Netfabb centering
I was trying to do everything in Slic3r but due to various issues I decided to download Netfabb Basic to repair and cut stl files. When I open an stl file it places the object off the rectangular grid. I can click it and select Move Parts and click the To Origin button followed by Translate, but that only moves it to x/y origin, not centered in the bed. Is this normal?
Re: Netfabb centering
I have never tried to move an object in NetFabb (which I believe is installed with the Prisa drivers package).
Ti me the object's position in that program is quite irrelevant; I just repair and/or slice the model and save the necessary party. WHen opened in a slicer the model is centred there.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Netfabb centering
I have never tried to move an object in NetFabb (which I believe is installed with the Prisa drivers package).
Ti me the object's position in that program is quite irrelevant; I just repair and/or slice the model and save the necessary party. WHen opened in a slicer the model is centred there.
Peter
Right, I get it, no need to worry about centering on bed, just repair and cut if necessary, save as new stl and open in usual slicer. Thanks.
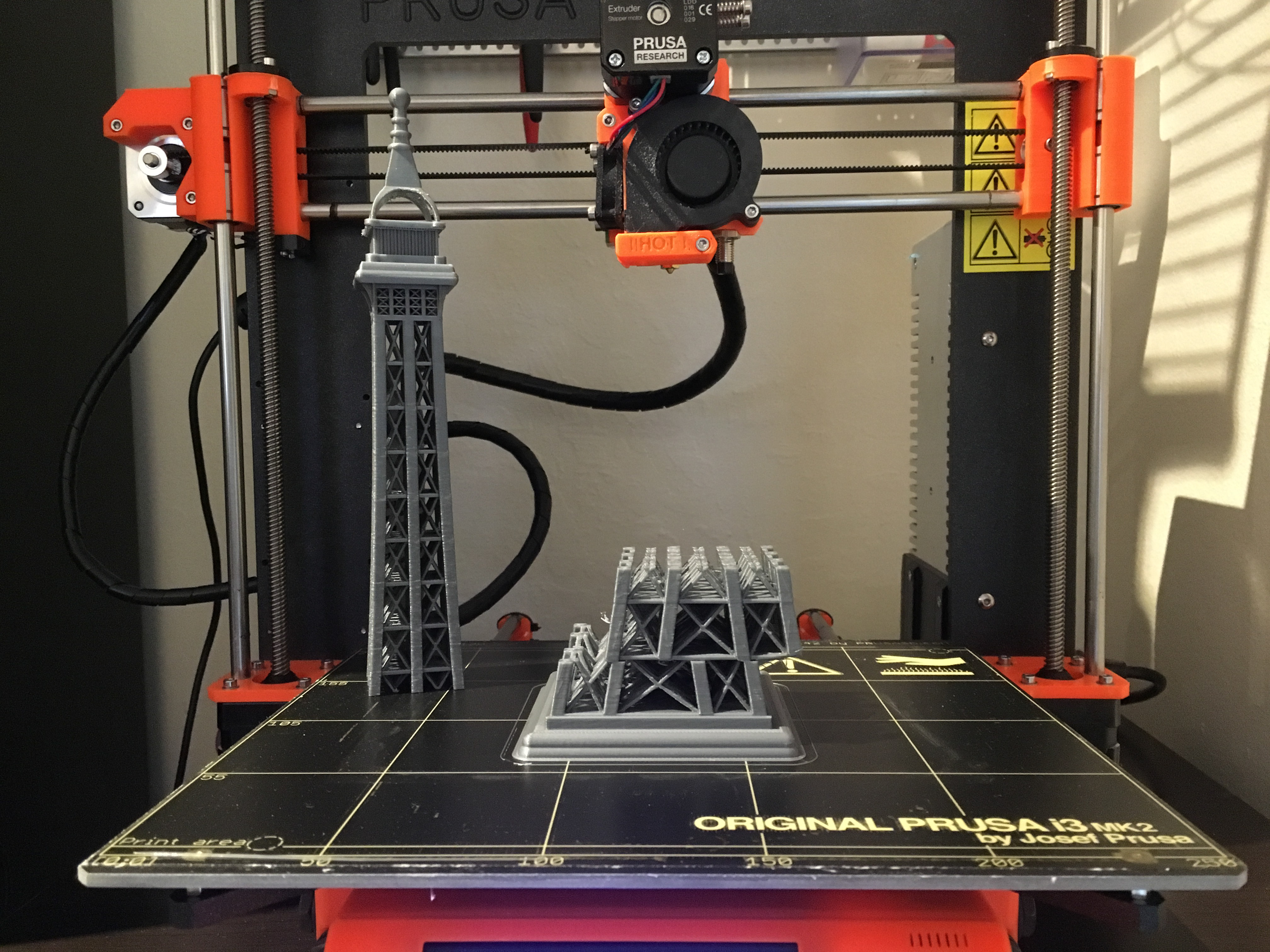
Btw I'm printing that Eiffel Tower out you showed, I guess I don't have it tuned properly because running into issues where a couple of the x lines are cracking off while printing for some reason. I'm trying again with a higher z axis adjust by .01 and that's helping I think. Very challenging print. Thanks.
