Calibration Square Printing Uneven Heights
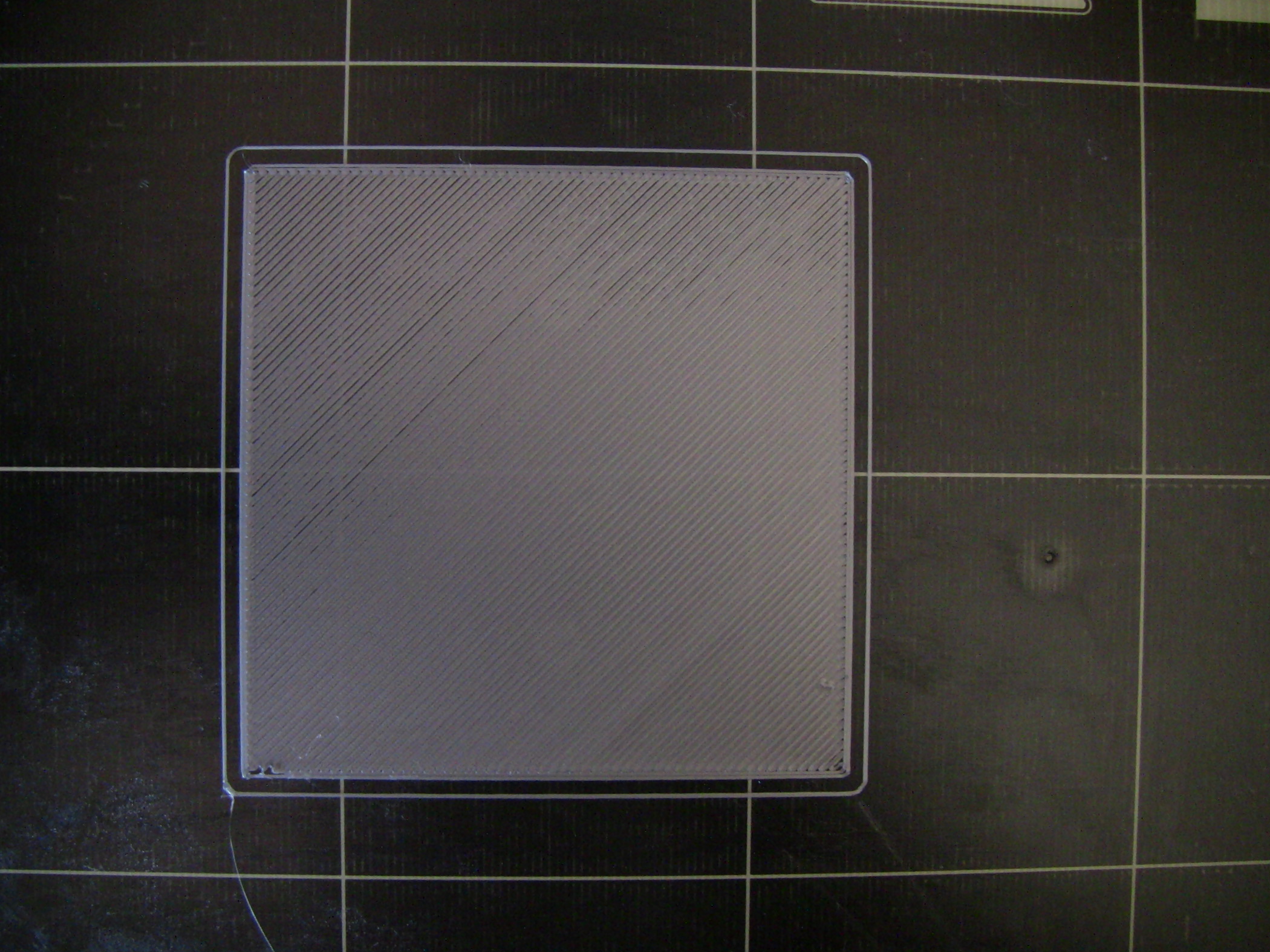
I am seeking help with nozzle to bed calibration, I have got a good strong layer however, I have attached a picture of a calibration square and as you can see the bottom right triangle is great and measures at 0.2mm but the left rear section is bad and when I measure it I get a reading of 0.22 - 0.24. Please can someone advise how to correct this, if I go to bed levelling correction in calibration would increasing the back left correct or would it be back left and right or something totally different?
