Color change script broken?
Hi,
today I just want to try color change. But the script ( http://prusaprinters.org/color-print/ ) does not worked for me. Tried Firefox and Chrome... I can add new changes but the slider or input does nothing... Broken or "User too Stupid Error"?
So I ended up doing it manually, But one failed attempt because Octoprint seems to run in a timeout...
EDIT: Found that the driver does not inserts any "layer xyz" code. However I don't know how it hast to look like... Using the Color Print Slic3r printer setting. Not Zhop or so...
Carsten
My Prints: https://www.prusaprinters.org/social/15695-carsten/prints
My Employer: https://make-magazin.de
Re: Color change script broken?
Hi Carsten,
I create the 'G' code... for an article

like above
then using Prontaprint I look through the G code View until I find the level at which I wish to insert a colour change marker,
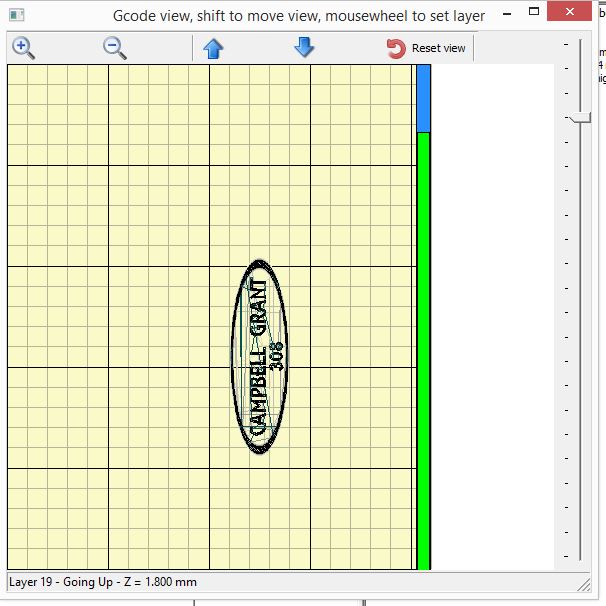
like above
and if you look in the bottom left hand corner there is an indication as to what height the print would be for that layer..
I then open the Gcode file in notebook or a simple text editor and search (Find) the relevant Z command, (In this case Z1.8)
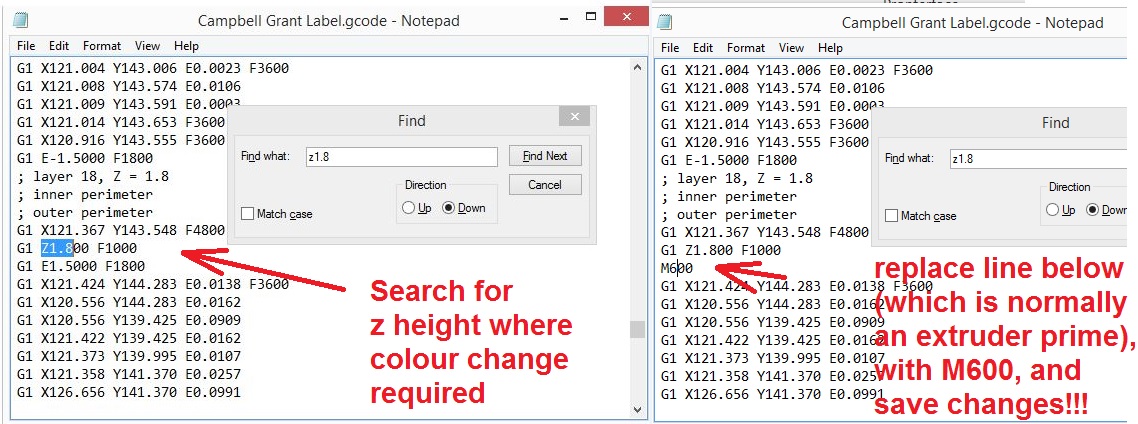
As above, then I modify the line below the Z command,
I remove the original prime command - G1 E1.5000 F1800 and
Replace it with the colour change command - M600 ('M' MUST be a capital letter...)
then I save the modified G code, and print the G code starting with th background colour.
when the printer reaches that line of code, it lifts the extruder, moves to the right front corner of the build plate and unloads the current filament.
then it starts bleeping to attract your attention....
at which point you insert the new filament in the filament holder, feed the neatly trimmed end of the filament into the extruder and press the button next to the LCD Panel.
if all is well, th filament will feed into the extruder and flush out the remainder of the old colour...
if this is successful, clean the waste filament of the extruder nozzle, and press the button again to continue... if the colour change is unsuccessful, there are other menu items you can select on the display...
if you are changing from black or any other dark colour to white or any light colour, you may choose to use the colour not clear command to flush the extruder a second time, before continueing....
don't forget to clear the waste from the nozzle immediately before continuing with the fresh colour....
