Bumps on Walls of Print
Hi,
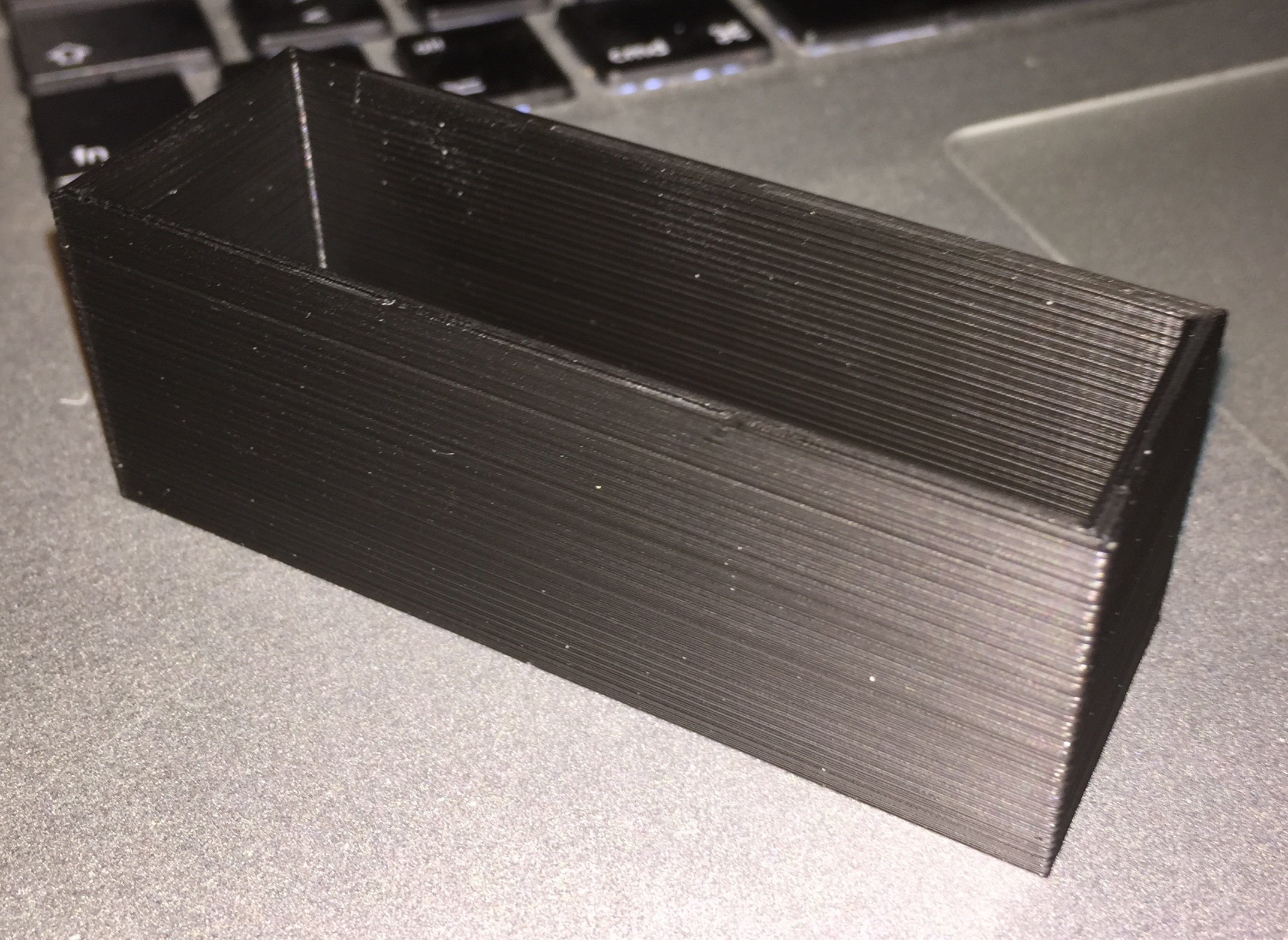
I'm having some problems with my printer. As you can see from the picture below the top of the walls have bumps on them. These bumps get bigger as the walls get taller. Also it sounds like the nozzle is hitting these bumps.
The second picture (of the same print) shows that one of the corners is distorted.
I'm printing with PLA and using Slic3r with the '0.10mm DETAIL' print settings. I have levelled the bed but with no improvement. Any help with this problem would be greatly appreciated.
Andy
Re: Bumps on Walls of Print
Hi Andy,
Tell something more about, like dimensions of the box and parameters you set generating the Gcode file (temperatures, speeds, perimeters, infill...)
Re: Bumps on Walls of Print
Andy
My best guess would be over-extrusion. Try printing a small (20mm) test box with various flow tweaks (80%, 85%, 90% etc) to see if that reduces the problem.
