RE: Leaving glob balls of PETG on my project
So back to the question at hand:
Where does this stuff come from? I cleaned the nozzle and head while hot with a wire brush before printing. The print was clean. Where does this stuff come from? How does it get up there?
RE: Leaving glob balls of PETG on my project
[...]
You are a troll. Your post history speaks volumes as to your intent. Henceforth, expect to be dealt with as a troll.
RE: Leaving glob balls of PETG on my project
So back to the question at hand:
Where does this stuff come from? I cleaned the nozzle and head while hot with a wire brush before printing. The print was clean. Where does this stuff come from? How does it get up there?
This link will help you out
Is your printer grinding? Bearings squeaking? Motors smoking?
Step 1) Wash your Steel Sheet
Step 2) Return to Step 1
RE: Leaving glob balls of PETG on my project
No, I won't be bullied. There is a difference between "trolling" and pushing back against bullying. As I mentioned, you started the bashing. I keep trying to get back on topic. And, once again, lets get back to the topic without your editorializing about Amazon...
My question is a serious one...
How do the globs that are "raining" on my print get up to the printhead?Before printing I cleaned the nozzle and heater block. Yet, just after the first later there dropped a blob of PETG onto the print, ruining it. It happens a lot.
I don't understand how the material gets up there or why it drops down. The print starts with nothing up on the print head. The print has no tears or stuff that touches the print head. Yet, a glob comes down. How?
Here is another one that just happened:

RE: Leaving glob balls of PETG on my project
This link will help you out
No, that link is just bullying. It is off topic, irrelevant, and frankly condescending. It has nothing whatsoever to do with the topic of this thread, and you well know it.
RE: Leaving glob balls of PETG on my project
The link above is the only help you should be getting. This thread is dead. Have a wonderful night!
Is your printer grinding? Bearings squeaking? Motors smoking?
Step 1) Wash your Steel Sheet
Step 2) Return to Step 1
RE: Leaving glob balls of PETG on my project
@seattledavid
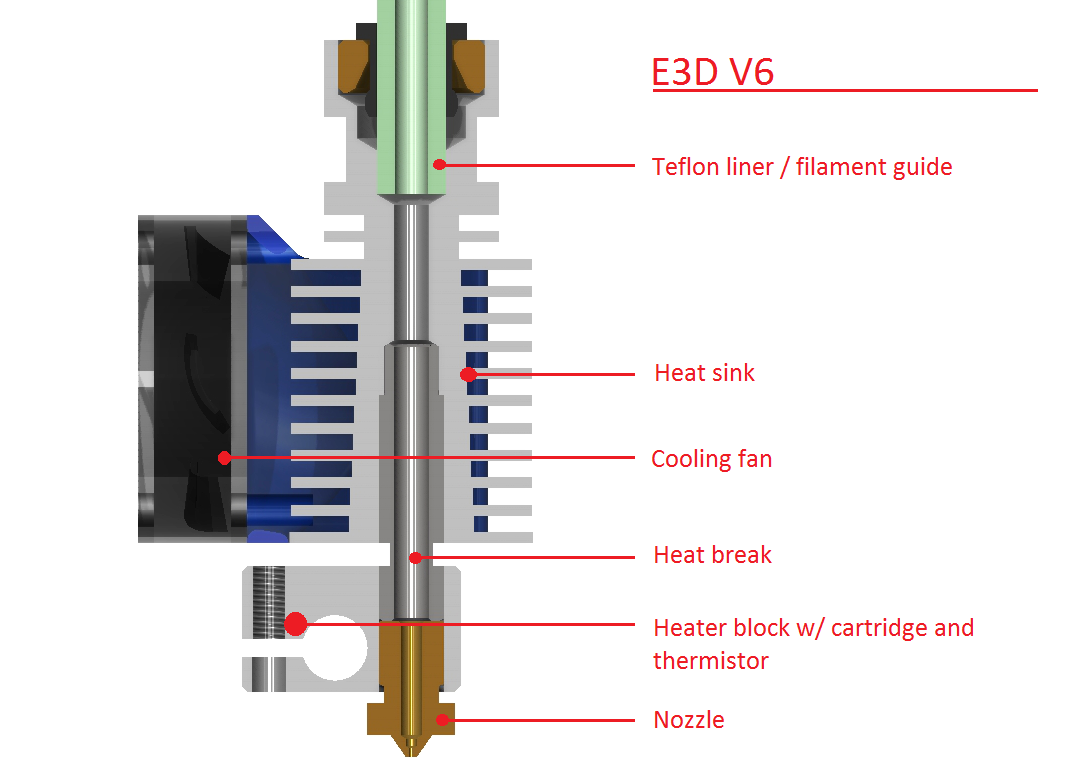
I think the nozzle is leaking to the side. The nozzle must seal at the heat break and the complete hotend should be clean and free from filamentrests. I would generally also check the linear advance settings and the pulley spring pressure.