Re: Netfabb centering
Btw I'm printing that Eiffel Tower out you showed, I guess I don't have it tuned properly because running into issues where a couple of the x lines are cracking off while printing for some reason. I'm trying again with a higher z axis adjust by .01 and that's helping I think. Very challenging print. Thanks.
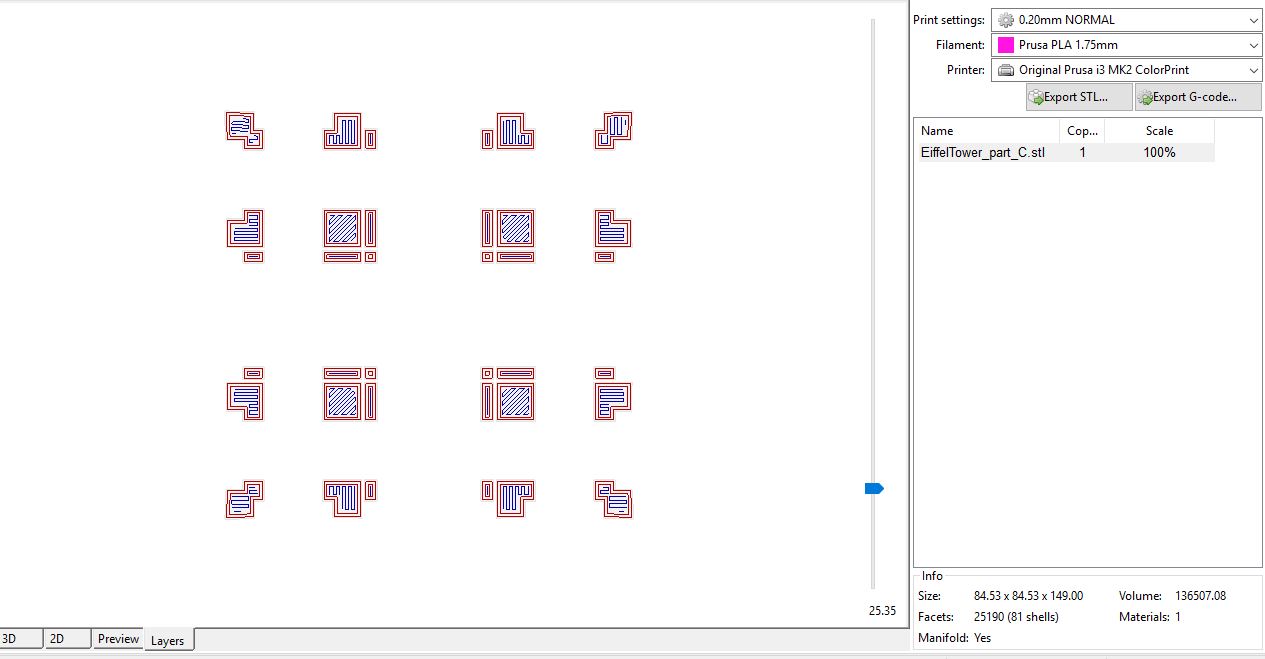
Well, same problem again, entire print part C is offset a mm or so beginning at z24 or so for some reason. Trying gcode from Cura instead of slic3r...
Re: Netfabb centering
So far I am getting a good selection of pieces to assemble:

Both printers working 24/7. No failures to date (except for 1 part where I missed a repair (totally my fault) but it still printed fine.
The problem is that I only have 8 rolls of filament (all from the same batch); the manufacturer has run out and is preparing some more, but it may be a slightly different colour.
If you are having issues with the much smaller model, then I would suggest that it is something that you are doing that is wrong. 😉
Just checked; I did not touch Part C; it printed without issue (just a bit of clean-up required afterwards under the bridges).
