... I think this is the best multi-material system on the market.
So from the pictures this does NOT change the printer into a bowden system, it is still a direct drive printer.
All this really is, is an automatic filament selection and initial feed system. The print head extruder drive still works as normal once the filament is in place.
Does that sound right?
That is my understanding. I kept laughing at the designer saying "Automatic Filament Changer" is a better name for it.
I’m curious to see how it knows how far to retract the filament. If it is using filament sensors I hope they have figured out how to make them work with shiny filament. I print with petg and get lots of false readings from the current sensor operation.
The filament sensor on the multimaterial is on the "filament selector/cutter/nozzle" thing. The issue when printing is I think a "false alarm" will throw the message. (meaning if it don't detect filament? Filament movement? for ____ it will throw the alarm) In theory it *should* know exactly how much filament to retract. to do it, so the sensor may... THIS WAS NOT MENTIONED IN ANY WAY SHAPE OR FORM SO DO NOT EXPECT THIS be used for a "retraction calibration" of some sort. There *IS* a cutter on the ptfe tube nozzle selector assembly, so if a filament retraction is a little extra long(filament stretch on retraction) the cutter could cut the excess off) END THIS WAS NOT MENTIONED IN ANY WAY SHAPE OR FORM DO NOT EXPECT THIS
I'm guessing that's part of what the cutter is for. It would make sense to trim off 1-2cm of filament on every change in order to have an exact known length of filament in the system and also make sure there are no blobs on the end that might get in the way of a clean feed. Having an exact endpoint also means it doesn't need to depend on the filament sensor to get the right amount into the extruder.
To put this in context, the Palette+ filament splicer builds 130mm of purge into every filament change by default. Compared to this, snipping off the ends is nothing--it will still have 75% less waste than the Palette.
First part about trimming filament, makes sense they might do that. I never heard them specifically say that, but, that is something I would honestly expect to POSSIBLY see.
I'm not sure where you get 130mm of purge for Palette... but... no. It's not nearly that much. They had a *BUNCH* of pallet. (almost as many as mk3) Beautiful system. WAY WAY WAY over engineered. I was terrified of them becuase of their complexity... Playing with one hands on, They are built to last. That's also why they cost 800$... more than the mk3 itself.
As I understood, the cutter (if there really is one, has this been confirmed?) sits at the bowden part (I know that theres also the direct drive motor at the extruder), so I'm not sure I get your assumption as to why it should only cut a few cm?
Maybe something like this (no/almost no retraction needed):
* Known bowden length => cut just before needed filament in active color exceeds bowden length (filament below the new switching aparatus)
* Switch to new color, pushes the already loaded "old" color further, still printing with "old" color
* Just before no more "old" color is needed, go to purge tower/infill until its safe to assume that the new color is extruded
That would lead to just a small amount of wasted color for the old and new one (depends on how safe you want to play it)
What I heard was that the main extruder with the Bondtech gears, would be pulling the filament off the spool. This would not be possible with your system, so I am going to guess that your system is not in the current concept. Although, honestly, IF it would work... It's a MUCH *faster* system, as it would not have to unload and re-load the entire bowden/nozzle assembly. It would also I think possibly have less "waste" as MATH would know exactly how much filament is in the nozzle, whereas with a filament pull, you actually don't know exactly how much filament is in the nozzle. I have mixed feelings about your idea, It might work, but what if you cancel a print? Have fun pulling out all 10 of those short segments of filament out. Also, every time the multi-material would do a "cut" the printer would have to stop for a few seconds,
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
Since I'm having fun hypothesizing about the new MMU (and I'll probably be completely wrong), I'll have a go at your objections 😉
What I heard was that the main extruder with the Bondtech gears, would be pulling the filament off the spool. This would not be possible with your system, so I am going to guess that your system is not in the current concept.
I do think the bondtech and one of the top extruders will always have to work in sync, since one filament strand will always be clamped onto at the top, wont it?
It might work, but what if you cancel a print? Have fun pulling out all 10 of those short segments of filament out.
Are you talking about multiple color segments inside the bowden tube queued behind each other? Why pull it out if you can just load the next material and push one tubes length out through the nozzle before your next print?
Also, every time the multi-material would do a "cut" the printer would have to stop for a few seconds,
This should be at least equally fast to retracting, especially if the alternative is to retract through the whole bowden tube to the filament switcher. It's just a cut and a move of a few mm of the top bowden tube end to align to the next active filament strand at the switcher.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
I think this is the best multi-material system on the market.
Until the E3D guys showed us what a real multimaterial system looks like @ MRRF. In my opinion that is the only true multimaterial system out there.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
I think this is the best multi-material system on the market.
Until the E3D guys showed us what a real multimaterial system looks like @ MRRF. In my opinion that is the only true multimaterial system out there.