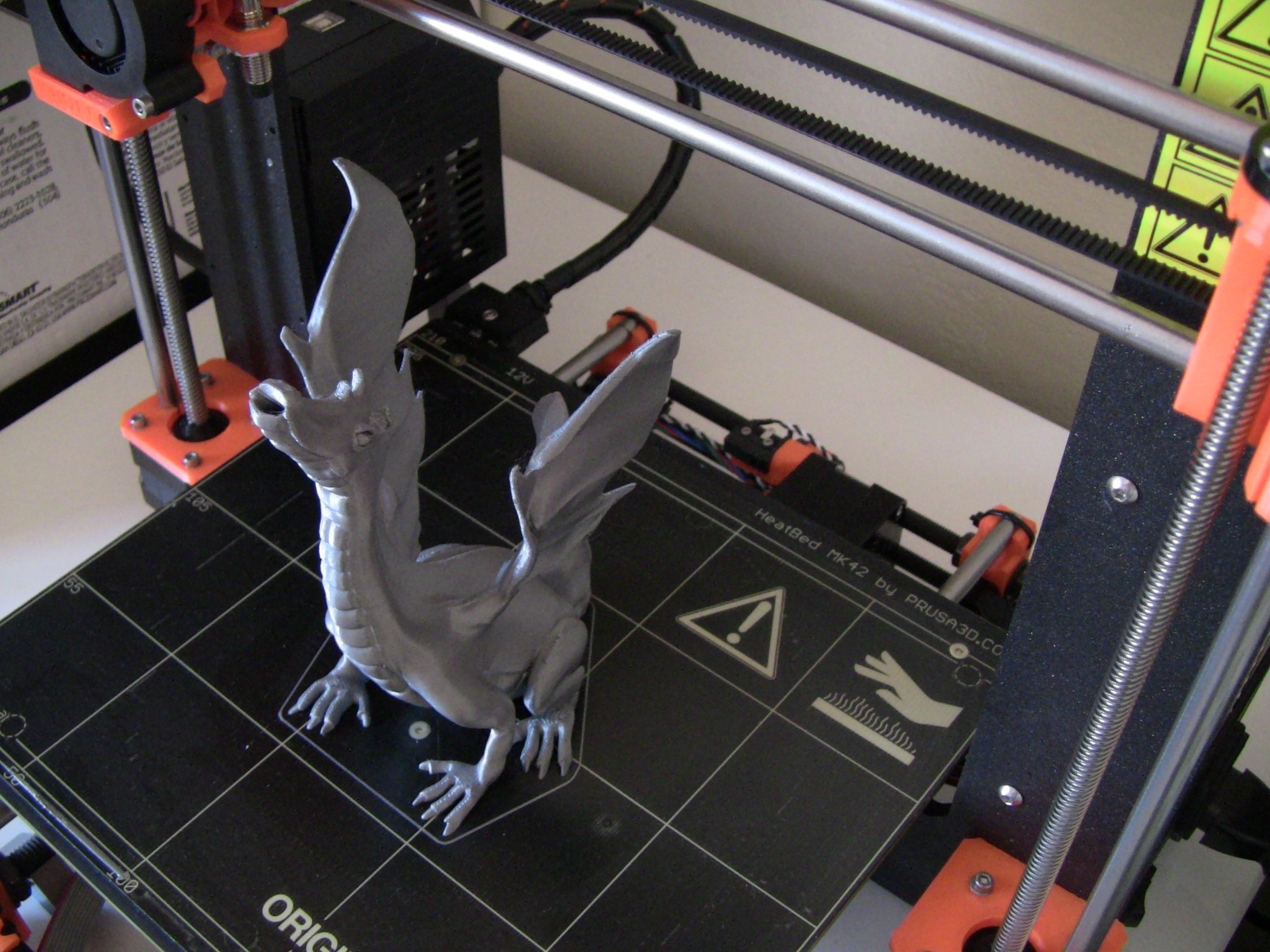
I printed the dragon and as you can see there are some issues with the top of the legs any suggestions to correct this?
Thanks

Re: Calibration Square Printing Uneven Heights
The live-z-adjust is not quite low enough in the better half of your calibration cube, either. Look at it closely and notice the holes in the corners between perimeters and diagonal infill lines.
I suggest you lower live z-adjust in 50 micrometer steps and see if you can find a setting that is OK everywhere.
You can also print the calibration cube elsewhere on the bed, or a different size or shape, to figure out if you have a local depression in the bed or if it is tilted, but straight.
OpenScad is very easy to use for simple objects like this.
Just paste the code below into the OpenScad Editor field, click preview button, there it is.
Change a variable and click preview again, you'll see how easy it is.
Once you have a cube the size you want, click render, and then click 'Export STL'
Import this STL file into Slic3r and move it anywhere on the print bed that you want to test it. You can even print the calibration cube together (i.e. before) the main object, so you have much time to get the live-z-adjust perfect.
cube([75,75,0.2]);
translate([0,-200,0])
cube([75,175,0.2]