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Netfabb centering
That's amazing, hopefully the other rolls will be similar in shading. My problem got a lot worse printing in Cura. Everything was going fine, went to sleep, woke up to this. It got offset a huge amount even though the object didn't get shifted at all. Any ideas?
Re: Netfabb centering
Try the High-Power mode... But don't get divorced because of my suggestion...
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Netfabb centering
Try the High-Power mode... But don't get divorced because of my suggestion...
Ha, good one! I'm currently printing default vase from sd card to see if that works. I can see how high power might work, but what could the underlying issue be? Should I add lubrication to x axis rods? Elsewhere? Is it getting caught at that layer such that low power isn't enough to move it and it hiccups?
Re: Netfabb centering
Try the High-Power mode... But don't get divorced because of my suggestion...
Did you use high power mode for your print? I wonder if it's necessary specifically for this print but not others.
Re: Netfabb centering
Quiet mode is disabled on my printers. I just don't want failed prints.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Netfabb centering
Quiet mode is disabled on my printers. I just don't want failed prints.
Peter
I'm almost out of gray filament so I'm out of luck finishing the tower, oh well. I think I'll use the last bit to test in high power mode just to see if it works so I know.
Based on the layer where it happens it looks very complicated which is why silent power can't handle it. Maybe someone else can try printing this out in silent mode to see.
Re: Netfabb centering
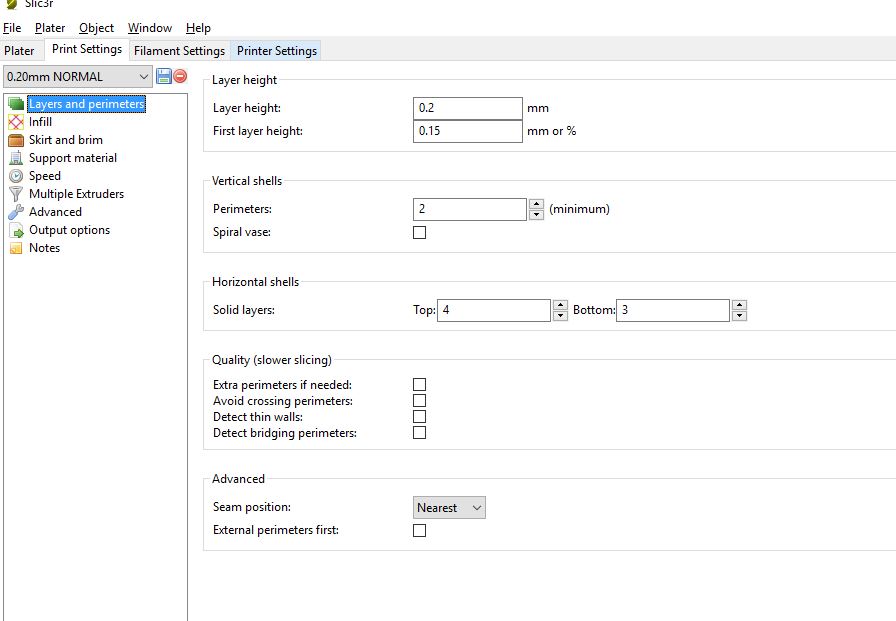
The other thing you need to do with this model is to use Z-Lift (Z-Hop). And 3 Perimeters. Infill at 10% max.
Reasons: There are lots of shallow angles (especially lower down) and there is a propensity for upward curling. Infill is not really needed; only when it comes to the end to print on top of.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Netfabb centering
The other thing you need to do with this model is to use Z-Lift (Z-Hop). And 3 Perimeters. Infill at 10% max.
Reasons: There are lots of shallow angles (especially lower down) and there is a propensity for upward curling. Infill is not really needed; only when it comes to the end to print on top of.
OK, I can try that, too. By "3 Perimeters", does that refer to vertical shell or horizontal?
Re: Netfabb centering
The perimeter value (currently set to 2) - increase that to 3. I would refer to it as 1 perimeter plus 2 loops as there can only be a single perimeter...
When printing at an angle, you need more perimeters and you need to print the perimeters from the inside to the outside (loos then perimeter). When printing for accuracy, you print the outside first and work to the inside.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Netfabb centering
The perimeter value (currently set to 2) - increase that to 3. I would refer to it as 1 perimeter plus 2 loops as there can only be a single perimeter...
