Setting for printing ColorFabb XT/ HT / Ngen
Hi guys, I'm wondering anybody has tried the HT / XT / Ngen filament for printing and what's the good setting for the printer?
Re: Setting for printing ColorFabb XT/ HT / Ngen
Hi Zach,
Sorry I didn't try this filament (yet !) but had the same approach when trying reprapper ABS available in a local store.
The firstthing to do would be check the filament specification. For XT filament for exemple, you can find the specification on this page: http://colorfabb.com/xt-black , "Tips & Tricks" tab:
Adviced 3d printing temperature:
240-260C
Adviced 3d print speed:
40 - 70 mm/s
Advised Heated bed
60-70C
Then you probably needs some try and fail phases to adjust baseline specification to your printer and conditions. I begin to collect some calibration object here for this usage (not mine but it's convenient to have a collection of this kind): http://www.thingiverse.com/TheChrisP/collections/calibration
I'm like Jon Snow, I know nothing.
Re: Setting for printing ColorFabb XT/ HT / Ngen
On another printer, I had success with ColorFabb Ngen with 228C and heatbed of 85C. The printer was a 3mm filament printer. Ngen gave me fantastic prints overall.
Not sure of Ngen 1.75 mm ColorFabb filament.
60 mm/s print speed on first try. Scale up or down after there. On trial prints.
Nigel
Life is keeping interested and excited by knowledge and new things.
Re: Setting for printing ColorFabb XT/ HT / Ngen
I have updated my settings for ColorFabb Ngen filament, increase to 235deg C hotend with a 90 degree bed. I had some de lamination issues with previous settings.
Nigel
Life is keeping interested and excited by knowledge and new things.
Re: Setting for printing ColorFabb XT/ HT / Ngen
Just ordered my first spool of ColorFabb XT (black) so will give your settings a try! Thanks for posting them.
Re: Setting for printing ColorFabb XT/ HT / Ngen
OK, sliced model using the default Prusa 0.200 and ColorFabb XT filament options and (240°/90°-75°) and It stopped about half way through the first upper layer that bridges the infill with a Thermal Runaway error. Looked on the net for ColorFabb XT settings and noticed that a user of it recommended turning the print fan off completely for a tough result. I also saw on here that those with Thermal Runaway suspected the fan coming on to cause it. Also the official ColorFabb settings seemed cool compared to what other people were using so...
I upped the nozzle to 247° (don't ask me why I chose that value coz I haven't gotta clue!) the bed to always be 90° and the print fan to be always off even for bridging. Perfect print first time!! As the forum user elsewhere said, it isn't pretty (a few wisps of stringing, and some very minor sagging over the bridging) but it is tough (well bonded layers) and fits the part it was meant for perfectly!!
I lurves this printer! LOL!
Re: Setting for printing ColorFabb XT/ HT / Ngen
Just to add my 2 cents into the mix.
As far as my understanding goes ColorFabb XT is an Eastman Amphora AM1800 product. In North America Eastman Amphora AM1800 was distributed through Taulman 3D as n-vent - does not look like they distribute it any more.
I have successfully printed with n-vent filament at 240°C on both the MK2 and my old "upgraded" MB Replicator 2x, and Taulman 3D had n-vent print temp's recommended between 255 - 260. It was not until I looked up AM1800 and ColorFabb's recommended print temps did I stop having issues with nozzle jams in my (PITA) MakerBot.
As for the BH at 90°C for the first layer, might be a bit high, as I find it sticks to the PEI surface almost too well. If my print did not warp slightly on one end, I have no idea how I would get it off - warp to the rescue.
Assembled MK2.
Re: Setting for printing ColorFabb XT/ HT / Ngen
[...] - warp to the rescue.
Now there's a phrase you don't hear very often! 😆
Re: Setting for printing ColorFabb XT/ HT / Ngen
[...] - warp to the rescue.
Now there's a phrase you don't hear very often! 😆
Who knew that there could actually be something like a "good" warp. 🙂 It's the PEI surface, it's too good with PET-based filaments.
Assembled MK2.
