Weird defects on walls of prints - MK3S
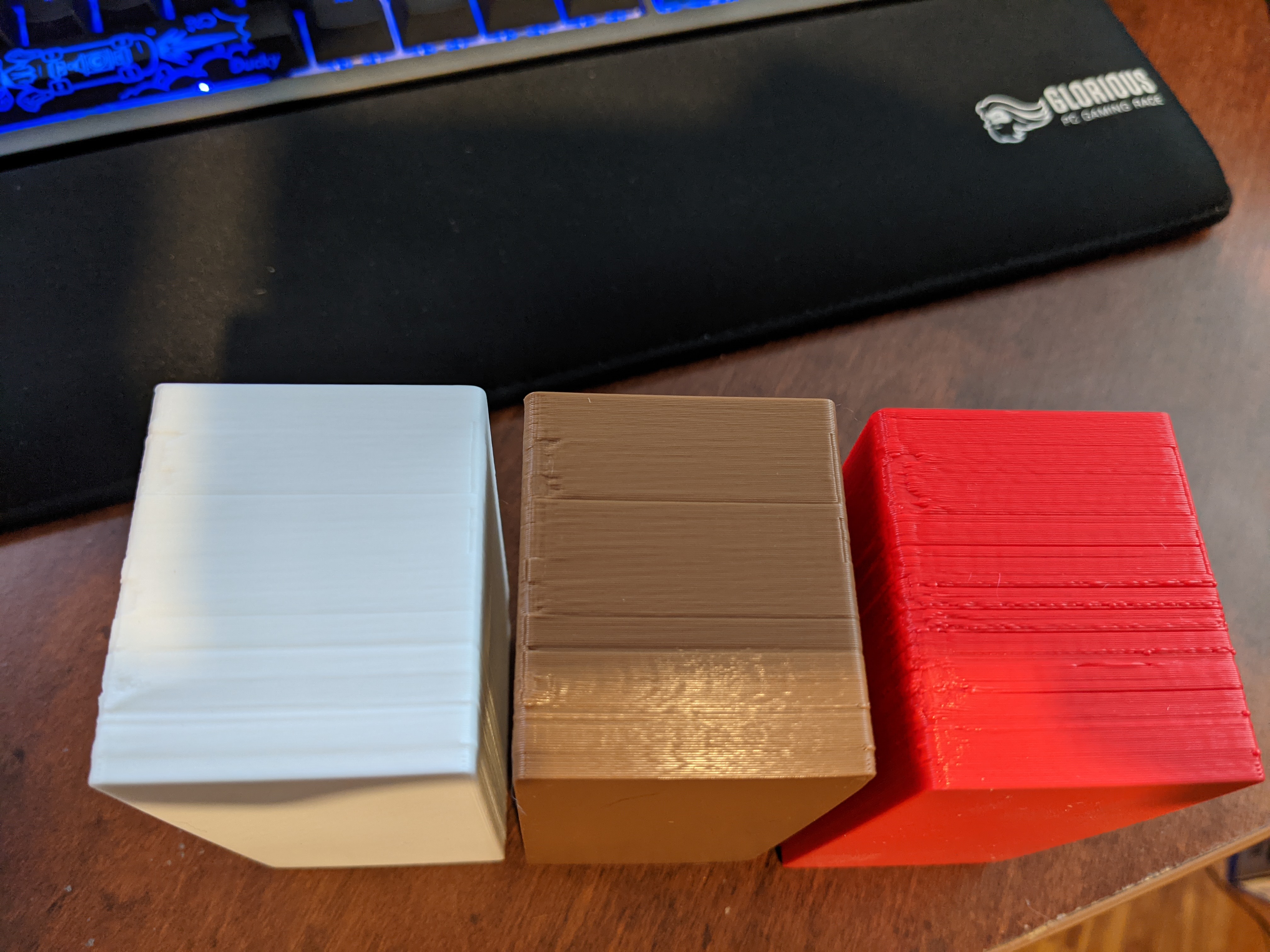
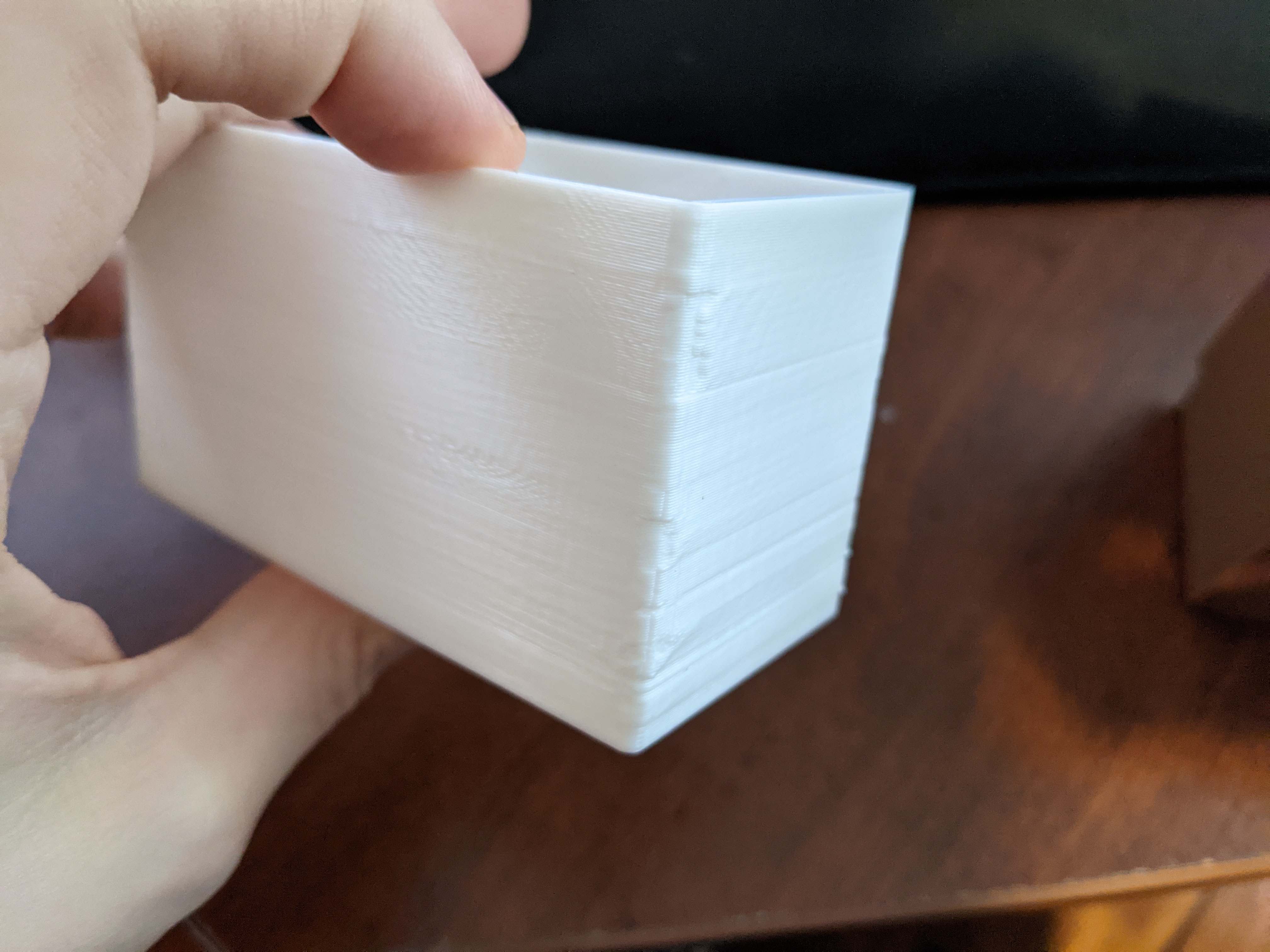
I'm printing out a bunch of these containers at 0.3mm layer height (with the 0.4mm nozzle), and I've noticed I have basically the exact same defects on every one. Does anyone know what might cause this? My settings are all default.


RE: Weird defects on walls of prints - MK3S
I'm not sure but can you reasonably do .3mm layer height with a .4mm nozzle? This may be under extrusion. I'll let the more experienced folks chime in. I *think* for a .4mm nozzle(the only size I've ever printed with) your optimal layer height is .2mm up to maybe .25mm
I'm looking at the default printer settings from prusa in the slicer for MK3s and MK3s+ and the min is .07 and the max is .25. I'm curious if you're actually printing at .25mm layer height.
