General TPU settings
Hello everyone,
I am trying to print TPU and followed the guideline that I have found online.
Firstly I have used what Prusa recommends, on their website they said that Prusa slicer comes with the preset settings for TPU, but I found that that wasn't the case, the settings were different.
So i started to look online and went into a nightmare of different parameters that are not exactly corresponding Prusaslicer so it confused me more.
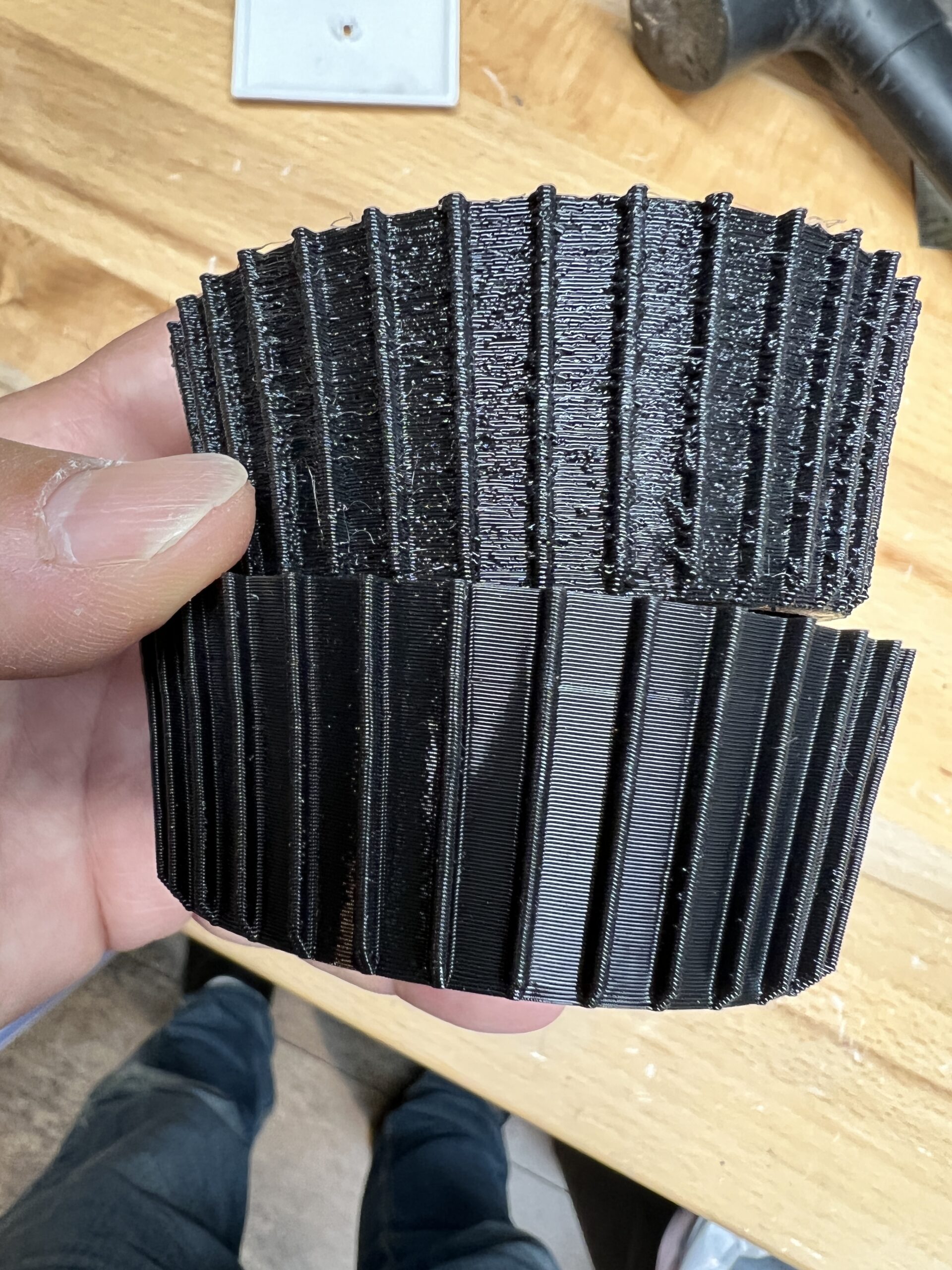
Anyway, after playing (and failing) many prints, I have obtained the print as per image.
To get this I have reduced the speed to 20mm/s ( in all speed parameters), volumetric flow to 1.15 mm3/s , first layer height of 0.4 mm, nozzle temperature 230, and unheated bed. I have also deactivated retraction.
Even with this settings, after a while the filament was jamming in the extruder so I have manually paused, untangled and continued.
I then went on the machine settings (whilst printing) and reduced speed to 80% as well as feed to 80% and I didn't get any more jamming. Hurray!!!
I have managed to finish the print, but the result is poor. Layers not smooth, holes, uneven vertical surfaces, etc. Attached are some photos.
What do you think? How can I improve my print?
Thanks 😁😁😁
RE: General TPU settings



RE: General TPU settings
A lot of trouble you had to go through. I don't want to comment on some of the setting changes to mentioned, with a couple of exception. You should be able to get half way decent prints with generic flex settings. Certainly shouldn't have to reduce feed to 80% which may give you underextrusion issues.
From the picture I'd say you have wet filament. TPU is extremely hygroscopic. I get very nice print quality after drying it and printing directly out of the dry box (I have a PrintDry pro dryer). Here's an example of wet and dry filament.
The other thing is , I don't know if you loosened the extruder idler screw. I don't find it necessary with Overture PETG but had to do it with other brands. Loose to the point that it's just hanging on a thread.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: General TPU settings
As said above, drying TPU is key. I use the same dryer and a food dehydrator to keep mine dry.
--------------------
Chuck H
3D Printer Review Blog
RE: General TPU settings
Hi fuchsr,
Thanks for your reply .
I admittedly printed from ambient environment, the filament was brand new so I thought it would have been dry enough.
I will definitely try to print from the drybox I am building (just waiting on the absorbing sand to complete it).
In regards of the idler, I have tried to keep it the looses possible, but the extruder seemed to "jump" by the noise. So whilst printing I have tightened the idler until I have gotten a stream of filament.Nevertheless, after a while the filament was jammed in the extruder. It looked as too much filament was push through and not enough of it extruded out.
By tightening the idler more back to play settings, It didn't jam anymore.
Am I doing something wrong? 🙁
Anyway, thanks you so much for the reply 🙏🙏🙂
RE: General TPU settings
Wow!
How long do you dry for? Did you ever measure the final humidity content?
Thanks
RE: General TPU settings
For me, even out of the box stilled required drying. I usually dry it overnight so it's ready in the morning. At least 4 hours.
Formerly known on this forum as @fuchsr -- https://foxrun3d.com/
RE: General TPU settings
I'm using Prusa Slicer 2.7.1 for the MK3S. I've had really good results without a dryer (media sitting out for months in the Seattle area) using the following setup:
- 0.15mm slices
- 0.3mm nozzle
- SainSmart TPU Template
- 20mm max speed for any dispense moves
- Fan 80-100%
- Retraction length 1mm
I used a generic TPU form YOYI - https://www.amazon.com/gp/product/B01MCTK4NJ
RE: General TPU settings