Peter
P.S. You could also try a nozzle clean first: https://ultimaker.com/en/resources/149-atomic-method (from step 3).
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Bumps on Walls of Print
Andy, in addition you can consult this very usefull link that presents several common print issues, with solution suggestions: https://www.simplify3d.com/support/print-quality-troubleshooting/
I'm like Jon Snow, I know nothing.
Re: Bumps on Walls of Print
Hi Paolo,
The box is 73 x 25 x 27mm.
The temperatures are 210/50°C.
The Slic3r settings are the defaults for '0.20mm NORMAL' which are:
Layer height:
Layer height = 0.2mm
First layer = 0.2mm
Vertical shells:
Perimeters = 2
Horizontal shells:
Solid layers = 3/3
Infill:
Fill density = 22%
Fill pattern = Honeycomb
Top/bottom fill pattern = Rectilinear
Speed for print moves:
Perimeters = 40mm/s
Small Perimeters = 40mm/s or %
External Perimeters = 40mm/s or %
Infill = 40mm/s
Solid infill = 40mm/s or %
Top solid infill = 20mm/s or %
Support material = 50mm/s
Support material interface = 100%
Bridges = 15mm/s
Gap fill = 40mm/s
Andy
Re: Bumps on Walls of Print
Hi Andy,
You wrote under the second picture the box is made with 0.10mm DETAIL print settings but now you mention all the parameters for 0.20mm NORMAL print settings. Which is the correct one? Please attach the .stl file of the box and i will try a print with pleasure.
Paolo
Re: Bumps on Walls of Print
Hi Paolo,
You're right I have given conflicting information, sorry about that. 😳 I believe that it was printed using '0.20 NORMAL' and not '0.10 DETAIL' but I'm re-printing it just to be sure.
Andy
Re: Bumps on Walls of Print
Hi Paolo,
Here is a photo of 3 test prints (at the back) that don't appear to suffer from the same problem of the re-printed object (stopped early). They have all been printed using the '0,20 NORMAL' Slic3r setting.
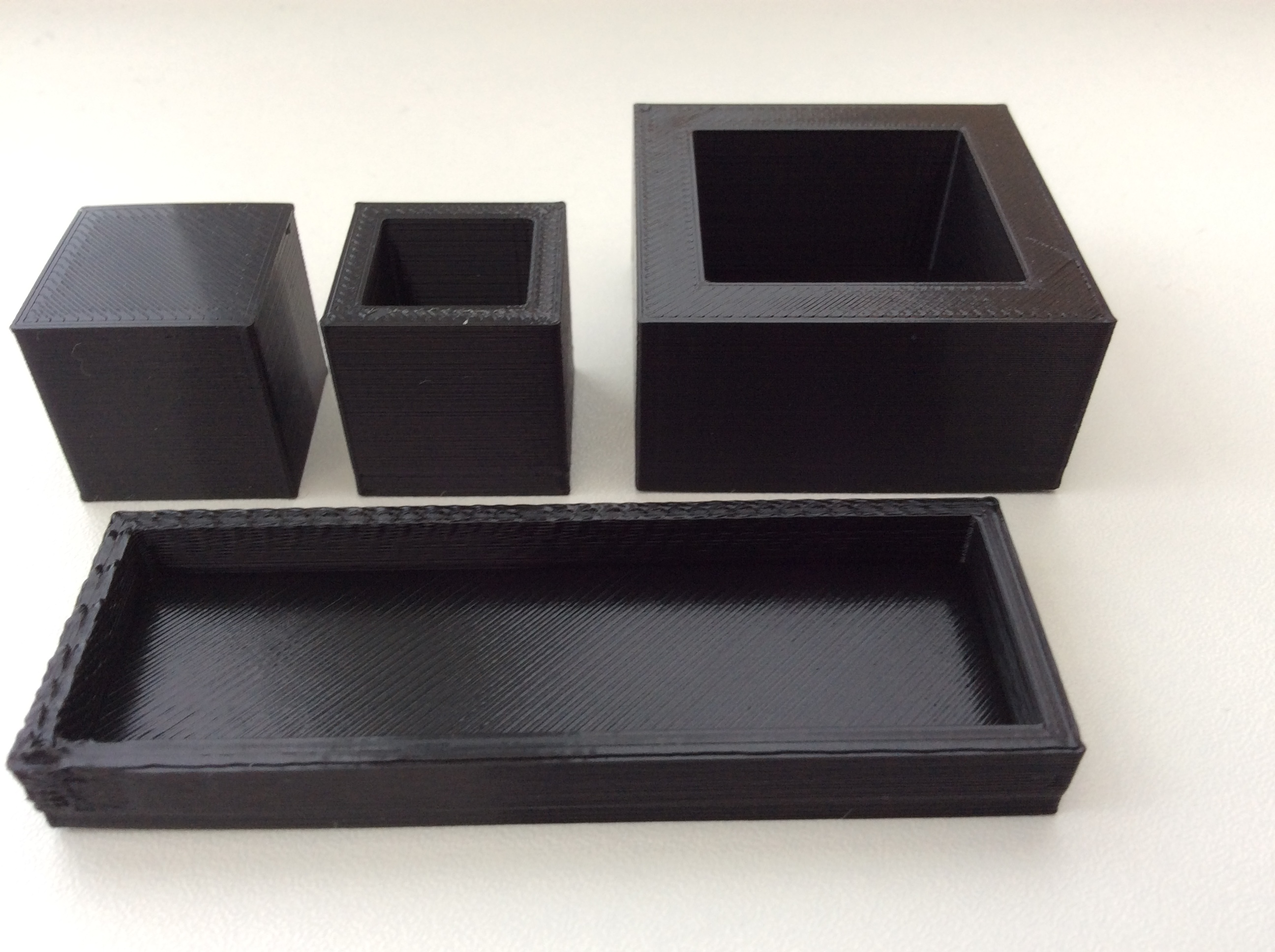
I have attached a .zip file containing the .stl and .gcode files which I would be grateful if you could use to do a print as offered.

