PC carbon
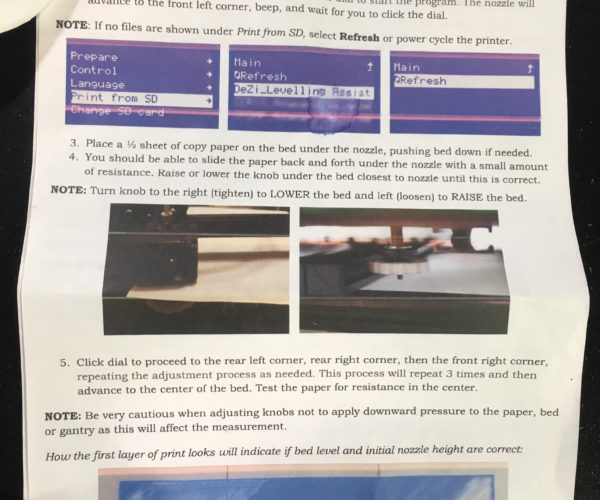
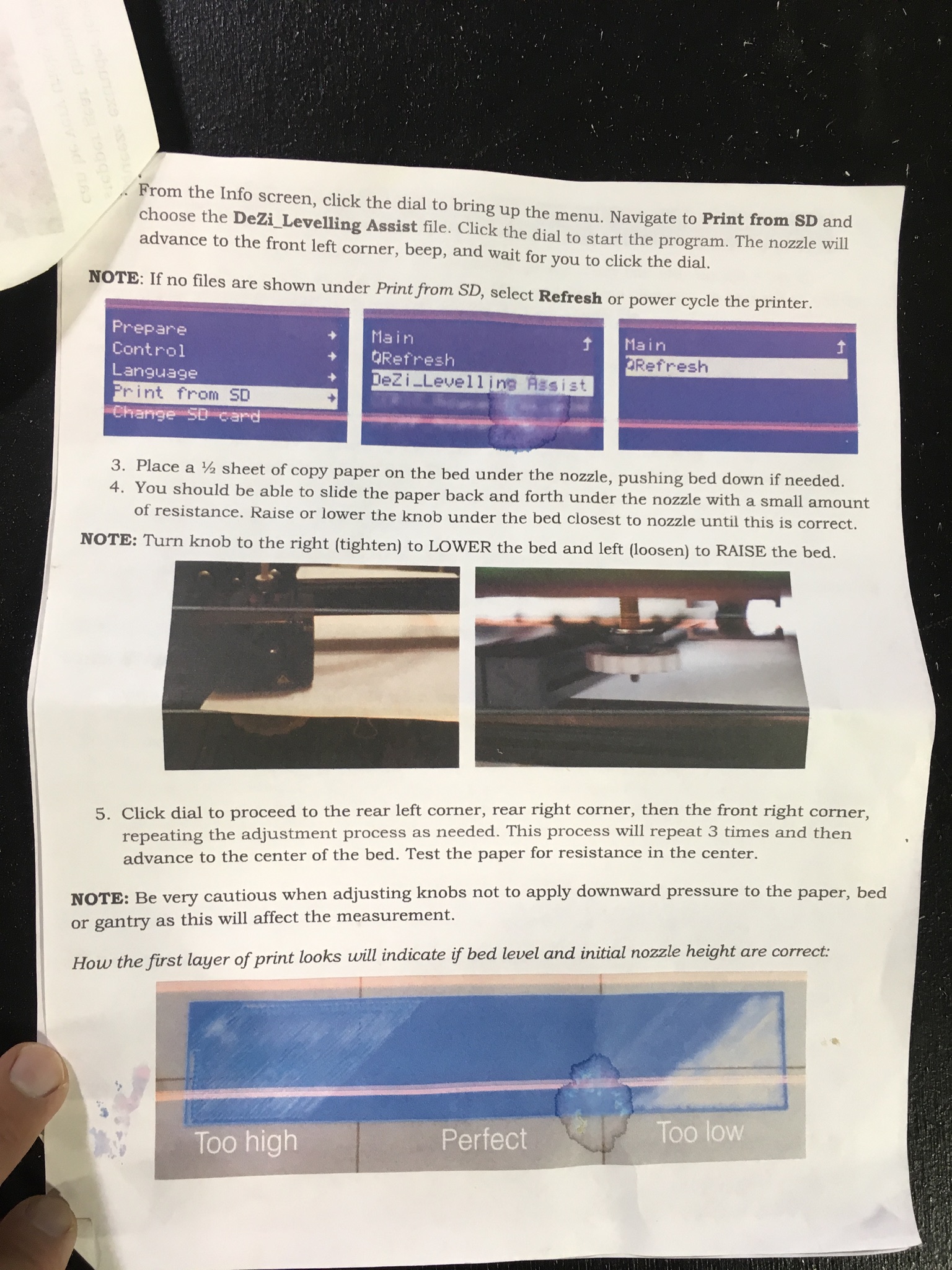
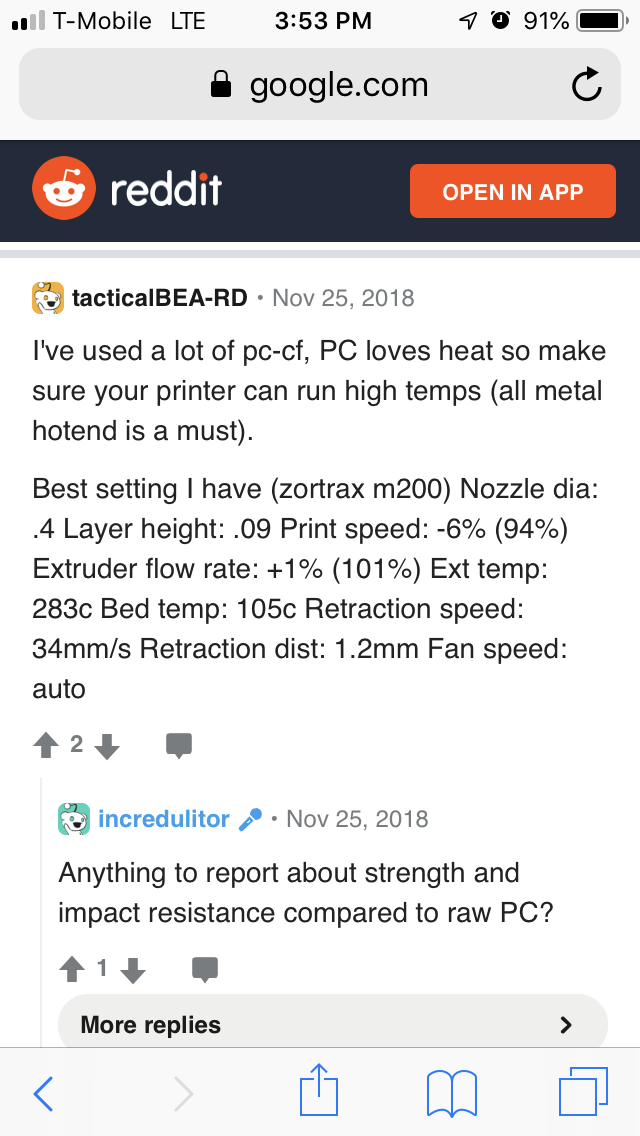
im trying to print PC carbon with the Prusa. It starts off well, but the filament lifts up after a couple minutes. I’m using cura. My specs are based on the specs in the attached how-to packet with some modifications from a forum, also attached.






RE: PC carbon
The usual suspects are contaminated bed (finger prints need to be washed off using soap and hot water); or low nozzle temp (PLA is optimal at 215); or improper bed temp (PLA is 60c).
RE: PC carbon
@tim-m30
That makes sense. Have you ever tried printing with PC Carbon?
RE: PC carbon
Based on the image attached, You're using not an original Prusa printer. I had pretty good success with PC-MAX on PEI. What type of bed do you have?
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: PC carbon
No, but most carbon fiber filament is PLA based, thus PLA settings should work well enough. Just needs a hard nozzle to avoid damage during printing. Or is this stuff you are printing something different? The sheet you posted mentioned 185c, which is low even for PLA.
ps:
If it is this stuff, then toss my recommendations: https://www.3dxtech.com/carbonx-carbon-fiber-pc-3d-printing-filament/
RE: PC carbon
@tim-m30
Yes, unfortunately it’s that stuff
RE: PC carbon
Can't print that on a stock Prusa MK3: the hot end thermistor will die at those temps. And no stock low end printer will survive, either.
