RE: printing individual objects
You can raise the limit in the Output Option / Extruder clearance. I don’t now why, but you can. When I do that the objects will slice, but there is still no way to know what the printing order is.
I turned on the travel mode and it still shows all the objects printed together.
This is confusing, since it is possible to arrange the objects to print without hitting the X gantry, but no way to know what it is actally going to do.
RE: printing individual objects
OK, I finally have a formula to make it work - or at least a set of rules that work. First, you will get little help from PrusaSlicer. However one command is required to know what to do. That is the ”E” command that shows the order of the objects on the print bed.
The steps are (for 3 objects):
1. Go to Print Settings / Complete individual objects - and set the extruder clearance height above the highest object to be printed.
2. Arrange object (#1) at a front corner of the print bed.
3. Place object #2 horizontally away from the first by the extruder clearance radius or more.
4. Move object #2 backwards on the bed so the closest forward motion of the extruder falls behind the rearmost edge of object #1. This way the extruder will never come forward enough to hit obj #1.
5. Repeat above by placing obj #3 backwards on the bed behind the rearmost edge of #2, and horizontally further than the extruder radius.
Am printing a three object set now, and it is working OK.
You can imagine a horizontal path across the bed (x direction) the width of the object (dY). Path #1 encompasses obj #1, ….etc. The three horizontal paths do not overlap each other and the objects are spaced horizontally by the extruder radius.
Now, it is evident that path #1 can have more than one object if the extruder radius can be maintained. The widest object (dY) will define the width of the path. As long as the other objects are within the path, there will be no horizontal collisions, and as long as the spacing between paths prevents the extruder from coming too far forward, there will be no front/rear (Y) collisions.
Obviously, the objects have to be numbered sequentially within the paths and from front to back. I am thinking of making a scaled drawing of the print bed, so I can place objects on it to optimize placement and density of objects.
Please check out this logic and see if I got it right.
RE: printing individual objects
I've got a sample project file with sequenced printing here that might help.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: printing individual objects
@ben-g16
This is exactly the process I have discovered / followed to achieve sequential printing. It would be great if collision logic factored in the position of X rail in relation to the sequence of objects. At the moment the height collision logic appears to apply to all objects regardless of order.
RE: printing individual objects
@ben-g16
You figured it out while I was asleep 🙂 Yeah there's something screwy with the PS collision algorithm. I set my z clearance to 150 usually (higher than anything I've printed in sequence) but with a safety margin for max height and then after the gcode is generated I run it through one of the online gcode visualisers to double check head movement.
I use 60mm as my around object clearance and one 'trick' I use is to just temporarily add a 60mm thin disc to the plater using the add part option. You can then place it next to objects and use to check the distance between parts visually using it as a measure. I also usually put the lowest objects at the front and arrange from low to high just as a precaution.