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
Re: Color change script broken?
And the best bit is that using Joan's method, you can even slice with Z-Lift enabled. Just make sure that the Z-Lift value is not a multiple of the layer height so it is still easy to find the correct place to inset the M600.
A Z-Lift value of 0.5 or 0.3 in this example would be fine
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Color change script broken?
I use Z-lift 0.01mm smaller than layer height, so with 0.2mm layer I use Z-lift 0.19mm.
Re: Color change script broken?
Just add this to "After layer change G-Code" slic3r option:
; layer [layer_num] - [layer_z] mm
You'll get the output gcode enriched with comments containing both layer number and layer height in mm. And use any Z-lift value you want. This format is also machine-searchable with simple regular expression searches, so you may create a script to add color changes which actually works always (differently from the colorprint webapp, which doesn't work when you use z-lift)
Re: Color change script broken?
Yea, I know how to edit gcode. But that was not the question.
I wonder why the official drivers don't work with the official way to print layer color... How can I comminicate this wth prusa research?
@patrizio: Thanks for the syntax the script needs.
Carsten
My Prints: https://www.prusaprinters.org/social/15695-carsten/prints
My Employer: https://make-magazin.de
Re: Color change script broken?
Too bad, color Print script still not working. Strange. That should not happen with official drivers.
Carsten
My Prints: https://www.prusaprinters.org/social/15695-carsten/prints
My Employer: https://make-magazin.de
Re: Color change script broken?
I had this problem with Simplify3D and the Color Print app but never Slic3r. Decided at that point to edit the gcode myself.
Re: Color change script broken?
If I could find that script I would look into the source to see what it does expect... Even lurked into the website....
Carsten
My Prints: https://www.prusaprinters.org/social/15695-carsten/prints
My Employer: https://make-magazin.de
Re: Color change script broken?
Has there been any resolution with this?
I have tried both the downloaded application and the web version. Neither have worked correctly for me. The downloaded app simply wouldn't let me set a layer higher than 1.6mm for a change. This is even though the print is well over 3mm in total thickness.
The web version was a little better. However, I told it I wanted a change at 2.45mm. The control automagically changed my entry to 2.5mm even though there was no official point where a layer would be 2.5mm. My first layer is set to 0.2mm and every layer after that is 0.15mm. So 2.5mm would be somewhere in the middle of a layer.
I tried it anyway. I ended up with gcode that had a color chage at 1.8mm I don't know where that came from) it also changed about 15 times. I only asked for one color change. I ended up aborting the print.
The only way I could get it to work the way I wanted it to was to manually edit the gcode.
BTW. Thank you to those that have posted about how they edited the gcode. I found it very helpful. However, I shouldn't have to do this. The application should work...shouldn't it?
Re: Color change script broken?
jperch
Which slicer are you using? If you are using Slic3r you need to make sure and use the ColorPrint printer profile. If using Simplify3D make sure to set Retraction Vertical Lift to 0.00.
Re: Color change script broken?
Richard,
Thank you for the tip. I don't recall seeing that anywhere in the video on how to use the color print application.
I am using the Prusa version of slic3r (ver 1.31.6)
Anyhow, I just tried it. It seems to work in that there is now only one instance of the M600 command in the new gcode file and it is located pretty much exactly where I would expect it to be.
Any thoughts on how this would effect the print? I would hope it has no ill effects.
Thanks again,
Joe
Re: Color change script broken?
Joe
The only real downside to not having z-hop/vertical lift is on overhangs that may curl. The hotend can catch on these and either cause a layer shift or rip the print from the bed. This is why I manually add the M600 into the g-code.
Re: Color change script broken?
Richard,
Thank you for that confirmation. Since the modification to the Gcode is so easy, I think I will do the same as you and just do it manually.
Thanks again,
Joe
Re: Color change script broken?
The only real downside to not having z-hop/vertical lift is on overhangs that may curl.
Another one is scars on top solid layers caused by hot nozzle moving on top of them.