thread and PETG
Hello guys,
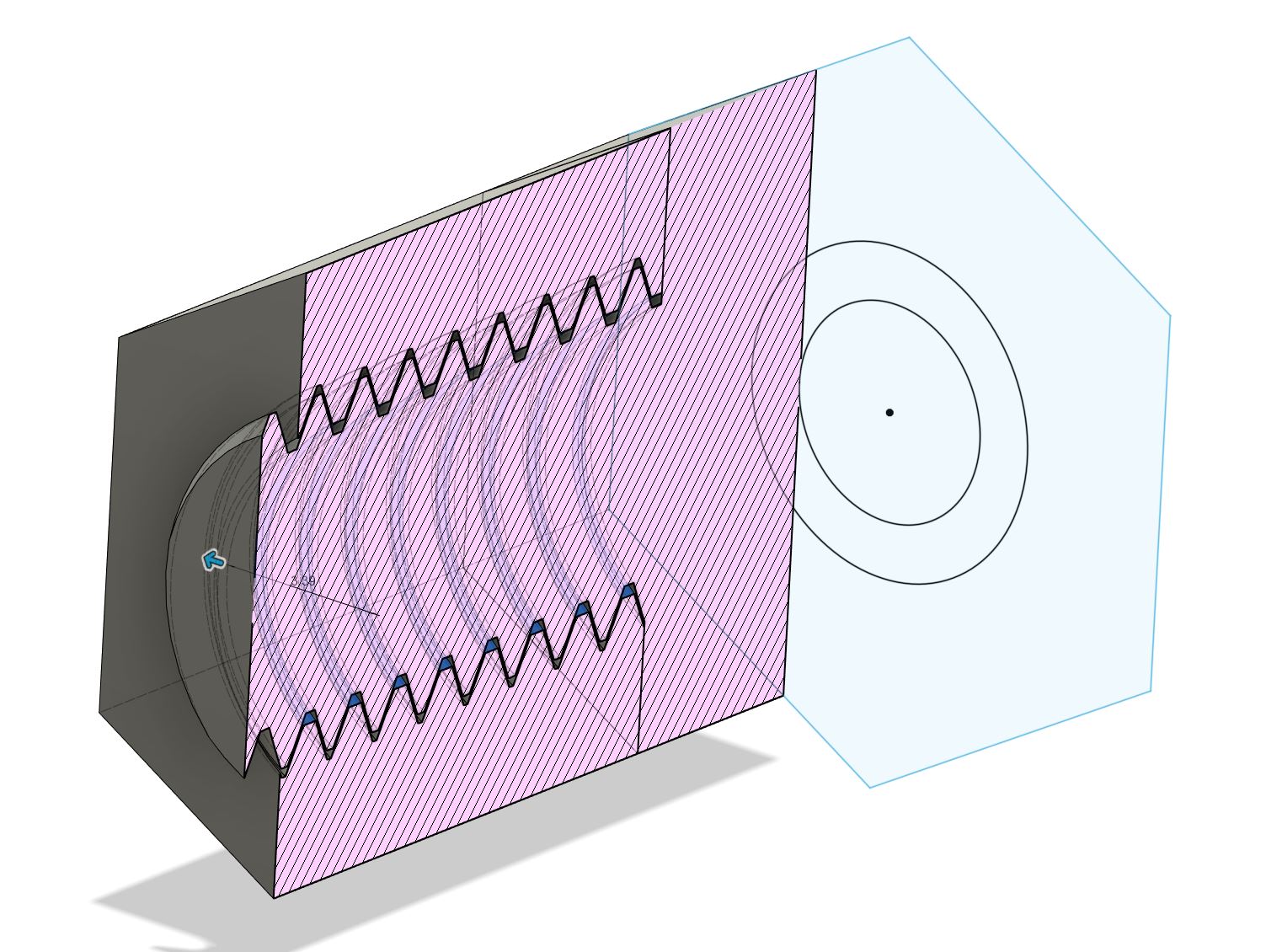
I would like to print this part with PETG, any idea how to set the slicer?
