First layer inconsistencies
Been trying to track down some first layer issues with my MK3S+. I've been using the 3x3 bed level calibration model which shows the issue pretty well. The left side of the bed looks pretty good, but there are inconsistencies just about everywhere else. I initially thought extruder issue, but that doesn't make sense if the left side of the bed is ok?
What else should I be checking?

Best Answer by Robin:
The gap between the infill and the perimeter on the connecting parts and the pattern in the inconsistencies make me think more of a mechanical problem with your x-axis. My bet would be on the grub screws on the x motor shaft (not tight, the one not against the flat part of the shaft) or x belt tension.
RE: First layer inconsistencies
From my experience, this is not out of the ordinary with printers. I finally got OctoPrint working and did the silicone mod to level my bed. I had errors over 0.5mm across the bed giving me your issue. I am now around 0.1mm and less in the centre. I also found that heating the bed changed the bed levelling calibration. CNC kitchen has a video on heat and bed level issue.
RE: First layer inconsistencies
the temperature of the bed does make a big difference to its shape/level as things expand when heated. Thats why before doing any print or any calibration the bed should be heat soaked. That means things get far more consistent.
Yes that does mean you cant just hit print, especially in colder seasons. Its the old reliability vs speed. Id rather wait an extra 5 minutes at the start and know I'm going to have something that is going to be fine printing.
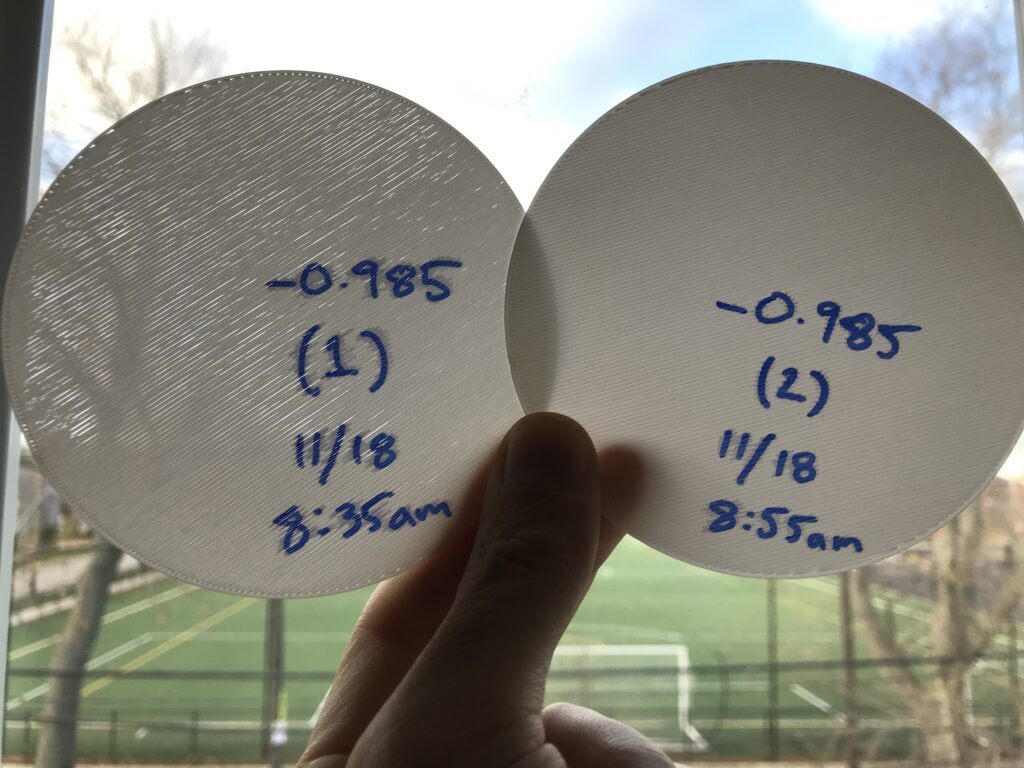
Not my picture but the following illustrates the difference in probe values between a print run from cold and one from after a warmup
RE: First layer inconsistencies
Nice picture. Information like this would be useful for new users. I was pre-heating my system yesterday and got tied up with something else and it went into safety shutdown before I got back to it.
RE:
The gap between the infill and the perimeter on the connecting parts and the pattern in the inconsistencies make me think more of a mechanical problem with your x-axis. My bet would be on the grub screws on the x motor shaft (not tight, the one not against the flat part of the shaft) or x belt tension.
If at first you don't succeed, skydiving is not for you.
Find out why this is pinned in the general section!
RE: First layer inconsistencies
@robin You figured it out! Thank you! While the grub screw on the flat part of the x motor shaft was tight, the grub screw on the round part was about 1 full turn loose. My calibration print looks great now.