(Linear Advance): https://help.prusa3d.com/en/article/linear-advance_2252
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Leaving glob balls of PETG on my project
From this and the other posts seattledave has posted, I would actually hazard that he is trying to print too fast, too much stringing and this is causing gossamer filament threads to accumulate on the nozzle / heat block which then end up sticking to the print and getting pulled off into it.
Oozing from the side of the nozzle tends to end catastrophically.
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: Leaving glob balls of PETG on my project
From this and the other posts seattledave has posted, I would actually hazard that he is trying to print too fast, too much stringing and this is causing gossamer filament threads to accumulate on the nozzle / heat block which then end up sticking to the print and getting pulled off into it.
If you look through this poster's history, you'll find another thread in which suggestions to slow down have been made, only to devolve into quibbling about copyright stamps.
In general, slowing down is recommended for troubleshooting these problems, agreed. I also suspect a dirty heater block is at play. Inspection of the heater block and heat sink interface would be (normally) helpful. IME the filament bits are blackened in cases of leakage.
RE: Leaving glob balls of PETG on my project
I appreciate the diagram and input about leaking and speed.Generally, I prefer careful to slow, so I don't think I am pushing speed, ever. If you feel otherwise, I welcome more details. It hasn't been my intention ever to print fast over quality. (Not quite sure where that notion came from.)
I will look for side leaks and see if that is happening.
But I have some new data points:
- The globs almost seem to happen only on the first layer. This isn't 100% true, but it is 85% true.
- They happen almost 100% of the time for a 120x120mm flat surface on the bed.
- I have been using a speed of 25 for the first layer, which I don't think is too fast. (Opinions.)
Now: the most interesting new datapoint:
- When I sped up from 25mm to 50mm for the first layer there were almost no globs! So, it seems to relate to something to do with slow speed.
The volumetric governor defaulted to 8, using the Prusa defaults. Per bobstro I opened this up to 11 (increasing it from 8 and wow did everything print a lot faster! And, again, with fewer blobs.
I welcome your thoughts but here are some preliminary questions:
- Could be a side leak (need to check) which means that speeding things up simply allowed the print to finish before the blob was large enough to rain down. (Theory)
- Could be that printing slow allowed material to "climb up" the nozzle through some unknown mechanism.
I did a video while printing slow and I see the nozzle accumulating PETG...it is almost as if it is climbing up the nozzle (or, again, possibly oozing through the screw fitting.)
- The heater block is shiny clean. Nothing happening up there. All of the destructive action is on the nozzle.
RE: Leaving glob balls of PETG on my project
Good to see you followed my links. Have you adjusted your LiveZ yet? It was too low in previous pics as @bobstro said a few times, and that can cause blobbing as well, but usually smaller than your pics. This seems like an overly-complicated thread that could be solved by methodical troubleshooting. Why not start with default settings than are known good to the community, and LiveZ adjust? Either it works or you need to look at physical causes like dirty block, leakage, etc.
I do not understand the need for excessive complications.
Is your printer grinding? Bearings squeaking? Motors smoking?
Step 1) Wash your Steel Sheet
Step 2) Return to Step 1
RE: Leaving glob balls of PETG on my project
PETG is known for being stringy and for wanting to stick to whatever's hottest. This is one reason PETG profiles often have the bed quite hot and nozzle a bit cooler for the 1st layer. If an extrusion doesn't adhere well, it may be drawn up to the hot nozzle or heater block as they pass. If the layer height is too low, the nozzle may drag or attract unwanted bits of filament. Either of these can result in the little "nerds" floating about, particuarly on the 1st layer. The old rules about adhesion and 1st layer height are paramount.
As @nilok notes, a couple of topics are creeping into the discussion. If anything, reduce MVS for PETG. The default is 8, but some PETG filaments are more viscous and will benefit from a slower setting. Tuning speed is a different issue than the PETG crumbs however.
A coated nozzle and silicone sock can also help reduce PETG accumulation where not wanted, reducing the crumbs. FilamentOne is the company I was trying to think of that will ship them for free. They seem to be in stock as of this writing.
RE: Leaving glob balls of PETG on my project
If you are building up filament on the nozzle, then you are either over extruding, or stringing, or possibly leaking at the nozzle, but since you have not experienced the blob of death yet, then I'm tempted to say this is not your issue.