Re: Setting for printing ColorFabb XT/ HT / Ngen
Any suggestions wrt extrusion multiplier? I get lots of small blobs on narrow parts (such as the infill)
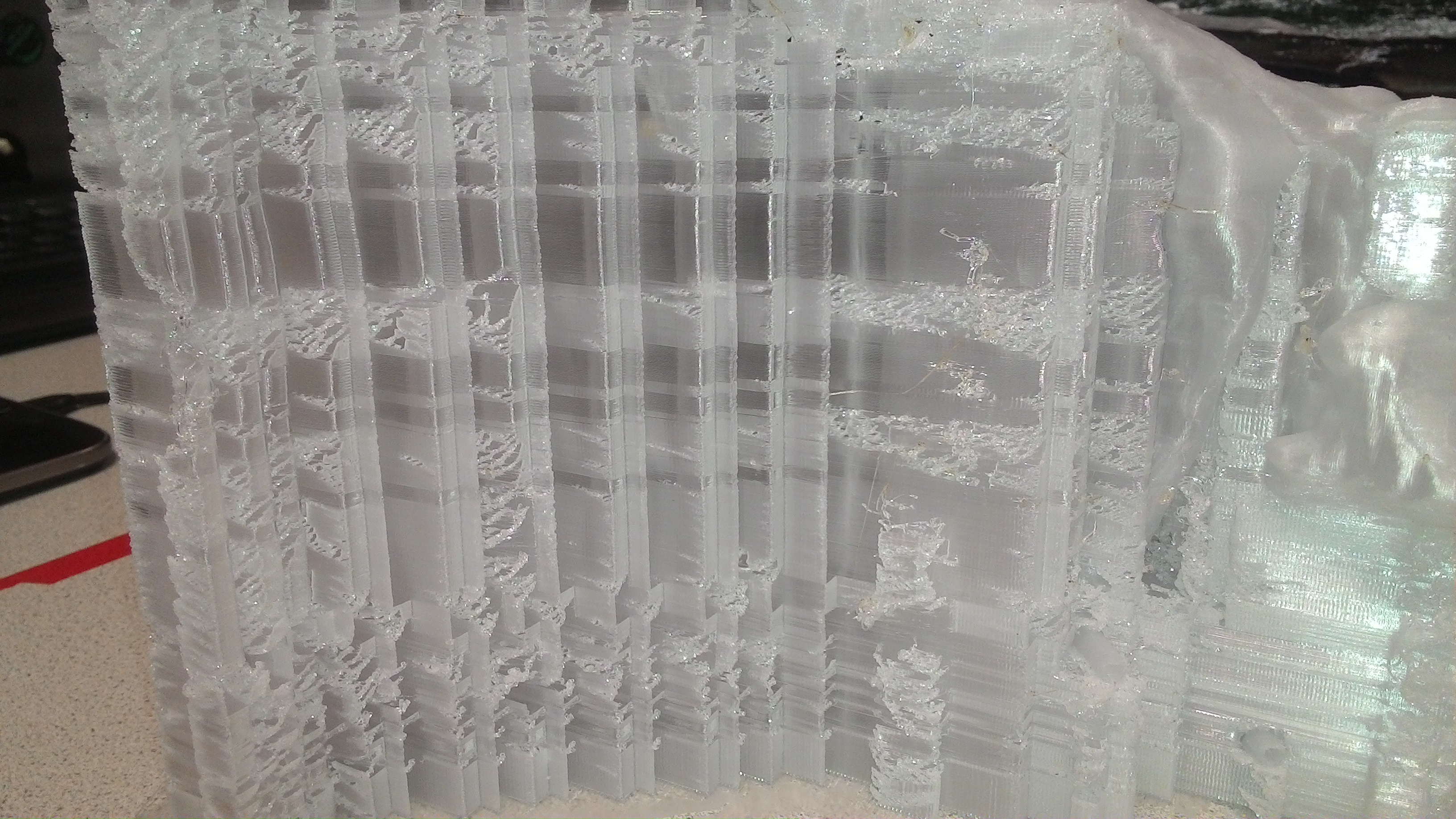
Setting for printing ColorFabb XT/ HT / Ngen
Who knows the possible reasons, why the support tower was printed like this?. Printed with CorolFabb XT clear, nozzle temp is 250°C, bed temp is 65 °C speed is 30 mm/s. Temperature parameters are taken from the filament datasheet and printing speed is even less than in the datashet.