From the web site:
Recommended Print Conditions:
- Extruder: 280-310°C
- Bed Temp: 110-120°C
- Bed Prep: PEI Sheet or tape, Kapton/PI Tape, Glue stick on clean glass, ABS/Acetone Slurry
- Nozzle: We strongly recommend a 0.4mm orifice or larger using one of our A2 Hardened Nozzles - HERE
- Layer Height: Ideal layer height is 60% of nozzle diameter. We do not recommend printing layers below 0.25mm with carbon fiber grades. Lower than 0.25mm may create too much back pressure in the hot end and result in poor feeding, jams, drive gear clicking, and eating a notch into the filament.
- Support: Our Aquatek water soluble support works great to create complex parts. This support can be found HERE.
- Drying Instructions: Please see the following instructions for when you want to dry out this filament, HERE.
RE: PC carbon
@tim-m30
Thanks Tim. I thought changing the nozzle would be enough. I didn’t think about the thermistor. Any suggestions on material I can use with the prusa that would allow me to print backpack buckles strong enough to survive hiking?
RE: PC carbon
@tim-m30
I have routinely printed some pure PC filament that I had at 285 nozzle and 122 bed so the MK3 will certainly handle that. The only issue is the well discussed MK3S extruder body melting/sagging issue but that is solvable by a number of means (reprint regularly PETG, print in PC, use Bunny Science version). Now if you actually had to take the nozzle to 300+ that might well cook things.
RE: PC carbon
Can't print that on a stock Prusa MK3: the hot end thermistor will die at those temps.
280C is doable without any modifications. I would recommend to put a silicon sock to avoid PETG melting. Above 290C over longer period of time will most likely damage the thermistor, that's true.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: PC carbon
From the e3d wiki:
The E3D-v6 as sold is limited in temperature by the thermistor to 295*C but can go higher (tested up to 420*C) with a thermocouple upgrade.
I do agree about the sock - I have those on both my printers. Also the sag issue is at least somewhat dependent on what you tend to print. Low big prints that keep the hotend near the bed for prolonged periods of time are much harder on the extruder plastic since the reflected heat gets a lot more concentrated. In any case I know that I have hundreds of hours on 285 degree nozzle without thermistor issues.
RE: PC carbon
@kevin-k49 @nikolai
hmmm, are you guys using plain PC And PETG? Because I’m not using either. I’m using carbon fiber PC. I thought it would be my best bet for printing a strong buckle for a backpack. Maybe i bit off more than I can chew. A friend suggested I just use ABS. Since I only ever use PLA and don’t know what should work best on the prusa, I might as well.
RE: PC carbon
@burkart-phil
My MK3 is still stock, means all PETG parts. Printed so far PLA/PETG/ABS/PolyMax(PC-MAX)/Nylon/NinjaFlex if that is your question.
The printer itself can handle a lot of different materials. But you always have to consider the plastic properties while printing and adjust the settings/environment temp/bed preparation.
Often linked posts:
Going small with MMU2
Real Multi Material
My prints on Instagram
RE: PC carbon
@nikolai-r
Of those materials you used, which one would be best in your experience for a buckle that attaches to a bag as follows: CAAA1FA1-93D4-4963-9104-B217BA51AAB0
Here’s the obj file:
https://myhub.autodesk360.com/ue2c3ae56/data/permalink/DT1b0f9QT2b0ea3649aac4e5817b447c0a4c
RE: PC carbon
@burkart-phil
I didn't want to deal with the extra abrasion from the carbon. I have found that PC itself is very strong and I use that for any real "structural" things I print and have not had any failures in my use cases. The stuff I had been using that wanted 285/120 was HobbyKing PC. Currently I have a spool of Priline PC and it acts more like what I have seen described for PC-MAX wanting a lower temperature but definitely less warping (in fact I destroyed a PEI sheet when the first print with it run at my previous PC temps permanently bonded to the PEI). It seems quite strong but I haven't really compared that to the previous stuff. For reference, an example of a use case was a sand bottle holder for a golf push cart. The main support line on it takes a real pounding since the sand can weigh 10 pounds and you are pushing over bumpy terrain which make the instant loading lots higher. PC has held up fine in that use whereas PETG would fail after a few months. However, for all my other less demanding uses I print PETG - easier to print by far.