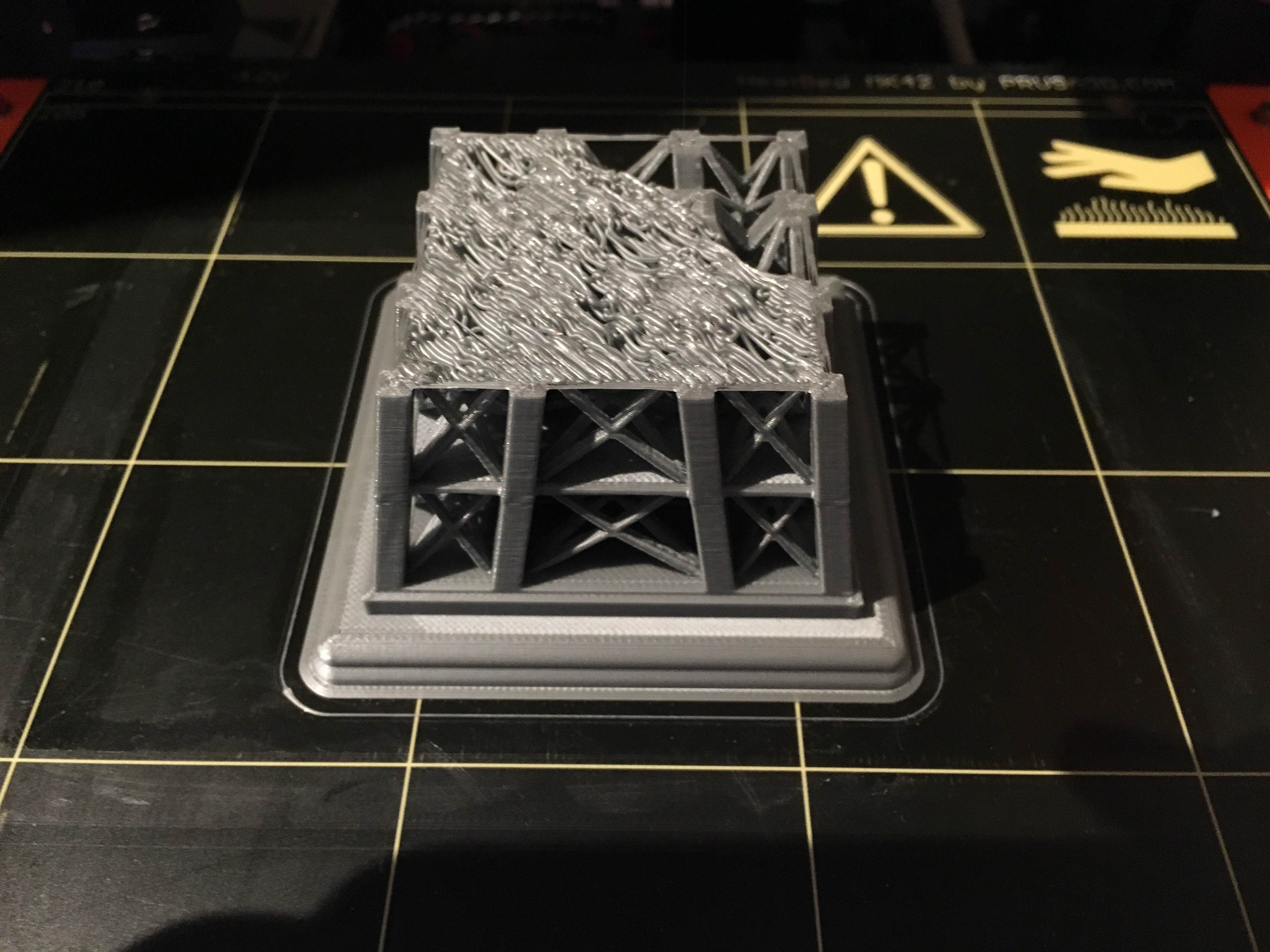
Well, one problem is solved, and another appears. Setting Z lift to .15 (default zhop slic3r setting) and increasing vertical perimeters to 3, resolved the shifting of the print. It even got one level higher, again with no shifting. I only have I guess a meter left of filament and I thought it would just continue fine and I'd cancel the print. But I turned around and couldn't believe what I saw as it layed down the base of the 3rd level. It was drooping everywhere. The 2nd level layed down fine so I am very confused what the meaning of this is. Any ideas? Thanks.
Re: Netfabb centering
No idea why that would happen. Of course, it does happen to me, but yours is somewhat excessive.
Temperature fan speed and print speed are what comes to mind.
