printing problems with PETG
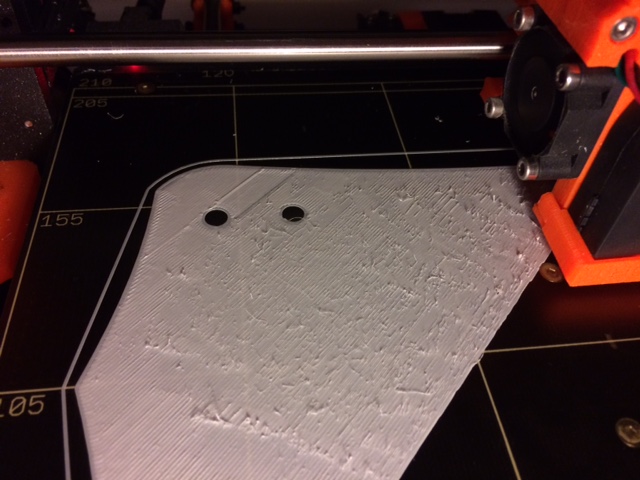
I have just started printing with petg and having a few problems with it getting stringy on the first layer and then building up on the nozel and I end up having to clear it every few mins so as not to leave big blobs and jam everything up.
I have tried re calibrating the bed and have a new brass nozzle in there as suggested by the help team but no improvement. I am using stock sli3r settings with a new roll of prusa filament
can anyone give me any tips on improving things?
Re: printing problems with PETG
have you tried adjusting your Live-Z setting try decreasing it or increasing it while it printing the first layer, I have to do that sometimes when switching filament types.
Re: printing problems with PETG
I have had a bit of a play but not with much luck the thing that makes me wonder if it is that it is not just the first layer that it does this on. I will have another try going a bit higher still perhaps.
Re: printing problems with PETG
PETG tends to stick to things well... sometimes too well...
if you reduce the squish on the first layer, the filament is less likely to try and stick to the extruder and make a blobby mess... and when you come to remove it from the build plate, the less squished first layer, is going to be easier to remove too!
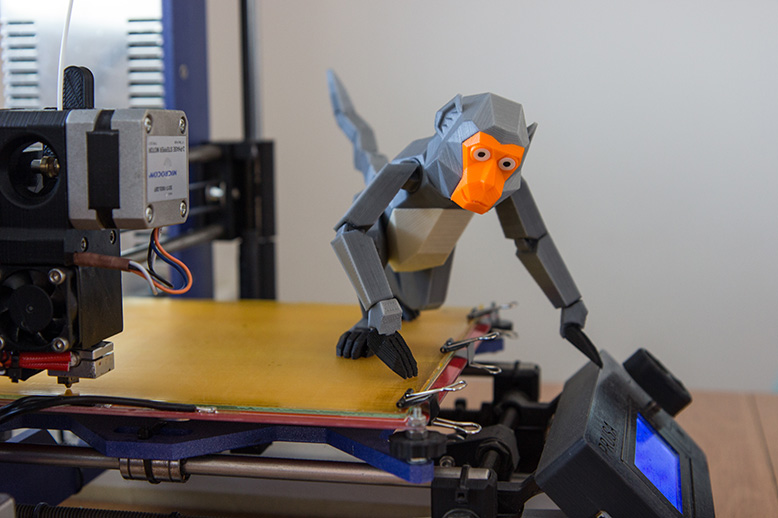
regards Joan I have literally just printed this on a mk2 with MMU, using Prusa control and Filamentive recycled PETG
in the first picture you can see that the position marker outline is a bit scraggy, but the gear printed well.

in the second picture the bottom of the boss printed well even though it was not highly squished on the build plate

I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
Re: printing problems with PETG
I almost only print PETg, works really good for me.
As Joan says, back out a bit on the Live -Z. Print the first layer really slow.
I print at 40mm/s with the first layer at 40%.
https://shop.prusa3d.com/forum/hall-of-fame-best-3d-prints-f15/petg-roses-t5608.html#p41988
---
Gert
Re: printing problems with PETG
sorry it may sound a bit dumb its the first time I have played with speeds, but which of the speeds is it that should be lowered. im currently using the stock settings in slic3r for pet which has perimeters set at 40mm/s and infill at 60mm/s but there are stacks of others too?
Re: printing problems with PETG
I used the standard settings with 20% infill in prusa control for the pinion, above.. I didn't change anything else.
Gert mentioned using 40mm/s and 40% for the first layer
40% will make any first layer speed, quite slow...
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
Re: printing problems with PETG
Hey there, was struggling with PETG but last night finally got it, used PET profile, 2mm layer height, 125@ layer width, 0 fan 1st layer/50% 2nd layer, granted my parts were small but I printed quite a few at the same time.....PETG Blue eSun
Re: printing problems with PETG
Are any of you experiencing abnormal behavior with the printer while printing PET? The LED display keeps prompting me for the extruder number. I only have one. Also, when the part finishes, the heat bed goes behind the gantry instead of in front where I can get to the part easily. Just wondering if I'm the only one.
Re: printing problems with PETG
That picture shows your z-axis height is too close to the bed.