RE: printing individual objects
If no one has mentioned it you can change the order of the parts in PS by dragging and dropping.
I don't have anyway to test it but I suspect Cura will handle this situation a little better. I base this on the extra information re. x and y offset of the nozzle that the printer profile contains.
RE: printing individual objects
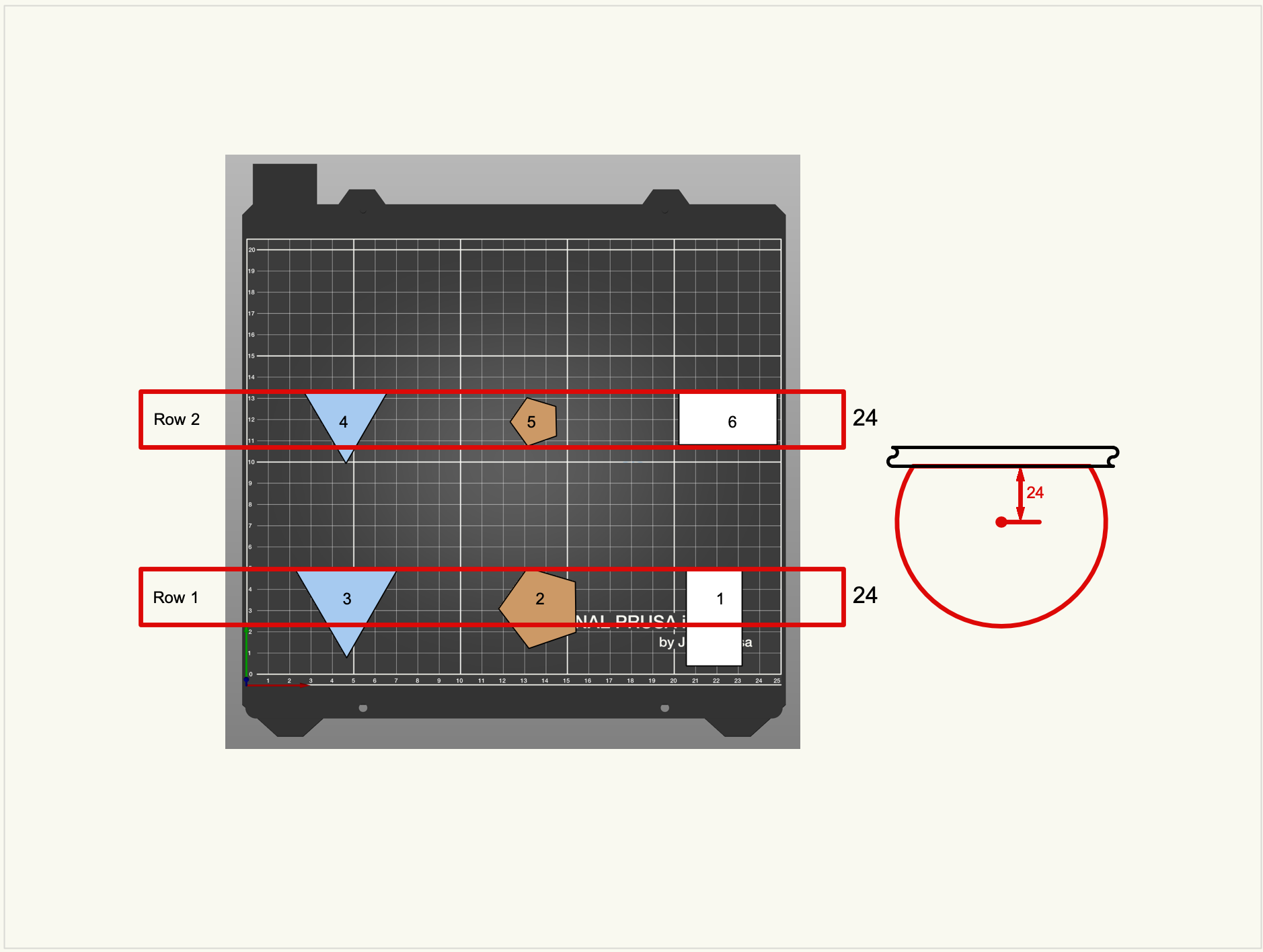
One thing I hadn’t sufficiently thought through was the distance from the nozzle to the gantry rods. The drawing below helps me visualize how to put objects onto the print bed. The distance from the nozzle to the gantry rods is about 24mm (rough measure), indicated by the rectangles below. The nozzle, print radius, and gantry rods are represented by the dwg to the right. It helps locate the proper X and Y spacing from object to object and row to row.
Since the nozzle can't move more than 24mm in the Y direction without hitting something, the placement of objects has to follow certain rules.
In row 1, any one of those objects can be printed, but no more, since the front side (toward bottom of pic) of the other objects requires the nozzle to move further than 24mm to reach the far side and the gantry will crash.
In row 2, the left (#4) object can be printed, since there is nothing else on the row yet. After that the other two objects can be printed since they are less than 24mm deep. Aligning the rear edges (toward top) helps see what is in conflict and what is clear.
RE: printing individual objects
Prusa unfortunately removed the 2D gcode preview mode from what evolved into PrusaSlicer. ideaMaker is another free slicer that has a nice gcode preview mode that can be useful for planning sequential prints. Slice the print normally in PrusaSlicer, save the gcode, then open it up in ideaMaker for analysis.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: printing individual objects
I only usually place 1 object per 'row' just to keep things simple.
Its not a trivial problem with all the variables involved which is why slicer is the way it is I think. They have mentioned reworking this at some point but who knows where it is in the priority list. After all there are over 1500 open issues on github.
RE: printing individual objects
I only usually place 1 object per 'row' just to keep things simple.
How high are you able to go with individual parts printed in sequence? I do a lot of sequential prints for testing, but most are low, fast prints.
and miscellaneous other tech projects
He is intelligent, but not experienced. His pattern indicates two dimensional thinking. -- Spock in Star Trek: The Wrath of Khan Unfortunately,…
RE: printing individual objects
@bobstro
I have some tubes for lens assemblies. They are basically thin wall prints with a hole in the bottom for an led bezel mount. Cant use vase mode due to the hole in the bottom and the fact that there are multiples so been doing them sequentially. They are approx 16.5mm diameter and either 74mm high or the longer version is 128mm. I've just been putting 3 in a row from front to back, staggered slightly. I could possibly fit more rows on but I opted for the easy route with wide spacing.
I was printing them normally but I found that one of them would always have part of the wall missing. As if it wasnt priming enough after moving back to that one. I did open an issue on github ages ago about it but it never got any response.