Here are my parameters:
Perimeter: 20
Loops: 32
Solid infill: 30
Sparse infill: 44
First layer: 215
Remainder: 200
Bed: 60
Fan 100% (loops) 90% (inside)
Z-Lift 0.4
Loop/Solid Overlay: 0.5
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Netfabb centering
One more thought...
After a discussion about print speeds on another thread, I was reminded that excessive acceleration parameters can also cause axis shifts.
Prusa printers seem to be rather inextricably tied in with Slic3r and the firmware appears to be designed for that slicer - which as you are aware is not one that I use.
Slic3r is a program which attempts to handle the printer acceleration within the GCode (which in my mind can be problematic) and the firmware contains default acceleration values which are quite unrealistic:
#define DEFAULT_MAX_ACCELERATION {9000,9000,30,10000} // XYZE mm/sec^2
and
#define DEFAULT_ACCELERATION 3000 // for printing moves
More conservative (and realistic) values can be set via a GCode command:
M201 X1000 Y1000 E600 ; set default acceleration
NOTE: the default Z acceleration is good for these printers.
Basically with any slicer other than Slic3r, the above code is required in the start GCode section in order to prevent X/Y axis skips
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Netfabb centering
Here are my parameters:
Perimeter: 20
Loops: 32
Solid infill: 30
Sparse infill: 44
First layer: 215
Remainder: 200
Bed: 60
Fan 100% (loops) 90% (inside)
Z-Lift 0.4
Loop/Solid Overlay: 0.5
You suggested to use 3 perimeters but you're using 20? That seems like quite a huge difference, is this so? In KISS what are the default perimeters you normally use? You also said to use 10% infill but you are using 30/44%, is that correct? I would have thought you would be using 10% as well but maybe I'm misunderstanding something.
In another forum someone advised not to use Zhop as it, "introduces z-axis backlash issues, increases wear on the z-axis, increases print times, and tends to reduce print quality." This is concerning, is this true?
excessive acceleration parameters can also cause axis shifts.
Well, originally in slic3r there was a much smaller axis shift (2mm) while in Cura there was a huge shift (which you can see in the photo below).
M201 X1000 Y1000 E600 ; set default acceleration
The start.gcode in my Cura settings that I got from the mk2 profile here is:
G21
G90
M82
M107
G28
G92 E0.0
G1 X60.0 E9.0 F1000.0
G1 X100.0 E12.5 F1000.0
G92 E0.0
I do not see "M201 X1000 Y1000 E600 ;" so I guess that means I should add this to the start.gcode section and use Cura instead to see if there is a difference. In Cura I see the Travel Speed is set to 100mm/s which seems faster that slic3r and fan settings are different than what you note.
Re: Netfabb centering
You suggested to use 3 perimeters but you're using 20?
No - you missed the opening sentence of that:
Temperature fan speed and print speed are what comes to mind.
Perimeters @ 20 mm/sec
Loops @ 32 mm/sec
...
First Layer: 215 Degrees C
Remainder: 200 Degrees C
etc.
In another forum someone advised not to use Zhop as it, "introduces z-axis backlash issues, increases wear on the z-axis, increases print times, and tends to reduce print quality." This is concerning, is this true?
Z-Lift was an issue with the Mk1, unless it was modified slightly to remove the backlash. It took me a while to work that one out, as Z-Lift it an extremely useful tool for some prints (like the Eiffel Tower).
Fortunately, the Mk2 has virtually eliminated the backlash issue with a few upgrades (the Z threaded rods/lead screws) and tweaks (such as the screws at the end of the rods in the X idler assembly reducing lateral pressure on the threads).
Well, originally in slic3r there was a much smaller axis shift (2mm) while in Cura there was a huge shift
Most likely caused by default acceleration parameters. With Cura, you would need to insert the acceleration parameters and the printer will do the rest. Unfortunately it should not be necessary to do this as the firmware should contain realistic default maximums rather that values which are simply not achievable.
With regards to the Cura settings, the travel speed of this printer can go up to at least 150mm/sec. As for the part fan, with PLA you need it higher rather than lower.
The problem here is that I have set up for my printing environment which may be considerably different to yours.
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Netfabb centering
Basically with any slicer other than Slic3r, the above code is required in the start GCode section in order to prevent X/Y axis skips
The Cura profile provided by Prusa has:
G21
G90
M82
M107
G28
G92 E0.0
G1 X60.0 E9.0 F1000.0
G1 X100.0 E12.5 F1000.0
G92 E0.0
I guess they should incorporate your settings into this profile.