I did a test but it doesn't fit, it is too tight. I'm using fusion 360.
thanks
RE: thread and PETG
What tolerance are you using for the threads? What orientation are you using for printing? I am able to print threaded screws in PETG using parts designed in Fusion 360. It's important to calibrate your extrusion multiplier as any over-extrusion will jam threads easily.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: thread and PETG
Also, depending on what you're attempting to do and what the requirements are, don't forget you could always just use a tap after the fact to cut threads into the plastic instead of printing them. Use more perimeters than you normally would, and size the hole so your tap has something to cut into. I'd print out a throwaway test part of just the area to be tapped to try it before printing the full part, just in case.
RE: thread and PETG
CNC Kitchen has a helpful youtube about threads - with PETG and M6 I have been relaxing the vertical and top of the male thread by 0.1 mm with sucess.
Cheers
Digbat
TANSTAAFL
RE: thread and PETG
What tolerance are you using for the threads? What orientation are you using for printing? I am able to print threaded screws in PETG using parts designed in Fusion 360. It's important to calibrate your extrusion multiplier as any over-extrusion will jam threads easily.
Hello guys,
I use Prusaslicer, where is the parameter?
Can you link some guide?
Thanks
RE: thread and PETG
antonio-D6,
I suggest you follow the guide in the CNC YouTube presentation about threads - very helpful, and this is the advice that I follow.
Regards
digbat
TANSTAAFL
RE: thread and PETG
There's a bunch of fusion 360 thread tutorials on YouTube, I liked the one from ProductDesignOnline (voice not to annoying) but I'm super new to Fusion 360 so it might be a bit basic but he certainly talks about tolerances and thread shape.
RE: thread and PETG
Also different brands of PETG can be prone to more or less shrinkage as they cool. Try printing an exact 180mm long by 4mm x 4mm test piece and measure it after it has cooled down.
This will give you an idea of how much scaling you need to do, Height (Z axis) is less affected than X / Y axes.
After this it is worth annealing the parts and see how much more they shrink in case you decide to ever anneal your prints for a stronger part as you will have to compensate for this during printing.
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: thread and PETG