Thanks
Andy
Re: Bumps on Walls of Print
Hi Andy,
Seems your ,gcode works properly on my i3:
Not perfect but no bumps are present.
I can see the other 3 test prints are good and i wonder why the bigger box fails!
Do you have 0,4mm nozzle?
It is better you make what the expert said (Peter and Christophe).
Re: Bumps on Walls of Print
Hi Andy,
One other possibility is an error in the Slic3r slicing algorithm.
I had a similar problem when printing one of the sides of a new Rambo case for my i3. Five of the sides printed without issue, but the bottom piece always had a region of over extrusion. Others on Thingiverse were reporting the same issue, and while some were able to solve it by rotating the object on the platter, that never worked for me. The area of over extrusion just moved to a different region of the object. I could even see the issue in the preview a some of the extrusion lines were easily twice as fat a others. I eventually created a profile for Cura and used that to slice and print the piece. It worked perfectly. I'm still not sure why Slic3r had such a problem with that one object and no others.
You may want to give another slicer a try and see if that helps, although the fact that Paolo got a pretty good print with your Goode sort of ruins my theory.
Good luck!
Re: Bumps on Walls of Print
Guys,
Thanks for all your suggestions.
Paolo:
Thanks for doing the test print, it's much appreciated.
Peter:
I did a 20mm test box (see previous photo) as you suggested at 100% flow rate and it came out fine, so it doesn't look at though it's over-extrusion.
Christophe:
I am currently looking at the Simplify3D website that you suggested, hopefully I'll find the answer there. Thanks.
Roger:
I was thinking along the same lines as you until Paolo's print turned out OK.
I did another print and watched it to see if I could learn anything. I observed that the bumps start where one layer ends and another one begins. The bumps form one after another, gradually working their way back around the top of the walls, as the layers are built up.
Andy
Re: Bumps on Walls of Print
Hi Andy,
No problem, it has been a pleasure.
Try to set the parameter "Lift-Z" at 0,2 (if you are Printing at 0,2mm).
In that way, everytime one layer concludes its cycle, the Z carriage rises and then is lowered to start the next layer.
Just a test....