That was mindblowing indeed. Thought it is a multi tool head system more than just a multimaterial system. That is a peek into the future...
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
I guess i not so impressed with the E3D system because I have history in CNC. Changing tool heads is a really nice feature, but the biggest issue I see with true multi material is different shrinkage, strengths, etc.
Read on "welding dislike metals" it's virtually impossible. I would assume the PC, Nylon, etc, that requires extreme heat control to prevent warping would not work with low temps like PLA. I myself was thinking of the possibility for the e3d, would be EPIC for 3D print, then laser etch.
Or "3 in one, Mill, laser and printer."
I could understand multi extruders with different nozzle sizes.
Vastly different temps. (There is always a chance of an annoying clog going from the high temps, to the low temps)
But unless you are commercial/production, I think the advantages are minimal, and if your industrial already, you've been using machines that are similar for years. (Possibly not 3d print specifically...)
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
Hi everyone,
I've just order my first 3D printer some days ago (MK3, I'm 37 old but I'm waiting it as a child at chrismass), as you can understand I'm newbie and maybe I will said a big mistake but in doubt...
I've watch some video about multi material and for me the most problem is the quantity of PLA loose with second production made beside. Can we imagine a solution where we reduce printing surface as for the second production but bigger (ok isn't really cool) to let the nozzle and extruder go down and print juste the necessary layer to purge the color when it switch ? If I correctly understand with the actual version the second production have the same height as the default production.
The red zone is the zone where printer prints some short layer,

As with the power panic behavior the printer can find the good layer height.
I hope that I'm understandable
ps : sorry for my poor english... 🙁
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
Hi everyone,
I've just order my first 3D printer some days ago (MK3, I'm 37 old but I'm waiting it as a child at chrismass), as you can understand I'm newbie and maybe I will said a big mistake but in doubt...
I've watch some video about multi material and for me the most problem is the quantity of PLA loose with second production made beside. Can we imagine a solution where we reduce printing surface as for the second production but bigger (ok isn't really cool) to let the nozzle and extruder go down and print juste the necessary layer to purge the color when it switch ? If I correctly understand with the actual version the second production have the same height as the default production.
The red zone is the zone where printer prints some short layer,
secureZone2.jpg
As with the power panic behavior the printer can find the good layer height.
I hope that I'm understandable
ps : sorry for my poor english... 🙁
The "purge" is required with ANY single nozzle solution.
They are working on purge in infill however, so that should help cut down on waste.
Hi, I'm Sean. I used to work on CNC machines.
I try to not make mistakes, but the decision is YOURS.
Please feel free to donate to my filament/maintance fund.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
I guess i not so impressed with the E3D system because I have history in CNC. Changing tool heads is a really nice feature, but the biggest issue I see with true multi material is different shrinkage, strengths, etc.
Read on "welding dislike metals" it's virtually impossible. I would assume the PC, Nylon, etc, that requires extreme heat control to prevent warping would not work with low temps like PLA.
Personally, I have been interested in systems that allow multiple materials with different extrusion requirements (temp. mostly) and the issue of "similar/compatible" filaments has been brought up before. However, I have not been able to find a guide that investigates which materials are compatible with which. One member of this forum (can't remember who) suggested that the Prusa MM implementation is perfectly fine because materials, which are compatible are generally extruded with similar temperatures.
Since I can't confirm nor deny that, I've been interested in the multi-nozzle solutions are they would allow for separate extrusion temperatures.
As far as shrinkage, I am not an expert but I think that it wouldn't matter that you are laying one type of material on top of another. The first material will have the same shrinking properties regardless of what material is layered on top of it. Just like with welding (I assume since I am not a welder), welding dislike metals is not so much an issue with shrinkage as that can be accounted for but rather the chemical bonding of the two metals.
Of course, take the above statements as just my opinion, train of thought. I am not an expert in welding, metallurgy, plastics, or 3d printing.
I myself was thinking of the possibility for the e3d, would be EPIC for 3D print, then laser etch.
Or "3 in one, Mill, laser and printer."
That's one of the things that I though of too. In fact, I put that in their survey. Of course, the milling head will be limited by the strength of the coupling but milling plastics should not be putting that much stress on the head, I would think, as it's relatively soft material.
Re: Prusia i3 Mk3 MuliMaterial @ MRRF 2018
With using one extruder there will always be a need to purge out the previous color. Prusa is working on a way to utilize some of this purge as infill when possible. The purge tower as I understand it always has to be maintained at the height of the print to avoid collision when a purge is needed, but the size and amount of infill can be varied. In theory, your purge tower could be almost hollow except for the layers you actually need to change material on. If I got this wrong, someone please clarify.