[...] I use Prusaslicer, where is the parameter?
What settings are you using for the threads in Fusion 360? I'm able to print a 15mm nut & bolt using the following settings:
- Nut: M15x1.5 class 6H
- Bolt: M15x1.5 class 6G
Using these settings, I don't have to do any further adjustments in Fusion 360.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: thread and PETG
Here's a PETG print I did using those settings:
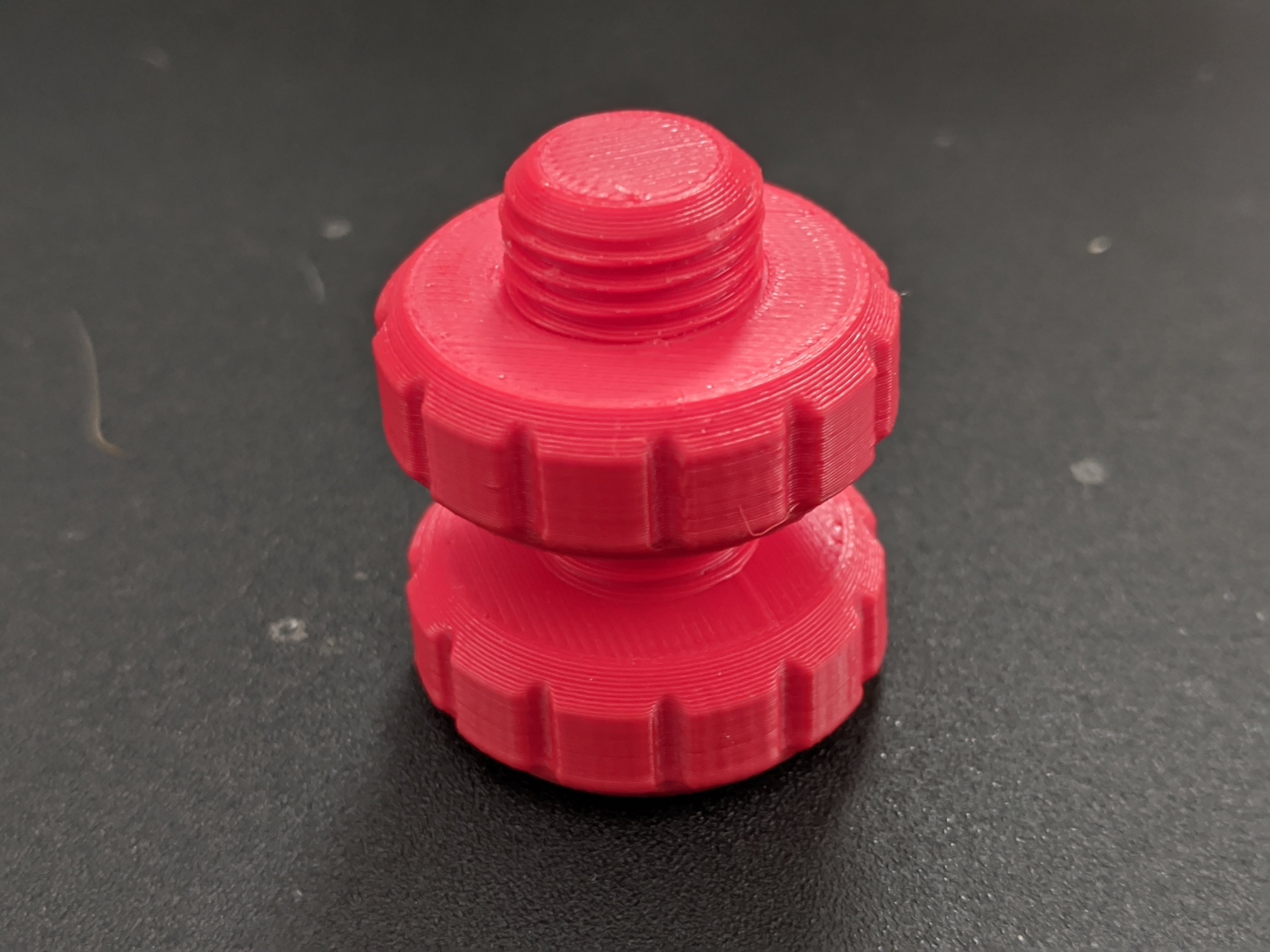
I didn't dry the PETG filament first, so the fit is a little tight. A drop of dry lubricant was sufficient to allow the threads to turn easily. A PLA print with the same parts will spin with a flick of the finger.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: thread and PETG
Hello, the smallest threaded hole I have printed is M8 in PETG and also Nylon 6 on my MK3S. All the the suggestions in this thread (lol) seem are very sensible. Here is my take on it.
Things I learned when printing screw threads or considering their use in projects.
1: Experiment first. I have wasted a fair amount of filament thinking - this is it, this has has to work - then waited for hours for the whole part to print... only to discover - it didn't... If you are trying to use a regular bolt with a 3D printed part - cut out the relevant piece in PrusaSlicer with the threaded hole, print it and test it with your bolt - it will save you hours of angst! When it works - print the whole thing.
2. Always start from a Prusa preset - a bit of a no brainer that one.
3. If you are designing a part from scratch - and want to make life easy for yourself - I take the PRUSA approach - captive nuts. So easy and quick to do.
4. PETG is my go-to filament for strength and (usually) very easy to print and has good strength - PLA is great for high detail models, but not much else really.
5. Orientation - if you are looking for strength, this is extremely important. I recently downloaded a 'Prusa G clamp' for printing. Its a lovely design but I noticed a few people saying the 'the knob sheared off' - this is rubbish. No... actually its a nice little design.
The download showed all the parts on bed printed horizontally - apart from one... the threaded 'bolt'.
If you print ANY bolt vertically it will not tolerate high shear stress. If you print it horizontally (yes, horizontally - with bed supports) - with a PRUSA this will be absolutely fine AND it will tolerate a significantly higher torque before breaking.
I hope someone finds these observations useful.