RE: Weird defects on walls of prints - MK3S
I'm not sure but can you reasonably do .3mm layer height with a .4mm nozzle? This may be under extrusion. I'll let the more experienced folks chime in. I *think* for a .4mm nozzle(the only size I've ever printed with) your optimal layer height is .2mm up to maybe .25mm
I'm looking at the default printer settings from prusa in the slicer for MK3s and MK3s+ and the min is .07 and the max is .25. I'm curious if you're actually printing at .25mm layer height.
I thought you can do 80% nozzle size in layer height? I'm not sure why you don't see a "0.3mm DRAFT" option in PrusaSlicer for a 0.4mm Nozzle, but I see it.
RE: Weird defects on walls of prints - MK3S
@flashburn
Looking in the 2.3 Prusa slicer for the built in "Print" profiles I do see "0.3mm DRAFT".
However, the built in "Printer" profile "Original Prusa i3 MK3S & MK3S+" under "Extruder 1" I see layer height Min and Max as .07mm and .25mm and a nozzle diameter of .4mm
Again being a novice here, I assumed that .25, if you didn't change it and save this as a new profile would be your maximum.
RE: Weird defects on walls of prints - MK3S
@flashburn
Looking in the 2.3 Prusa slicer for the built in "Print" profiles I do see "0.3mm DRAFT".
However, the built in "Printer" profile "Original Prusa i3 MK3S & MK3S+" under "Extruder 1" I see layer height Min and Max as .07mm and .25mm and a nozzle diameter of .4mm
Again being a novice here, I assumed that .25, if you didn't change it and save this as a new profile would be your maximum.
Oh, yeah I see what you mean. I'm not sure then, maybe you are right and it's just causing underextrusion.
RE: Weird defects on walls of prints - MK3S
@flashburn
I've only been 3d printing for a couple months so I'm certainly no authority 🙂 I'd be interested to see if parties more in the know than I am could weigh in.
RE: Weird defects on walls of prints - MK3S
Prusa's answer seems like should be possible to do .32mm
RE: Weird defects on walls of prints - MK3S
Before doing too much else, try slowing way down. Dial the speed back to 50% using the front knob. If the print improves, you know it's an extrusion issue. If you're using larger layer heights, you need to make corresponding reductions in speed. You can do this by either reducing individual speeds, or by reducing your Maximum volumetric speed (MVS) to avoid pushing more filament than the hotend can process. For PLA, I keep MVS at or below 11.5mm^3/s for a 0.4mm nozzle. I find Prusa's 15mm^3/s just a bit too fast for some filaments, and you can get under extrusion or skips as a result. MVS is calculated as Extrusion Width X Layer Height X Speed.
You can go to 80% of your nozzle size without issue. Wider extrusions may let you get a bit higher. You may need throttle speeds to stay within your hotend MVS limit. It's a 3D process.
Rather than us guessing at your settings, it would be easiest if you'd save your part & settings off in a 3MF project file, zip it up, and attach it to a reply here so we can see everything that's going on.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: Weird defects on walls of prints - MK3S
Before doing too much else, try slowing way down. Dial the speed back to 50% using the front knob. If the print improves, you know it's an extrusion issue. If you're using larger layer heights, you need to make corresponding reductions in speed. You can do this by either reducing individual speeds, or by reducing your Maximum volumetric speed (MVS) to avoid pushing more filament than the hotend can process. For PLA, I keep MVS at or below 11.5mm^3/s for a 0.4mm nozzle. I find Prusa's 15mm^3/s just a bit too fast for some filaments, and you can get under extrusion or skips as a result. MVS is calculated as Extrusion Width X Layer Height X Speed.
You can go to 80% of your nozzle size without issue. Wider extrusions may let you get a bit higher. You may need throttle speeds to stay within your hotend MVS limit. It's a 3D process.
Rather than us guessing at your settings, it would be easiest if you'd save your part & settings off in a 3MF project file, zip it up, and attach it to a reply here so we can see everything that's going on.
Thanks a lot for the help! I'm reprinting a smaller one now and slowing down the speed by 50% to see if it helps. Attached is a zip of the 3mf for it.
RE: Weird defects on walls of prints - MK3S
I tried reducing the speed down to 50% but it still looks exactly the same.
RE: Weird defects on walls of prints - MK3S
I just tried changing the MVS to 11.5, but it didn't change the print time at all, so I'm guessing it's not exceeding this value at this layer height.
RE: Weird defects on walls of prints - MK3S
@flashburn
I've not tried to print at a .3mm layer height, so I'm not 100% sure.
RE: Weird defects on walls of prints - MK3S
I retried printing at 0.25 and those prints come out fine.