Paolo
Re: Bumps on Walls of Print
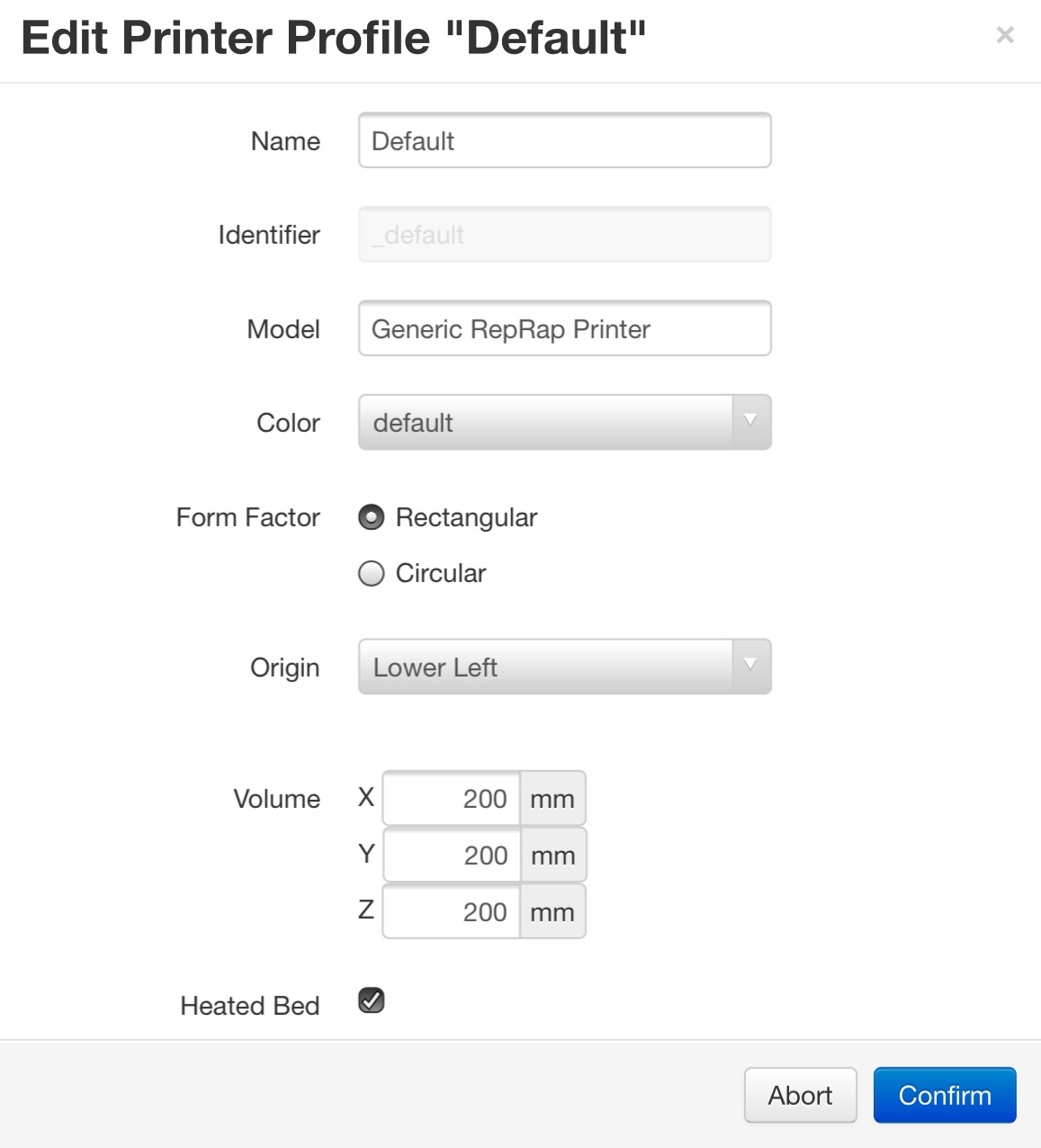
Another hint:
If you are using Slic3r to slice your STL, there is a parameter to define where the next layer should start:
Tab "Print Setting" -> "Layers and Perimeters" -> "Advanced/Seam position".
By default it's set to "aligned", but if you change it to "Random", the small bump will be spread out around the object being printed.
I'm like Jon Snow, I know nothing.
Re: Bumps on Walls of Print
Hi again,
Paolo:
I tried setting the 'Lift Z' parameter setting to 0.2 as you suggested but with the same result. 😥
Christophe:
I changed the 'Seam position' to 'Random (from 'Nearest') and although the bumps, on the top of the walls, were less noticeable, the distortion on the sides was spread around the four walls of the object. 😥
This distortion of the sides looked a bit like the 'Blobs and Zits' problem on https://www.simplify3d.com/support/print-quality-troubleshooting/ .
I followed the advice about retraction and set the 'Extra length on restart' to -0.2mm and then -0.4mm, again with no success. The article mentions coasting but I could not find an equivalent setting in Slic3r.
I must admit that I'm getting pretty disheartened as I seem to have a very high failure rate (about 60%).
Andy
Re: Bumps on Walls of Print
Hi Andy,
I just tried to print the gcode you provided, and it prints fairly well, with some minor glitches in the same corner as you.
However, since this part have a full infill in the borders, I think the issue is overextrusion, wich make the material go wherever it can, on the side and slowly making kind of waves on the top. The other models you show seems to have larger side, so I think for thme the infill is not full, letting more places for material to overflow in the middle, avoid the waves on the top.
Can you try to use a lower flow rate, as suggested initially by Peter, 80% or 90% to see if things go better for this specific model ?
I'm like Jon Snow, I know nothing.
Re: Bumps on Walls of Print
I was having the same over extruding issue on my i3 while using ABS. I changed Fill Pattern from Honeycomb to Rectilinear and reduced infill to 15%.
That resolved the issue for me.
Re: Bumps on Walls of Print
Hi Tim,
since the walls here are only filled with perimeters (you can see that on the g-code provided), the fill-in parameter will not change things, they're not used.
I'm like Jon Snow, I know nothing.