If you really want help, then download this: https://www.prusaprinters.org/prints/13998-bridging-overhang-curling-retraction-thin-walls-to
Print it with your current settings, post your settings on here, no actually post an export from slicer of the actual print so we can verify what you have printed /posted, then listen to what people with some experience have to say.
Were not experts, but colleagues albeit in a hobby (Some in a business), whom strive to help each other in a friendly and helpful manner, then apply the said suggestions.
Re-print the above with your now suggested settings with pictures of the results and maybe we can work together to get you the results you strive.
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: Leaving glob balls of PETG on my project
These are very helpful comments. Thank you!
I am still quite new to this, and so the shared knowledge of PETG liking to creep to wherever it is hottest is insightful. It also does explain why the print sheet is hotter, etc. Thanks for sharing this.
RE: Leaving glob balls of PETG on my project
Please post what PETG filament you are using, then maybe we can post a print which works with that filament, just to prove we do actually have some idea of what we are talking about for you to ascertain the result of said print.
Normal people believe that if it is not broke, do not fix it. Engineers believe that if it is not broke, it does not have enough features yet.
RE: Leaving glob balls of PETG on my project
FilamentOne was a good suggestion--yes FREE shipping and in stock. I ordered from them. I didn't know about them before. They look like a great store for me to bookmark.
RE: Leaving glob balls of PETG on my project
As I said in another post, I can attest that the default setting work great for Prusament PETG - and the pics/results are all on my print page. 100% of my print sets are done in Prusament, as my profile states...and my customers love it. The only time I even swap to PLA is for contests - I'd love to win a printer to donate to my Maker Space.
My 1st build produced "ok" parts with the occasional bump or blob damage.....but I found it was 100% my fault with LiveZ and bearings.
I honestly feel that this entire thing has been made far too complicated. If the machine can't do the basics with default settings......then there is a physical problem. Whether age, wear, failure, or assembly......trying to use complicated solutions will only make the basic problem worse.
Is your printer grinding? Bearings squeaking? Motors smoking?
Step 1) Wash your Steel Sheet
Step 2) Return to Step 1
RE: Leaving glob balls of PETG on my project
I am using Prusament. Only.
Since Prusaslicer 2.2 is now out, I deleted everything I had set up and did a nice fresh install. I'll start with defaults and see how they go.
Sometimes, too many dials being turned at once make things unclear.
I have a number of models that print reliably, perfectly. I have printed many dozens of them without ever a problem. Then, there is this model with a large 120x120 foot and I have consistently had problems with Layer 1.
Now, it is time for the fresh install, fresh start, and learning PrusaSlicer 2.2's changes.
RE: Leaving glob balls of PETG on my project
I am using Prusament. Only.
Sometimes, too many dials being turned at once make things unclear.
I have a number of models that print reliably, perfectly. I have printed many dozens of them without ever a problem. Then, there is this model with a large 120x120 foot and I have consistently had problems with Layer 1.
This right here.........If you have isolated your problem, then you know where to look! If only a large layer 1 causes an issue, have you tried 7x7 bed leveling in addition to setting your LiveZ? Take it one step at a time.......if everything works but one thing, don't go off and make changes that affect everything!!
Maybe octoprint/pronterface to help level if LiveZ doesn't do the trick?
As far as stringing and Prusament, here is a print that was running as I have been typing. It was done using 100% default settings in slicer2.2, with a freshly built MK3S and Carmine Red PETG
Is your printer grinding? Bearings squeaking? Motors smoking?
Step 1) Wash your Steel Sheet
Step 2) Return to Step 1
RE: Leaving glob balls of PETG on my project
@nilok
I ONLY run with 7x7 bed leveling. As I have mentioned before, quality is more important than speed. I will almost always side with quality.
I am having a problem getting Octoprint to work (and I posted for help on this). So I am using an SD card.
I have done Live-Z adjustments. I had thought (perhaps incorrectly) that I was dialed in correctly. Any higher and I had unattached strings. The height I had was (perhaps incorrectly) working for all of my other prints with good adhesion to the bed and a smooth surface on top of the first layer. You felt otherwise, and that I was too close to the bed. You may be correct, but when I moved the nozzle up I was back to unattached strings. So I am a bit flummoxed, but I continue to try to get it dialed in.
As I mentioned, countless dozens of prints are working well. It is this 120x120 one that is so problematic.
Also as I mentioned, moving the speed up from 25 to 50ish seems to have remarkably reduced the problem...which seems counter-intuitive to me.